/
/7
СО
О
to
О)
1
межпазовыми упругими накладками 18. Древесные частицы направляют в узел . сепарации 4, где они попадают вначале между вращающимися навстречу друг другу перфорированным барабаном 5 и цилиндрическим прижимом 11, а затем - в неподвижную воздушную среду. В зависимости от массы частицы летят по разным параболам. Качество разделения частиц регулируют направляющим экраном 29. При захвате порции частиц вращающимся перфорированным барабаном 5 ограничительные пластины 13
входят в фиксирующие пазы 12, что позволяет поджать сортируемый материал упругими накладками 18, что способствует большему усилию броска и предотвращает разброс частиц в сторону от пе зфорированного барабана 5. Пылевидные фракции попадают с воздушным потоком внутрь барабана 5, а затем уносятся из потока. Игольчатые частицы, застрявшие в отверстиях перфорированного барабана, перерезаются очистительными ножами 15 и удаляются-. 1 з.п. ф-лы. 3 ил.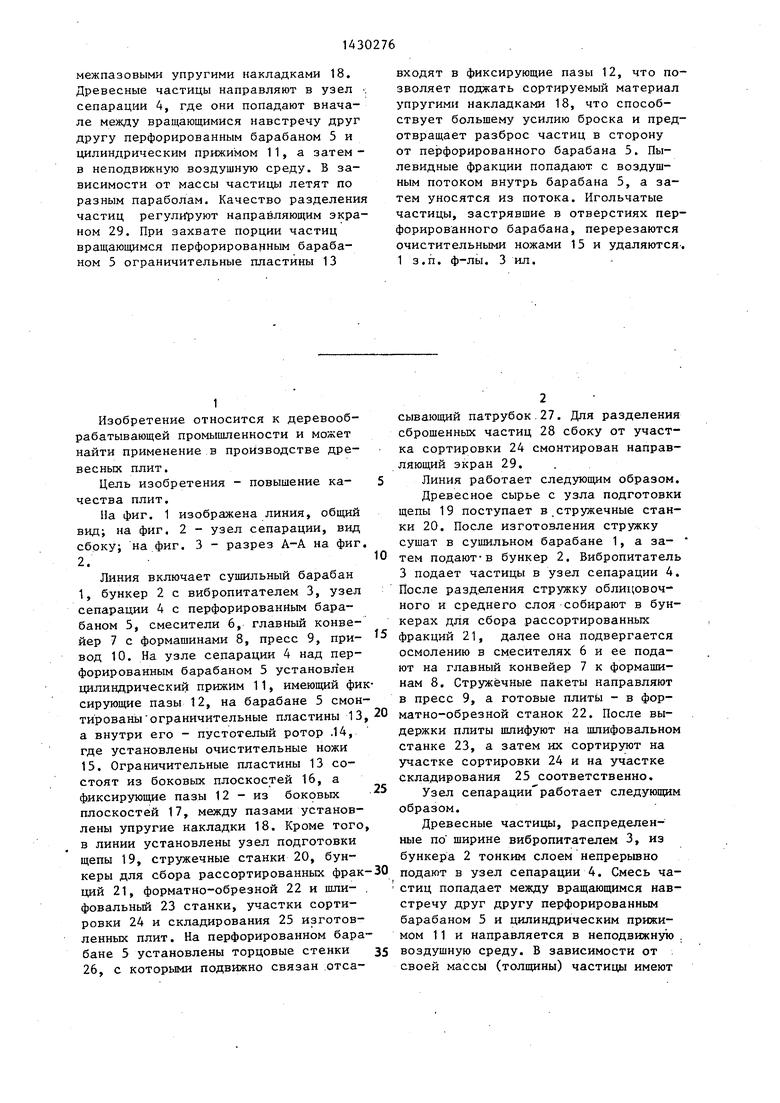
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия изготовления древесно-стружечных плит | 1985 |
|
SU1281419A1 |
| Линия изготовления плитных материалов | 1986 |
|
SU1423388A1 |
| Линия формирования ковра | 1985 |
|
SU1296416A1 |
| Линия изготовления многослойных древесностружечных плит из лесосечных отходов | 1987 |
|
SU1502308A1 |
| Линия изготовления древесных частиц | 1985 |
|
SU1328201A1 |
| Линия изготовления древесностружечных плит | 1985 |
|
SU1299794A1 |
| Линия подготовки стружки в производстве древесно-стружечных плит | 1985 |
|
SU1253807A1 |
| Устройство для сортировки костры | 1986 |
|
SU1419761A1 |
| Устройство для сушки и сепарации стружки в производстве древесно-стружечных плит | 2020 |
|
RU2752897C1 |
| Пневматический классификатор для разделения сыпучих материалов | 1989 |
|
SU1731296A1 |
Изобретение относится к деревообрабатывающей промышленности, в частности к производству древесных плит. Цель изобретения - повышение качества плит. Узел сепарации 4 линии вьтолнен с перфорированным барабаном 5 и снабжен размещенным над ним цилиндрическим прижимом 11 с ра- дйально расположенными вдоль образующей перфорированного барабана 5 фиксирующими пазами 12. Перфорированный барабан 5 выполнен с закрепленными на его рабочей поверхности вдоль образующей ограничительными пластинами 13 и смонтированными внутри перфорированного барабана 5 пустотелым ротором 14. Боковые плоскости 16 ограничительных пластин 13 соответственно взаимодействуют с боковьми плоскостями 17 фиксирующих пазов 12. Цилиндрический прижим 11 выполнен.с (Л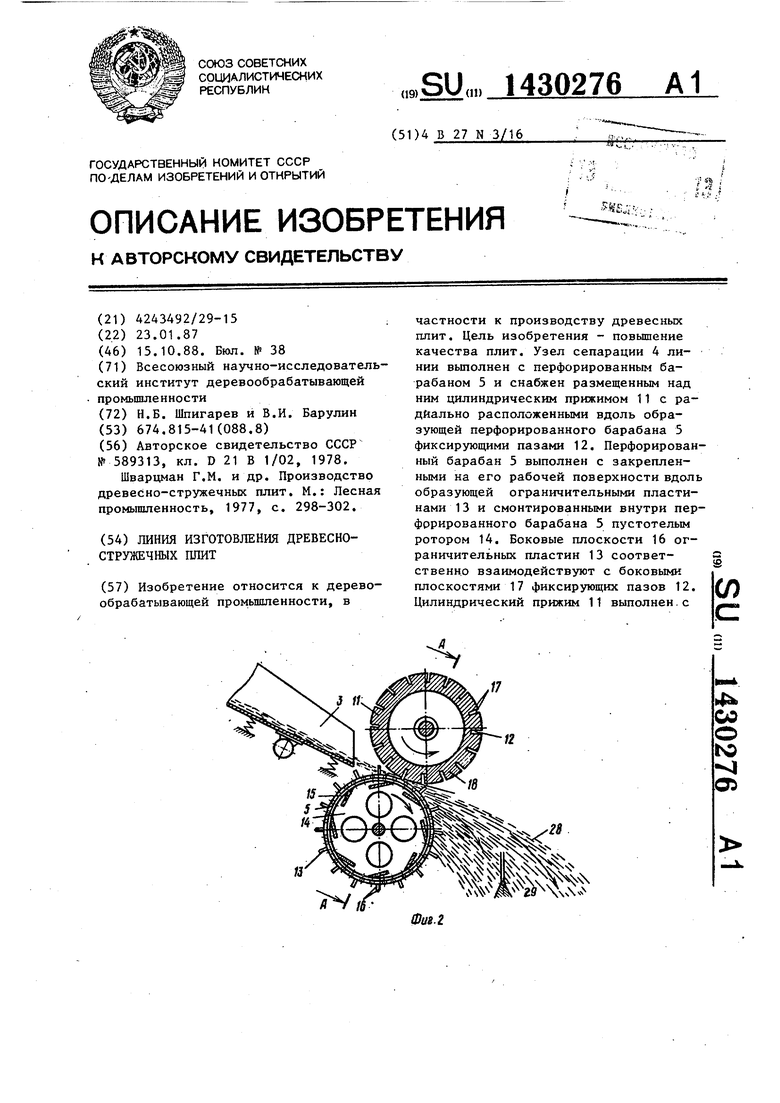
1
Изобретение относится к деревообрабатывающей промышленности и может найти применение в производстве древесных плит.
Цель изобретения - повышение ка- чества плит.
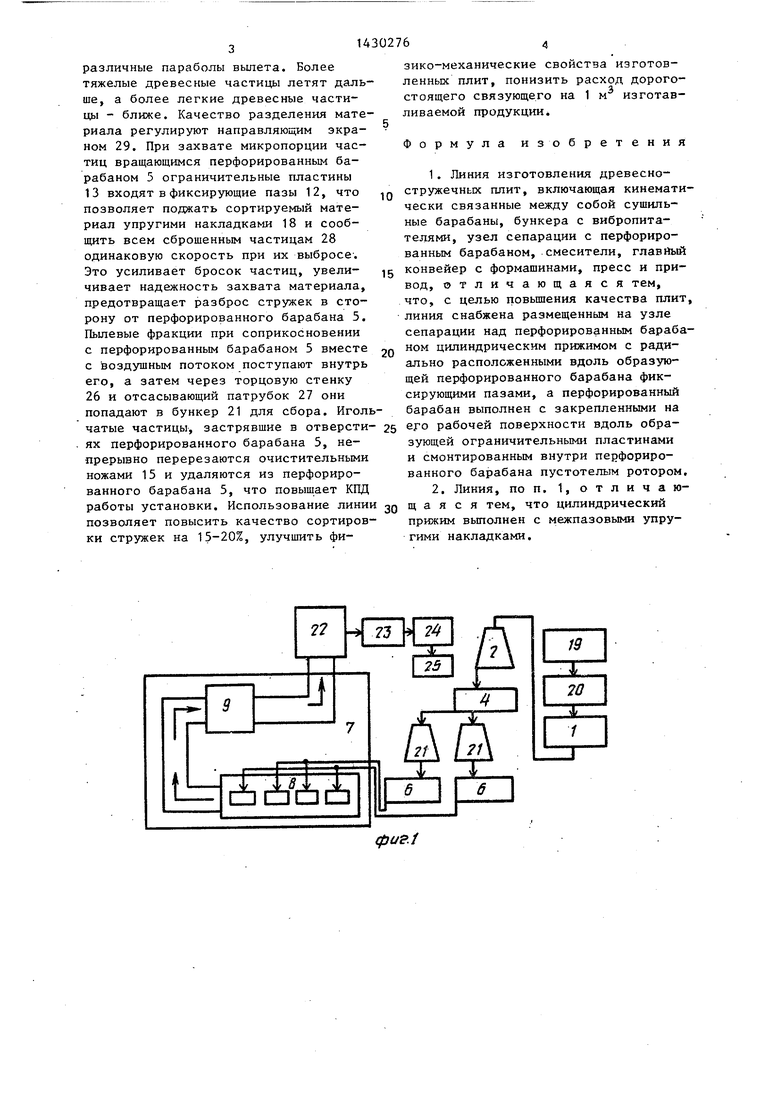
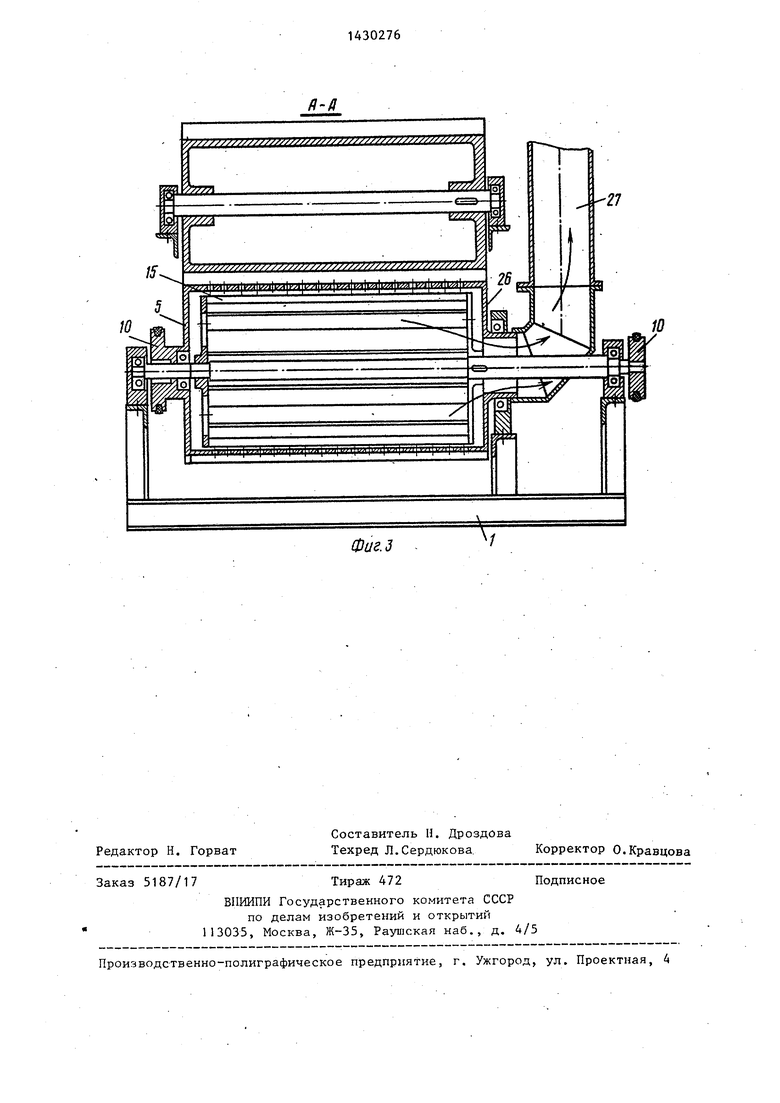
Па фиг. 1 изображена линия, общий вид; на фиг, 2 - узел сепарации, вид сбоку; на фиг. 3 - разрез А-А на фиг, 2.
Линия включает сушильный барабан 1, бункер 2 с вибропитателем 3, узел сепарации 4 с перфорированным барабаном 5, смесители 6, главный конвейер 7 с формашинами 8, пресс 9, при- вод 10. На узле сепарации 4 над перфорированным барабаном 5 установл ен цилиндрический прижим 11, имеющий фиксирующие пазы 12, на барабане 5 смонтированы ограничительные пластины 13, а внутри его - пустотелый ротор .14, где установлены очистительные ножи 15. Ограничительные пластины 13 состоят из боковых плоскостей 16, а
фиксирующие пазы 12 - из боковых
плоскостей 17, между пазами установлены упругие накладки 18. Кроме того, в линии установлены узел подготовки щепы 19, стружечные станки 20, бункеры для сбора рассортированных фракций 21, форматно-обрезной 22 и шли- . фовальный 23 станки, участки сортировки 24 и складирования 25 изготовленных плит. На перфорированном барабане 5 установлены торцовые стенки 26, с которыми подвижно связан отсасывающий патрубок.27. Для разделения сброшенных частиц 28 сбоку от участка сортировки 24 смонтирован направляющий экран 29.
Линия работает следующим образом.
Древесное сырье с узла подготовки щепы 19 поступает в.стружечные станки 20. После изготовления стружку сушат в сушильном барабане 1, а за- тем подают-в бункер 2, Вибропитатель 3 подает частицы в узел сепарации 4. После разд.еления стружку облицовочного и среднего слоя собирают в бункерах для сбора рассортированных фракций 21, далее она подвергается осмолению в смесителях 6 и ее подают на главный конвейер 7 к формаши- нам 8. Стружечные пакеты направляют в пресс 9, а готовые плиты - в форматно-обрезной станок 22. После выдержки плиты шлифуют на шлифовальном станке 23, а затем их сортируют на участке сортировки 24 и на участке складирования 25 соответственно.
Узел сепарации работает следующим образом.
Древесные частицы, распределенные по ширине вибропитателем 3, из бункера 2 тонким слоем непрерьтно подают в узел сепарации 4. Смесь частиц попадает между вращающимся навстречу друг другу перфорированным барабаном 5 и цилиндрическим прижимом 11 и направляется в неподвижную воздушную среду. В зависимости от . своей массы (толщины) частицы имеют
различные параболы вылета. Более тяжелые древесные частицы летят даль- а более легкие древесные частизико-механические св ленных плит, понизит стоящего связующего
10
ше,
цы - ближе. Качество разделения мате- ливаемой продукции, риала регулируют направляющим экра- ном 29. При захвате микропорции частиц вращающимся перфорированным барабаном 5 ограничительные пластины 13 входят в фиксирующие пазы 12, что позволяет поджать сортируемый материал упругими накладками 18 и сообщить всем сброшенным частицам 28 одинаковую скорость при их выбросе. Это усиливает бросок частиц, увеличивает надежность захвата материала, предотвращает разброс стружек в сторону от перфорированного барабана 5. Пылевые фракции при соприкосновении с перфорированным барабаном 5 вместе с воздушным потоком поступают внутрь его, а затем через торцовую стенку 26 и отсасывающий патрубок 27 они
Формула изо
20
попадают в бункер 21 для сбора. Игольчатые частицы, застрявшие в отверсти- рабочей поверхности вдоль обра- ях перфорированного барабана 5, не-зующей ограничительными пластинами прерывно перерезаются очистительнымии смонтированным внутри перфориро- ножами 15 и удаляются из перфориро-ванного барабана пустотелым ротором.
ванного барабана 5, что повышает КПД работы установки. Использование линии позволяет повысить качество сортировки стружек на 15-20%, улучшить фиtbr i i- i ,5
зико-механические свойства изготовленных плит, понизить расход дорогостоящего связующего на 1 м изготав
ливаемой продукции,
Формула изобретения
го рабочей поверхности вдоль обра- зующей ограничительными пластинами и смонтированным внутри перфориро- ванного барабана пустотелым ротором.
19
70
fZJ -IJ
фиг/
;
Х///////////У//////Х/ОУ /уУ УХ/У//У/ УХ//ХХ//У//Х/уУх /Х/
(((лтщгп У(М(/1Ш1
(
Фиг.З
1
| Способ разделения частиц технологической щепы и отходов и устройство для его осуществления | 1975 |
|
SU589313A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Шварцман Г.М | |||
| и др | |||
| Производство древесно-стружечных плит | |||
| М.: Лесная промышленность, 1977, с | |||
| РАССЕИВАЮЩИЙ ТОПЛИВО МЕХАНИЗМ | 1920 |
|
SU298A1 |
