Vl.iBtvTiibi станки для одиосторонисчо 1ил11фоваи11я к.аиавок сверл дисковым кругом, в которых сверло совершает движение по спирали относительно илифовалького круга.
Ие.тыо описываемого изобретения яв.тяется повышение ироиз13одительиоети станка п осугиествлепие его тюлнои а15Т()матизации путем обееиечення CKBoafroro прохода сверл между двумя полировальными крута п гг правильной их орлентации 1ГО канавкам is полирования, а также путем ооесиеченпя автоматнчеекого контро.чя л; подачей еве()л на рабочую п( п пх орпентаUifeii,
Указанная иель достигается:
а) выпо.тне1П1ем обеих нолирова.тьИЫХ НГПННДеЛЬНЫХ ГОЛС)ВОК ОДНОlipeMeHHO noiiopoTin iMii относ1ггель110 горизонта, Пзных осей, расположенных 1 п,1оскостях, параллельных tc(Mioi и.тоскости сверла. иос)едство.м обш.его рычажно-шарыприого механизма, управ.1яемо1Ч) от распределительного вала станка; б) снабжением станка направляюще втулKnii для прохода сверла с двумя
прот1гвоположнп расно.тоженными внхтрн ее подпружиненными шарикa пl, предназначенными для западання в канавки сверла при его осевом дв 1же1пш во вту.тке; в) прпменениелг загрчзочного магазииа с барабанны; ; револьверным пнтате.тем н то.ткателем, управляемьиг ог распределительного вала; г) применением фотоэлемента и воздействуюИ1его иа него источника света, луч которого направлен по каиавке сверла.
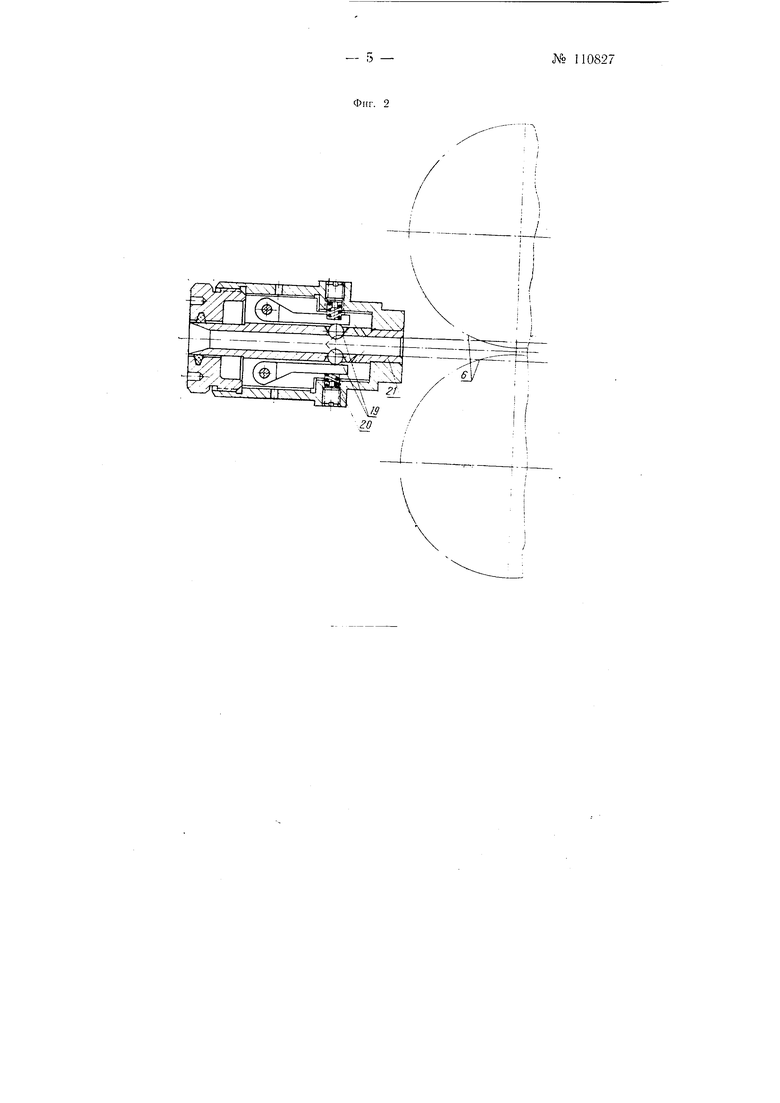
На фпг. 1 представлена кчшематпмес1 ая схема станка; на фиг. 2 - .механизм орнентаани в продольном разрезе.
Станок предпазначеи для полирования канавок } сверл. )ших днаметр от 6 до 12 мм с цилпндриnecKnNT хвостовгпчом (по ГОСТ 887-43) 11 углом подъема сгифа.ти 27 ± 3°. Канавкн поступающих на автомат заготовок, изготовленных -методо.м поперечного проката, должны быть предварите;1ьно прошлифованы.
Заготовка пз магазина / (фиг. 1) западает в паз вра1И,атоп1егося барабина 2, из KOioporo иыкатьи астся ма npii3M 3. Затем заготовка подастся толкателем 4 хвостовиком вперед че)ез механлзм ориентации Л, обеспечкваюпшн уетановк канавок против абразивных кругов 6 (фиг. 2): 1осле с).едеппя круго .io под де ii ст в и е м i cj л к а те.т я п р о до-л ж а ет движение вперед, прн этом пронеходит полпрова1П1е канавок. Толкатель имеет угубления.на конце, еоответCTByiOHUie канавкам сверла, что обеенечпвает возможность полирования .ао конца спирали. После окончания обработки, сверло выта,мк1изается Г1ое:1еду1ои1,ен 3aiOTOi Koii i; подста1 лем11ук) тару.
1о,тир01;альиые круги установ.те1П51 на двух И1пинде.1ях -- верхием 7 ii нижнем Л , смонтированных i5 камаю1ИИХСЯ корнусах. Каждый шг1ниде.1ь приводится от электродвигателя через две клиноременные передачи.
Р ас11редел1ггельиый вал 9 нриводигся от Атектродвигатсля W через клиноременную передачу со стуиеичатыми иживами П, червячную передачу У2 и две пары зубчаты ; ко.тес 13, работающих поочередно, обеспечивая вращение распределительного вала в течение цикла с двумя различнымн скоростями для рабочей подачн и для ускоренного хода. Переключение скоростей производится одиооборотио муфтой 14, устаиов,1екной на расиределительном валу. I роскальзывание зубчатого колеса медленной передачи отноентелыю распределите.чьиого вала при вк.пючеиии быстрой передачи обеспечивается муфтой обгона Ул.
При проходе под кругами хвостовика сверла шниндели, установ.)енпые в поворотных корпусах, разводятся грузол 16 через системы рычаIOB 77. Обратный гюдъе.м груза производится электромагнитом 18.
Уго.т между полiipoiia.ibHbiMH кругами, и осью заготовки регулируется в пределах от 24 до 30°. Нижний круг прижимается к поверхности полируемой канавкп пружьпюй, верхний- силой веса шпипделя.. .
Контрольное устройство предназначено для проверки наличия сверла кругами п правпльпоетп его
ориентации. В случае отсутствия сверла, попадания неправнльной заIOTOBKH неправильной орнентап,нн сверла контрольное устройстс.о дает команду на задержку евод.ч кругов н ,тюче1И1е стайка. ДатчаivOM контрольного устройства служит фотоэ.лемент. Луч, иадаюпип па фотоэлемент, направлен вдоль ка1гавки сверла. При проверке наличия сверла фотоэлемент работает на .зате.мнение. Луч должен быть перекрыт хвостовиком сверла. При проверке правильности ориеитании лучдолжен проходить но канавке сверла. При этом фотоэлемент работает на освещенне. Источником света служит специальный осветитель.
Механизм ориентации сверл, выполненный в пяти типо-размерах для сверл раз.тпчных диаметров, включен в соогветствуюп ие наладки. Ориентация сверла производится итариками 19, прижимаемыми к сверлу п|)ужинамн 20, расположенными в направляюптей втулке 21 (фиг. 2). При движении сверла через механизм гиарики запада1от в канавки сверла и при дальнейшем его движенпи к полировальным кругам остаются в канавках. Сверло при этом поворачивается относительно своей оси. К моменту свода полироlia.Tbiibtx Kpyi-o; сверло подводится началом сппрали к полировальпым кругам, канавк г сверла располагаются против полировальных кругов. После ввода кругов в канавки еверло выходит из шарнков механизма ориентации и во вре.мя полпровкп самоуста на в.л и (дается по полировальным кругам.
Предмет и з о б р е т е н и я
1. Станок для шлифования и полирования канавок спиральных сверл, с двумя пгпнндельны.ми головками с дисковыми полировальным; кругами, расно.ложенны.ми с противоположных сторои обрабатываемого сверла, снабженный кулачковым распределительным валом, о т. и ч а ю п.. и и с я тем, что, с целью повышения производительности станка п осун1;естБлення его полной автоматнзапин путем обеспечения сквозного прохода сверл между полировальными кругами, обе полировальные шпиндельные головки выполнены одновременно поворотными относительно горизонтальных осей, расположенных в плоскостях, параллельных осевой плоскости сверла, посредством общего рычажно-шарнирного механизма, управляемого от распределительного вала станка.
2. Станок по п. 1, oтличaюИI, и и с я тем, что, с целью обеспечения правнльной ориентации сверла по канавкам относительно кругов при входе в зону полирования, станок снабжен механизмом ориентации для прохода сверла с двумя противоположно расположенными подпружиненными шариками, предназначенными для западания в канавки сверла при его осевом движе- НИИ во втулке.
3.Станок по пп. 1 и 2, о т л и ч ающийся тем, что,, с целью обеспечения непрерывной автоматической работы станка, последний снабжен загрузочным магазином с барабанным револьверным питателем и толкателем, управляемыми от распределительного вала станка.
4.Станок по пп. 1, 2 и 3, отличающийся тем, что, с целью осуществления автоматического контроля за подачей сверл на рабочую позицию и их правильной ориентацией, станок снабжен фотоэлементом и воздействующим на него источником света, луч которого направлен по канавке сверла.