Изобретение относится к сварочному производству и может быть использовано при исследовании и разработке процессов дуговой сварки плавящимся и неплавляющимся электродами в среде защитных газов н сварки погруженной дуг-ой.
Известен способ фотоисследования процесса сварки, заключающийся в том, что образец, на котором нроизводят сварку, помещают между двумя кварцевыми стеклами, а зону дуги наблюдают на просвет |1).
Однако способ исследования процесса сварки не позволяет получать точные количественные зависимости размеров свободной тговерхности сварочной ванны от реального режима сварки, так как тепловые процессы, сопровождающие сварку на одном и том же режиме сварки образца и изделия, различны.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому изобретению является способ определения формы свободной поверхности сварочной ванны, при котором сварку образца ведут неплавяп1имся электродом в потоке защитного газа в нижнем положении, дугу отключают мгновенно, а форму свободной поверхности сварочной ванны определяют визуально по макрон лифам продольного сечения сварного шва {2.
Однако при определении формы свободной поверхности сварочной ванны по известному способу форма кратера, образуюгцегося в результате кристаллизации жидкого металла сварочной ванны, искажена вследствие стекания жидкого металла со стенок кратера в процессе кристаллизации сварочной ван,ны. Известный способ не позволяет определить действительные размеры свободной поверхности сварочной ванны, существуюп ей в процессе сварки и изменяющейся в зависимости от параметров режима.
Для выбора оптимального режи.ма сварки необходимо выполнять большое количество трудоемких экспериментов (разрезка образцов, либо проведение рентгеновского контроля сварных щвов).
Целью изобретения является сокращение трудоемкости экспериментальных исследований путем пoвыnJeния точности определения формы и размеров свободной поверхности сварочной ванньг
Иоставленная цель дости1ается тем, что согласно способу определения формы свободной поверхности сварочной ванны, при котором сварку ведут электродом в тютоке защитногО газа в нижнем положении, дугу отключают мгновенно, а форму свободной поверхности сварочной ванны определяют визуально, в момент отключения дуги концентрично электроду подают дополнительный цилиндрический поток защитного газа с диаметром, ранным
, 0,075
(
а
где а - диаметр дополнительного потока
за1цитного газа, м;
0,075-эмнирический коэффициент, « - коэффициент сосредоточенности газсдинамического давления сварочной дуги, см,
и скоростью истечения дополнительного потока защитного газа, равной
0
Р
сила тока сварочрюй дуги. А;
где I Яплотность газа донолрштельного потока,
к - коэффициент пропорциональности силы давления сварочной дуги,
5 Н/А2.
При
параметрах дополнительного нотоопределяемых по выражениям (I) газа.
к а и (2), его силовое воздействие идентично силовому воздействию столба дуги.
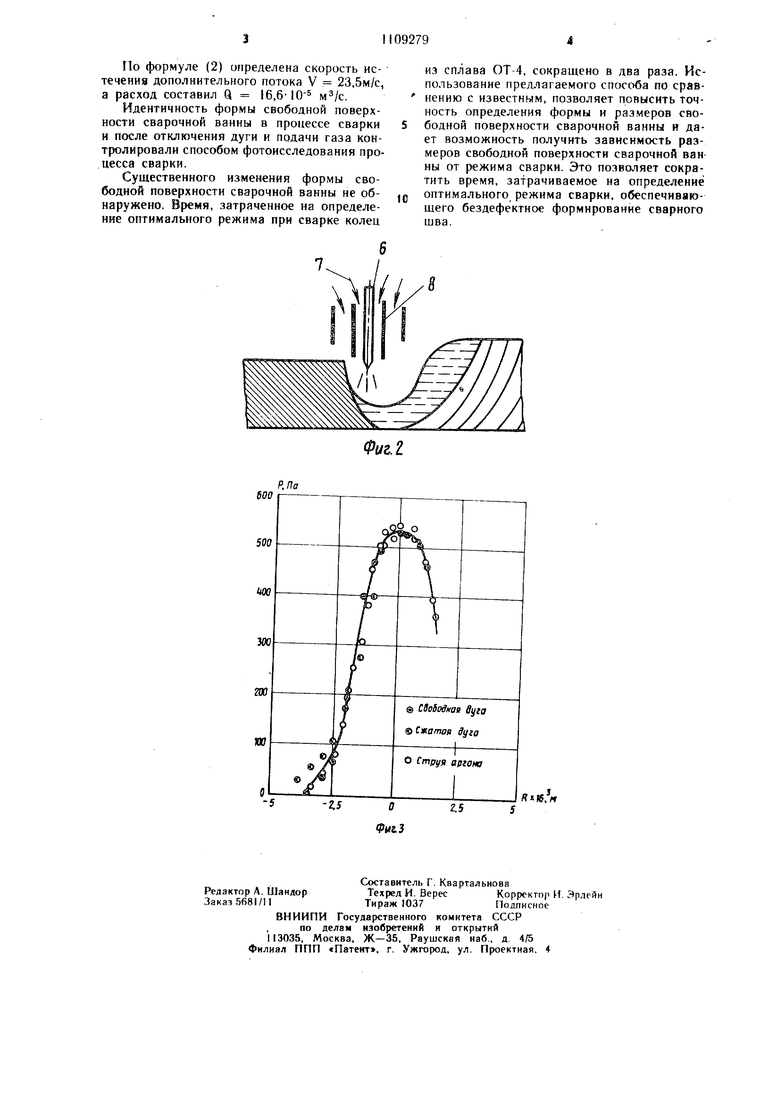
На фиг. 1 и 2 изображена схема подачи
0 газа в сварочную ванну; на фиг. 3 -- кривые распределения давления свободной дуги, сжатой дуги и струи защитного газа.
Сварочная дуга 1 оплавляет изделие 2, образуя сварочную ванну 3, которая, кристаллизуясь, образует сварной шов 4. В процессе сварки для защиты л идкого металла сварочной ванны от воздействия атмосферы подают защитный газ 5. В момент отключения дуги I в ванну 3 концентрично электроду б сварочной горелки 6 подают дополнительный цилиндрический поток 7 защитного газа, который фор.мируется специальным соплом 8. Дополнительный поток 7 защитного газа своим давлением поддерживает стенки кратера сварочной ванны в том положении, в котором они находились в процессе сварки, при этом металл на стенках кратера сварочной ванны кристаллизуется, т. е. фиксируется свободная поверхность сварочной ванны.
Способ осуществляют следующим образом.
Проводится определение свободной поверхности сварочной ванны при сварке сжатой дугой титанового сплава ОТ-4.
Режим сварки: 1. 60 А, расстояние от сопла плазмотрона до образца составляет 2,0-10 м, диаметр равен 3,0-10- м, расход плазмообразующего газа - 5,66 X, X 10 , сила давления дуги составляет Р 7,0-10 Н, соответствующий коэффициент пропорциональности К 1,94 X X 10 И/А2, а коэффициент сосредоточенности газодинамического давления дуги Л 25 см-2.
По формуле (1) определен диаметр сопла, через которое дополнительный поток газа в ванну, d 3,0-10 м. Поэтому в качестве сопла, формирующего дополните.льиый цилиндрический поток газа, используется сопло п,тазмотрг)на cвaf)oчнoй горелки.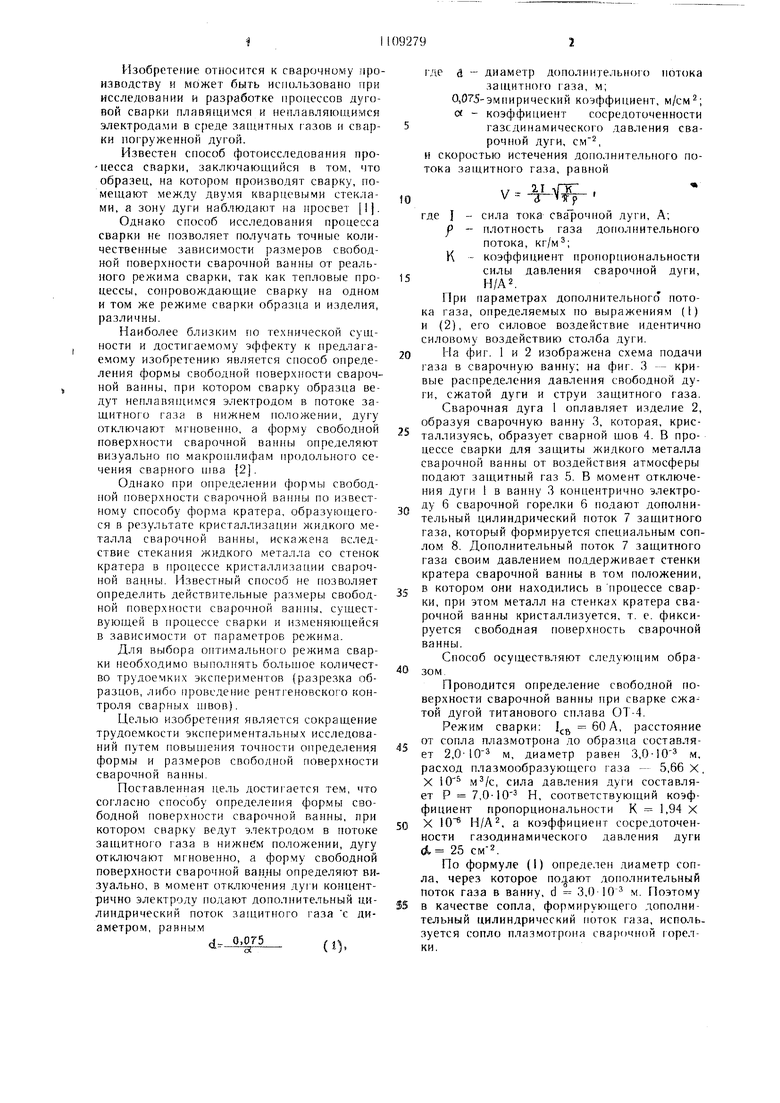
| название | год | авторы | номер документа |
|---|---|---|---|
| НЕПЛАВЯЩИЙСЯ ЭЛЕКТРОД ДЛЯ ДУГОВОЙ СВАРКИ | 2003 |
|
RU2232072C1 |
| Способ сварки сжатой дугой | 1978 |
|
SU806311A1 |
| Способ плазменной сварки и плазменная горелка для его осуществления | 1989 |
|
SU1703328A1 |
| ГОРЕЛКА ДЛЯ СВАРКИ НЕПЛАВЯЩИМСЯ ПОГРУЖЕННЫМ ЭЛЕКТРОДОМ | 2006 |
|
RU2316695C1 |
| Способ дуговой точечной сварки | 1990 |
|
SU1729712A1 |
| Способ дуговой сварки плавлением | 1981 |
|
SU946845A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| ГОРЕЛКА ДЛЯ ТОЧЕЧНОЙ ПЛАЗМЕННОЙ СВАРКИ | 2011 |
|
RU2479394C1 |
| Горелка для дуговой сварки неплавящимся электродом в среде защитного газа | 1976 |
|
SU698735A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |
СПОСОБ ОПРЕДЕЛЕНИЯ ФОРМЫ СВОБОДНОЙ ПОВЕРХНОСТИ СВАРОЧНОЙ ВАННЫ, при котором сварку ведут электродом в потоке защитного газа в нижнем положении, дугу отключают мгновенно, а форму свободной поверхности сварочной ванны определяют визуально, отличающийся тем, что, с целью сокращения трудоемкости экспериментальных исследований путем повыщения точности определения формы и размеров свободной поверхности сварочной ванны, в момент отключения дуги концентрично электроду подают дополнительный цилиндрический поток защитного газа с диаметром, равным (V - 0.07S ш где d - диаметр дополнительного потока защитного газа, м; 0,075-эмпирический коэффициент, - коэффициент сосредоточенности газодинамического давления сварочной дуги, см2, и скоростью истечения доплнительного потока защитного газа, равной V- 21 -J -Т-ЗГрс SS Т - сила тока сварочной дуги. А; где О - плотность газа дополнительного (Л потока, кг/м; К - коэффициент пропорциональности силы давления сварочной дуги, Н/А2.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ фотоисследования процесса сварки | 1975 |
|
SU564115A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Ерохин А | |||
| А | |||
| и др | |||
| Влияние угла заточки вольфрамового катода на образование подрезов и газовых полостей при сварке | |||
| - «Сварочное производство, 1972, № 5, с | |||
| Способ регенерирования сульфо-кислот, употребленных при гидролизе жиров | 1924 |
|
SU2021A1 |
