собой трубопроводом 30 для отвода пьши. Древесные частицы попадают на первую ступень 17 сортировки, причем мелкая и средняя фраки(ии просеиваются через сито 39, а через сито 40 просеивается мелкая фракция, которая попадает на глухое дно 19 первой
1
Изобретение относится к деревооб- рабатьгоанщей промьштенности, в частности к оборудованик для изготовления древесно-стружечных плит.
Цель изобретения - повьшение качества плит за счет улучшения сортировки древесных частиц.
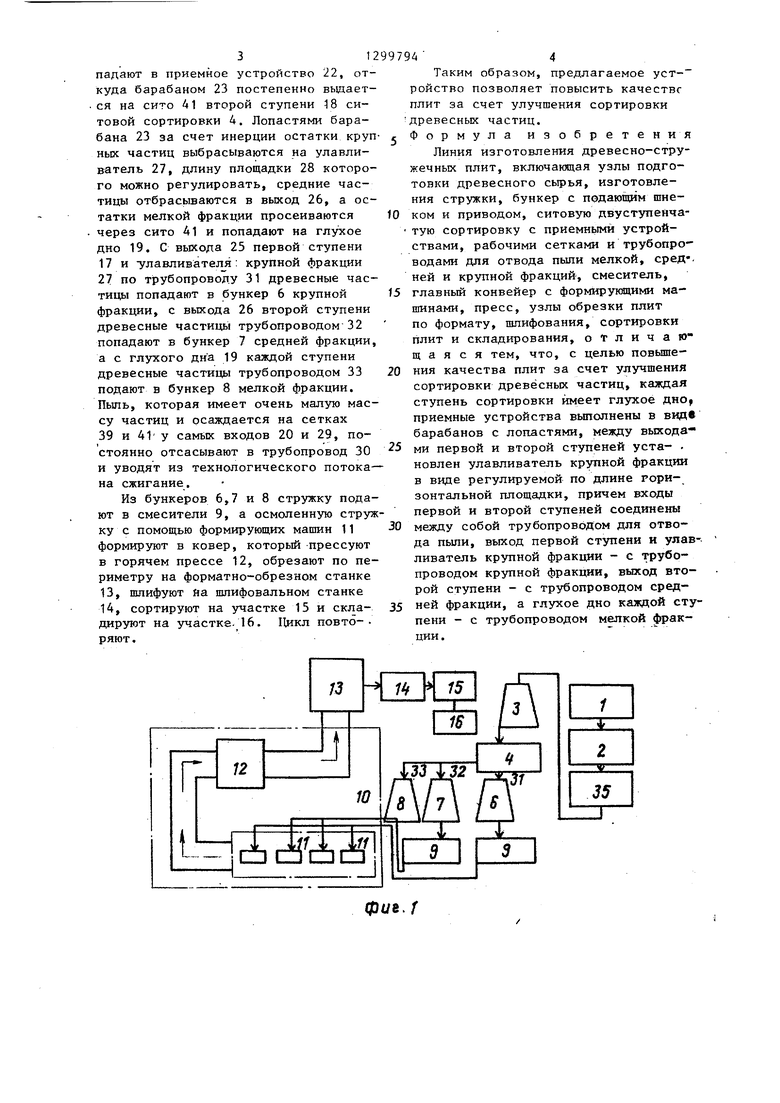
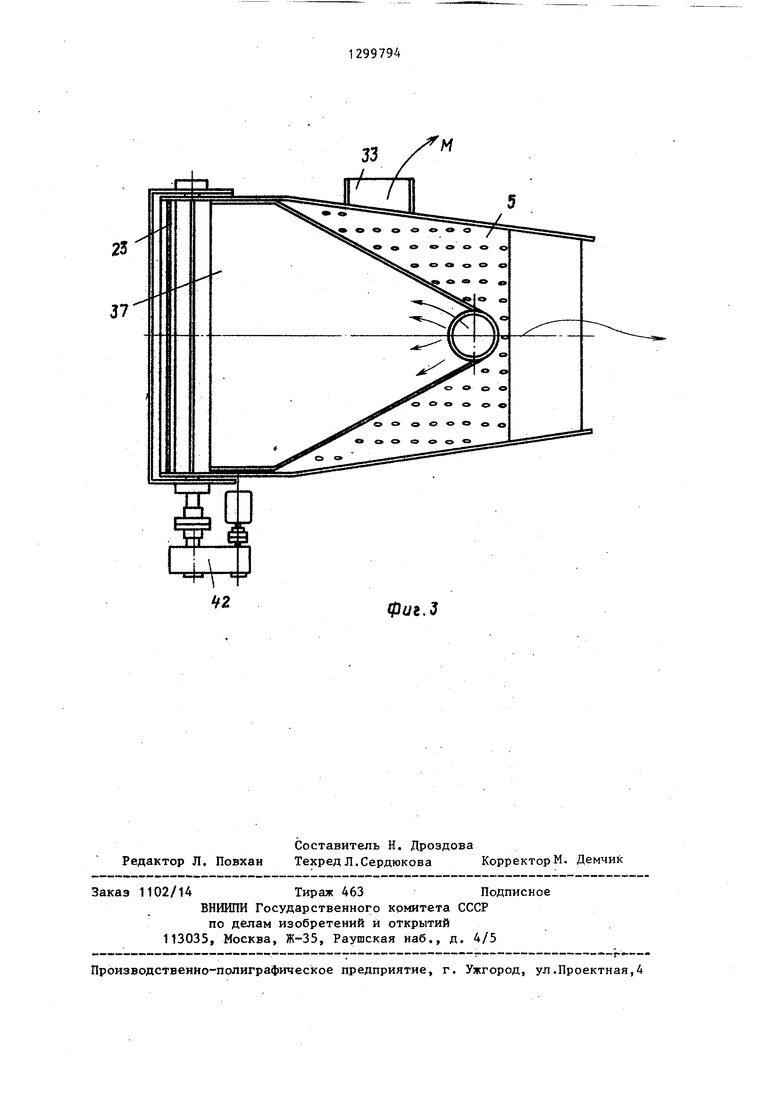
На фиг, 1 изображена схема линии изготовления древесно-стружечных ПЛИТ} на фиг. 2 - ситовая сортиров ка, вид сбоку; на фиг. 3 - то же, вид сверху.
Линия изготовления древесно-стружечных плит включает в себя последовательно установленные и кинематически связанные узлы 1 и 2 подготовки древесного сырья и изготовления стружки соответственно, бункер 3 сухой стружки, ситовую сортировку 4 с рабочей сеткой 5, приемные бункера крупной 6, средней 7 и мелкой 8 фракций, смеситель 9, главный конвейер 10 с формирующими машинами 11, пресс 12, узлы обрезки плит по формату 13, шлифования 14, сортировки плит 15 и складирования 16, причем узел 4 сортировки вьшолнен двухступенчатьпу, со ступенями 17 и 18, при этом каждая ступень имеет глухое дно 19, на входе 20 первой ступени и под ним смонтированы приемные устройства 21 и 22 с размещенными в них барабанами 23, имеющими лопасти 24„ на станине между выходами 25 и 26 первой 17 и второй 18 ступеней установлен улавливатель 27 крупной фракции, выполненный в виде регулируемой -по длине горизонтальной площадки 28, причем входы 20 и 29 первой 17 и второй 18 ступеней соединены между собой трубопроводом 30 для отвода пьши из технологической линии, выход 25 первой ступени 17 и улавливат ель
ступени 17. Средняя фракция попадает в приемное устройство 22, откуда барабаном 23 выдается на сито 41 второй ступени 18 сортировки 4. Мелкая фракция после просеивания попадает на глухое дно 19 второй ступени 18. 3 кп.
O
5
27 крупной фракции - с трубопроводом 31 крупной фракции, выход 26 второй ступени 18 - с трубопроводом 32 средней фракции, а глухое дно 19 5 каждой ступени - с трубопроводом 33 мелкой фракции.
Кроме того, после узла 2 изготовления стружки на станине 34 расположена сушилка 35, а для подачи древесных частиц в ситовую сортировку в линии имеется наклонный лоток 36 с вибратором 37, ситовая сортировка подвешена к станине с помощью тяг 38, причем первая ступень 17 ситовой сортировки 15 имеет сита 39 и 40, при этом сито 40 наклонено в сторону приемного устройства 22, а вторая ступень 18 имеет сито 41, Линия изготовления имеет привод 42,
Линия работает следующим образом.
Древесное сырье, подготовленное на участке 1, подают на стружечные станки 2, где изготавливают стружку. Затем стружку высушивают в сушилках 35 и подают в бункер 3 сухой стружки, откуда ее подают на ситовую сортировку 4, в которой древесные частицы разделяют на крупную среднюю, мелкую фракции и пыпь. Древесные частицы попадают по наклонному лотку 36, имеющему вибратор 37, в приемное устройство 21, в котором установлен барабан 3 с лопастями 24, позволяющий отбрасывать за счет инер0
5
0
5
0
ции крупные древесные частицы к выходу 25 первой ступени 17. При этом через сито 39 просеиваются в основном средняя, мелкая фракции и часть крупной, а через сито 40 просеивается мелкая фракция, которая попадает на глухое дно 19 первой ступени 17, Таким образом, в основном средняя, частично мелкая и крупная фракции попадают в приемное устройство 22, откуда барабаном 23 постепенно вьщает- .ся на сито А1 второй ступени 18 ситовой сортировки 4. Лопастями барабана 23 за счет инерции остатки круп ных частиц выбрасываются на улавливатель 27, длину площадки 28 которого можно регулировать, средние частицы отбрасьшаются в выход 26, а остатки мелкой фракции просеиваются через сито А1 и попадают на глухое дно 19. С выхода 25 первой ступени 17 и улавливателя: крупной фракции 27 по трубопроводу 31 древесные частицы попадают в бункер 6 крупной фракции, с выхода 26 второй ступени древесные частицы трубопроводом 32 попадают в бункер 7 средней фракции, а с глухого дн а 19 каждой ступени древесные частицы трубопроводом 33 подают в бункер 8 мелкой фракции. Пьшь, которая имеет очень малую массу частиц и осаждается на сетках 39 и 41 у самых входов 20 и 29, постоянно отсасывают в трубопровод 30 и уводят из технологического потока- на сжигание.
Из бункеров 6,7 и 8 стружку подают в смесители 9, а осмоленную стружку с помощью формирующих машин 11 формируют в ковер, который прессуют в горячем прессе 12, обрезают по периметру на форматно-обрезном станке
13,шлифуют йа шлифовальном станке
14,сортируют на участке 15 и скла- дируют на участке. 16. Цикл повто-. ряют.
0 5
0
5
0
5
Таким образом, предлагаемое уст- ройство позволяет повысить качестве плит за счет улучшения сортировки :древесных частиц. Формула изобретения
Линия изготовления древесно-стру- жечных плит, включающая узлы подготовки древесного сырья, изготовления стружки, бункер с подающим шнеком и приводом, ситовую двуступенча- тую сортировку с приемнь1МЙ устройствами, рабочими сетками и трубопроводами для отвода пыли мелкой, сред, ней и крупной фракций, смеситель, главный конвейер с формирукяцими машинами, пресс, узлы обрезки плит по формату, шлифования, сортировки плит и складирования, отличаю щ а я с я тем, что, с целью повышения качества плит за счет улучшения сортировки древесных частиц, каждая ступень сортировки имеет глухое дно приемные устройства вьтопнены в видв барабанов с лопастями, между выхода- ми первой и второй ступеней уста- . новлен улавливатель крупной фракции в виде регулируемой по длине рори- зонтальной площадки, причем входы первой и второй ступеней соединены между собой трубопровс дом для отвода пыли, выход первой ступени и улавливатель крупной фракции - с трубопроводом крупной фракции, выход второй ступени - с трубопроводом средней фракции, а глухое дно каждой ступени - с трубопроводом мелкой фракции.
фиъ.З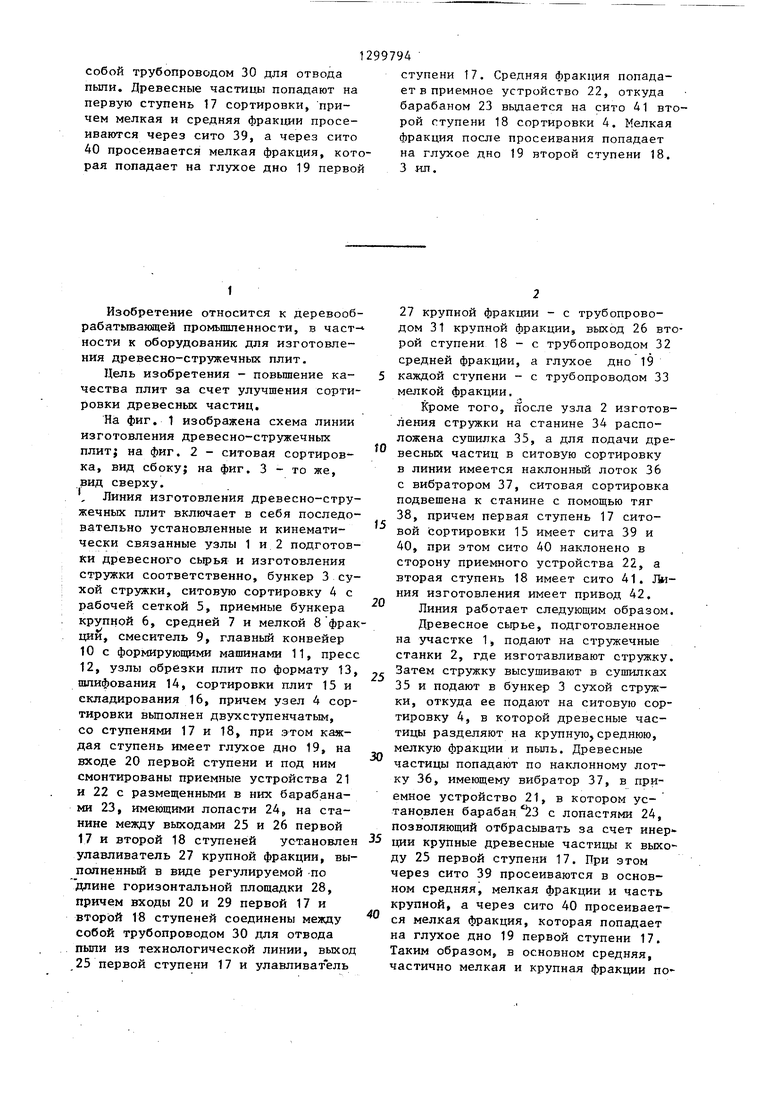
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия подготовки стружки в производстве древесно-стружечных плит | 1985 |
|
SU1253807A1 |
| Линия изготовления биостойких древесностружечных плит | 1987 |
|
SU1423389A1 |
| ТРАНСПОРТНАЯ СИСТЕМА СОРТИРОВКИ СТРУЖКИ В ПРОИЗВОДСТВЕ ДРЕВЕСНОСТРУЖЕЧНЫХ ПЛИТ | 2013 |
|
RU2600130C2 |
| Линия подготовки древесных частиц в производстве древесно-стружечных плит | 1986 |
|
SU1331642A1 |
| Устройство для сортировки древесных частиц | 1979 |
|
SU784946A1 |
| Линия изготовления плитных материалов | 1986 |
|
SU1423388A1 |
| Устройство для сортировки древесных частиц | 1978 |
|
SU695726A1 |
| Линия изготовления древесных частиц | 1985 |
|
SU1328201A1 |
| Линия изготовления древесно-стружечных плит | 1985 |
|
SU1281419A1 |
| Линия формирования ковра | 1985 |
|
SU1296416A1 |
Изобретение относится к деревообрабатывающей промьгатенности, в частности к оборудованию для производства древесно-стружечных плит. Цель изобретения - повышение качества плит за счет улучшения сортировки древесных частиц. В линии ступени 17 и 18 сортировки имеют глухое дно 19, приемные устройства 21 и 22 выполнены с барабанами 23, имеющими лопасти 24, между выходами 25 и 26 первой 17 и второй 18 ступеней установлен улавливатель крупной фракции 27, причем входы 20 и 29 первой 17 и второй 18 ступеней соединены между /Г § (Л 3S (t/t.2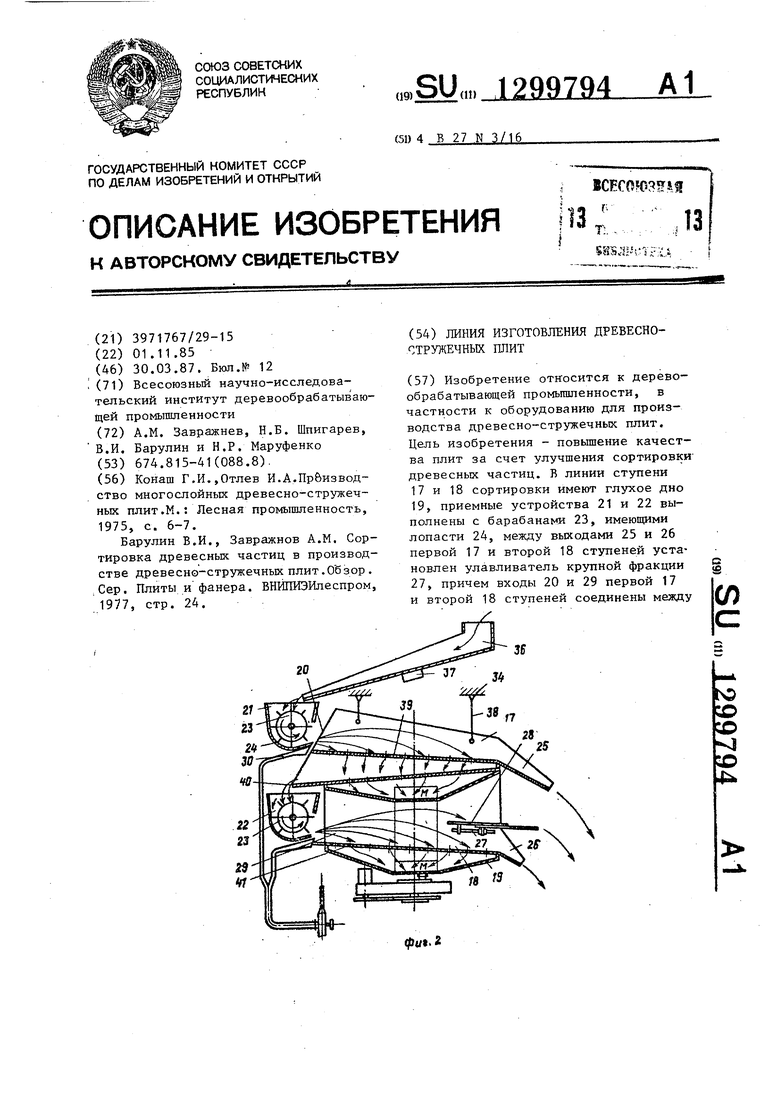
| Конаш Г,И.,Отлев И.А.Пр&извод- ство многослойных древесно-стружеч- ньк плит.К.: Лесная промышленность, 1975, с | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Барулин В.И., Завражнов A.M | |||
| Сортировка древесных частиц в производстве древесно-стружечнык плит.О бзор | |||
| ,Сер | |||
| Плиты и фанера | |||
| ВНИПГОИлеспром, 1977, стр | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |
