Изобретение относится к деревообрабатывающей промышленности и может быть использовано при изготовлении древесностружечных плит.
Цель изобретения - повышение надежности работы линии.
На фиг. 1 изображена с.хема линии изготовления древесно-стружечных плит; на фиг. 2 - участок подготовки стружки; на фиг. 3 - вид А на фиг. 2.
Линия изготовления древесно-стружечных плит включает узлы подготовки древесного сырья 1, изготовления стружки 2, сушки 3, бункер 4. с подаюндим шнеком 5, ситовую сортировку 6 в виде корпуса 7 с рабочей сеткой 8, приемные бункеры 9 и 10, смесители 11 и 12, главный конвейер 13 формирования ковра 14, пресс 15, узлы обрезки плит по формату 16, шлифования 17, сортировки 18 и складирования 19, причем ситовая сортировка 6 снабжена приспособлениями контроля разрыва сетки 20 в виде рамы 21 с закрепленной на ней дополнительной крупноячеистой сеткой 22, размещенной под основной рабочей сеткой 8 и связанной через автоматическую систему 23 управления с подающим шнеком 5 бункера 4. Кроме того, автоматическая система управления включает спусковое устройство 24, вход схемы управления световой сигнализации 25, сигнальную лампу 26, реле времени 27, схему управления 28 и электродвигатель 29, а сетка 20 натянута на рамку 30.
Линия работает следующим образом.
Древесное сырье, подготовленное на участке 1, подают на стружечные станки 2, где изготавливают стружку. Затем стружку высушивают в сушилках 3 и подают в бункер сухой стружки 4, откуда ее шнеком 5 подают на ситовую сортировку 6, разделяющую стружку на две фракции. Стружку для среднего слоя подают в бункер 9, а для наружных слоев - в бункер 10.
0
5
0
5
Из бункеров 9 и 10 стружку подают в смесители среднего слоя 11 и наружных слоев 12. Осмоленную стружку подают в формирующие машины 14 и на главном конвейере 13 настилают ковер, который далее прессуют в горячем прессе 15, обрезают по периметру на фор.матно-обрезном станке 16, шлифуют на шлифовальных станках 17, сортируют на участке 18 и складируют на участке 19.
Сортировка 6 разделяет подаваемую стружку на две фракции. Сходовые крупные, стружки для среднего слоя но сетке 8 подают в бункер стружки среднего слоя 3, а мелкие стружки для наружных слоев, проходя через отверстия сетки 8, попадают в бункер стружки наружных слоев 10. В случае обрыва сетки 8, электрически связанной с корпусом 7 всей конструкции, происходит замыкание концов проволоки порванной сетки 8 с контрольной сеткой 20, электрически не связанной с конструкцией. В результате обрыва сетки 8 происходит электри- -ческое соединение крупноячеистой сетки 20 с сеткой 8, воздействующее на вход спускового устройства 24, вызывающее его срабатывание.
В качестве спускового устройства 24 можно применить, например, триггер Шмидта. Перепад напряжения на выходе спускового устройства воздействует на вход схемы управления световой сигнализации 25, вызывая загорание сигнальной лампы 26. которая дает знак оператору.
Выходной сигнал спускового устройства 24 одновременно с этим запускает также реле времени 27, которое через заданное время своим выходным сигналом, воздействуя на схему управления 28 и электродви гатель 29, прекращает подачу стружки в сортировку 6. Таким образом предотвращается попадание крупной стружки среднего слоя в мелкую стружку наружных слоев, т. е. полностью соблюдается технологический режим на участке сортировки стружки.
Вид А
30 2/ го
I I
Г
Фиг.З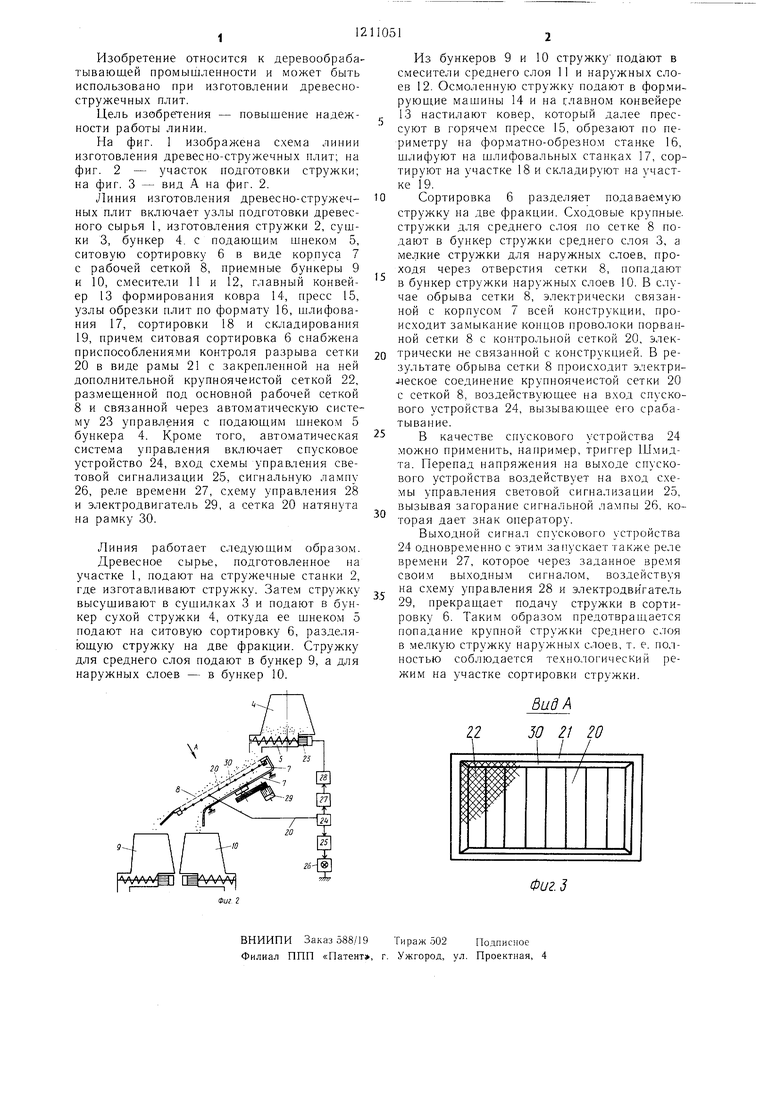
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия изготовления древесностружечных плит | 1985 |
|
SU1299794A1 |
| Линия изготовления древесностружечных плит | 1986 |
|
SU1368174A1 |
| Линия изготовления биостойких древесностружечных плит | 1987 |
|
SU1423389A1 |
| Способ изготовления ориентировано-стружечной плиты | 2015 |
|
RU2668328C2 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНЫХ ПЛИТ | 1995 |
|
RU2083361C1 |
| ЛИНИЯ ИЗГОТОВЛЕНИЯ ДРЕВЕСНЫХ ПЛИТ | 1995 |
|
RU2078686C1 |
| Линия изготовления плитных материалов | 1986 |
|
SU1423388A1 |
| ТРАНСПОРТНАЯ СИСТЕМА СОРТИРОВКИ СТРУЖКИ В ПРОИЗВОДСТВЕ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 2013 |
|
RU2600130C2 |
| Линия подготовки стружки в производстве древесно-стружечных плит | 1985 |
|
SU1253807A1 |
| Линия изготовления древесно-стружечных плит | 1985 |
|
SU1281419A1 |

ВНИИПИ Заказ 588/19 Филиал ППП «Патент,
Тираж 502 г. Ужгород, ул.
Подписное Проектная, 4
| Конаш Г | |||
| И | |||
| и др | |||
| Производство многослойных д ревесно-стружечных плит | |||
| М.: Лесная промышленность, 1975, с | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Барулин В | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| М | |||
| Сортировка древесных частиц в производстве древесно-стружечных плит | |||
| М.: ВНИИИЭИ- Леспром, 1977, с | |||
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
