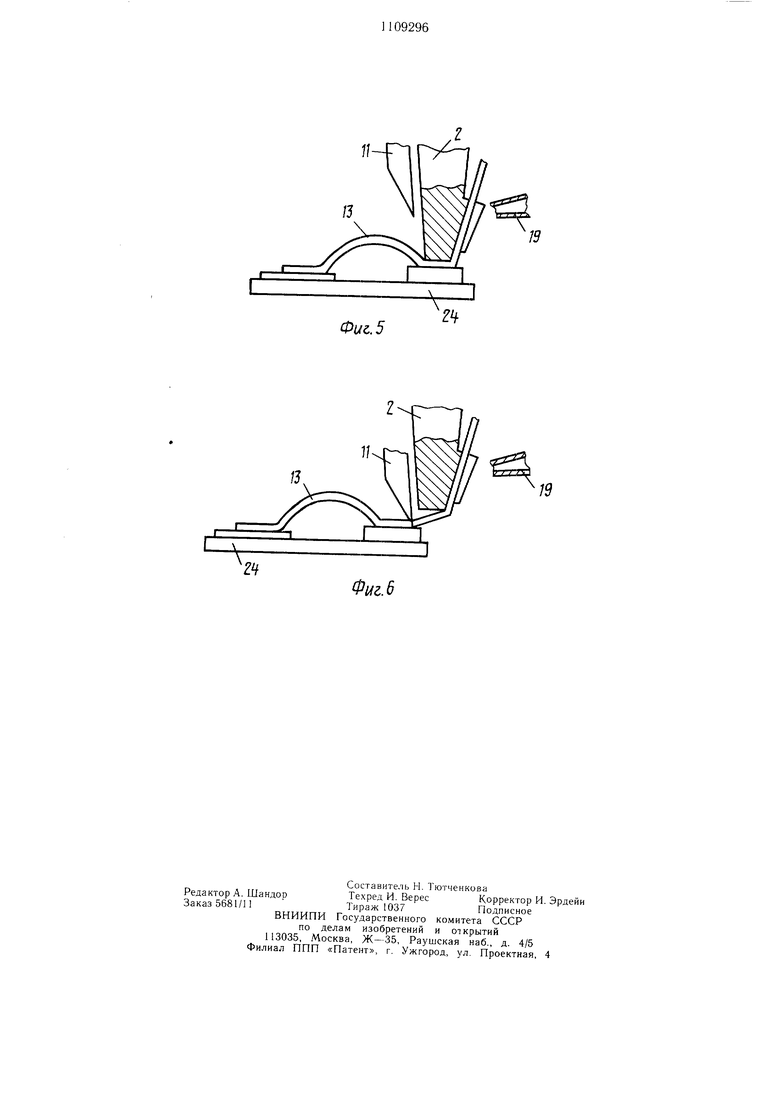
Изобретение относится к производству полупроводниковых приборов и интегральных схем, может быть использовано для монтажа ленточных перемычек при сборке гибридных интегральных схем (ГИС). Существенной особенностью ленточных выводов, не учитываемой в сундествующем оборудовании, является малая изгибная жесткость по сравнению с проволочными выводами равного поперечного сечения. Это затрудняет стабильное получение ленточных перемычек заданного профиля. Известно устройство монтажа неремычек, содержащее сварочную головку, механизм перемещения сварочной головки, механизм зажима проволочки, рабочий стол и манипулятор, в котором формообразование перемычек осуществляется выбором траектории инструмента и момента зажима проводника I. Известно также устройство, содержащее два инструмента с механизмом их перемещения, рабочий стол и механизм гибки проводника, осуществляющий также формирование перемычки, выполненный в виде подводимого под перемычку стержня 2. К недостаткам устройств относятся: невозможность присоединения перемычек в условиях высокой плотности монтажа, в частности, при наличии под формируемой перемычкой других элементов гибридной интегральной схемы; невозможность получения перемычек малой длины и многостяжковых перемычек; неэффективная схема отделения проводника после монтажа перемычки; необходимость поворота изделия при использовании ленточных выводов. Для сборки ГИС в силу отмеченных недостатков данные устройства не применяются. Наиболее близки.м по технической сущности к изобретению является устройство для монтажа ленточных перемычек, содержащее сварочный инструмент, установленный на плече приводного двуплечего рычага, шарнирно закрепленного на корпусе, механизм подачи и отрезки ленточного вывода, механизм фор.мирования перемычки и сопло, соединенное с блоком формирования пневмоимпульса 3. Наиболее существенными недостатками известного устройства являются низкие качество и производительность монтажа ленточных перемычек, наиболее употребительных при сборке ГИС, сечением 15-30 мкм. Целью изобретения является повышение качества и производительности монтажа ленточных перемычек. Поставленная цель достигается тем, что в устройстве для монтажа ленточных перемычек, содержащем сварочный инструмент, установленный на плече приводного двуплечего рычага, шарнирно закрепленного на корпусе, механизм подач}1 и отрезки ленточного вывода, механиз.м формирования перемычки и сопло, соединенное с блоком формирования пневмоимпульса, механизм формирования перемычки выполнен в виде шарнирно закрепленного на корпусе дополнительного двуплечего рычага, на первом плече которого установлено сопло, и двух регулируемых упоров, один из которых закреплен на первом плече дополнительного рычага с возможностью взаимодействия с плечом приводного двуплечего рычага, несущим сварочный инструмент, а другой упор размещен на корпусе с возможностью воздействия на второе плечо дополнительного рычага. На фиг. 1 изображено предлагаемое устройство, общий вид; на фиг. 2-6 - последовательность формирования ленточных перемычек. Устройство содержит сварочную головку 1 (фиг. 1) со сварочным инструментом 2, закрепленным на двуплечем рычаге 3, щарнирно закрепленно.м на корпусе 4, пружину 5 постоянного нагружения, подвижный груз 6 регулирования нагружения, перемещающийся по планке 7, привод 8 и демпфер 9. Кронштейн 10, неподвижно закрепленный на двуплечем рычаге 3 несет механизм 11 подачи и отрезки ленточного вывода, катушку 12 с ленточным выводом 13, направляющую 14 и плоскую пружину 15 с держателем 16. На оси 17 установлен .механизм формирования перемычек, содержащий дополнительный двуплечий рычаг 18, первое плечо которого несет жестко закрепленное сопло 19, соединенное с блоком формирования пневматического импульса 20, и регулируемый винтовой упор 21, взаи.модействующий с плечом приводного двуплечего рычага 3. Второе плечо рычага 18 взаимодействует с регулируемым упором 22, установленны.м на корпусе 4. Подложка ГИС 23 закреплена на рабочем столе 24, пере.мещаемом микроманипулятором 25, установленным на корпусе 4. Устройство работает следующим образом. Подложку ГИС 23 закрепляют на столе 24 и совмещают с помощью микроманипулятора 25 с инструментом 2. После этого с помощью привода 8 и пружины 5 поворачивают рычаг 3 до касания сварочного инструмента 2 с ленточным выводом 13 и с подложкой 23. Усилие нагружения обеспечивают подвижны.м грузом 6, установленным на планке 7, а плавность перемещения - демпферо.м 9. После нагружения подают сварочный импульс, производят первую сварку вывода 13 (фиг. 2). После присоединения вывода 13 в первой сварочной точке поднимают инструмент 2 подложкой ГИС 23. При этом с помощью кронштейна 10 воздействуют на винтовой упор 21 и дополнительный рычаг 18, и поднимают над подложкой 23 сопло 19, которое зани.мает относительно инструмента 2 положение, .изображенное
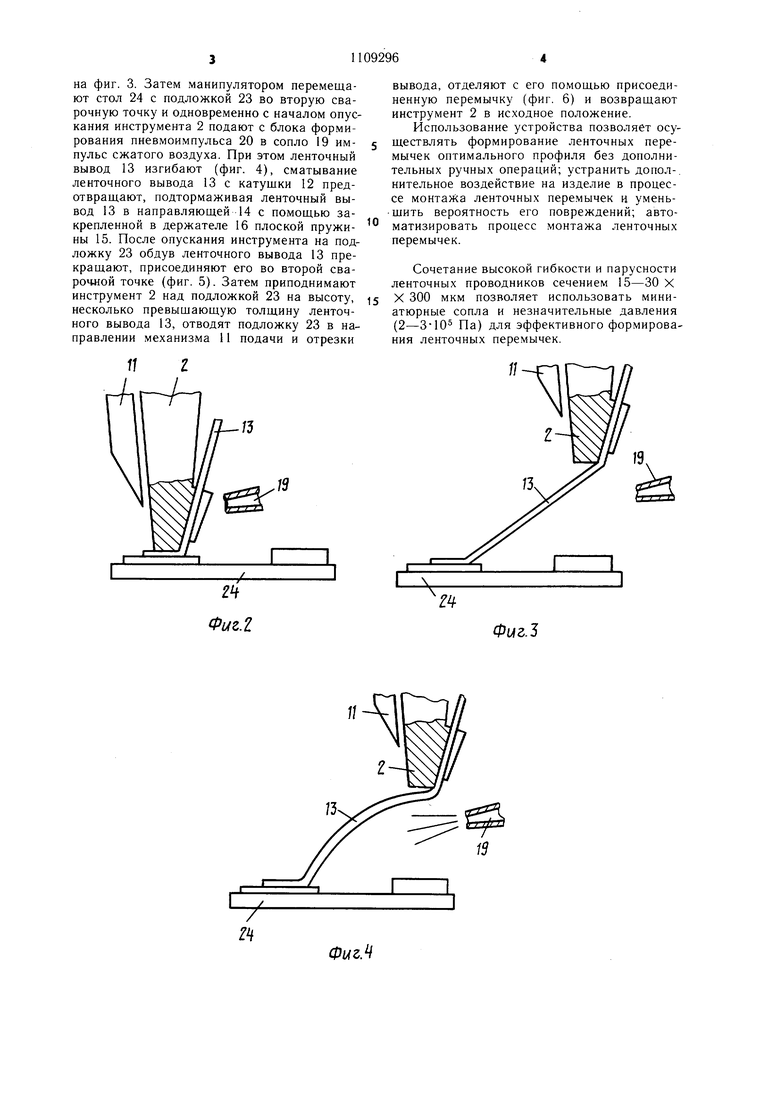
на фиг. 3. Затем манипулятором перемещают стол 24 с подложкой 23 во вторую сварочную точку и одновременно с началом опускания инструмента 2 подают с блока формирования пневмоимпульса 20 в сопло 19 импульс сжатого воздуха. При этом ленточный вывод 13 изгибают (фиг. 4), сматывание ленточного вывода 13 с катушки 12 предотвращают, подтормаживая ленточный вывод 13 в направляющей 14 с помощью закрепленной в держателе 16 плоской пружины 15. После опускания инструмента на подложку 23 обдув ленточного вывода 13 прекращают, присоединяют его во второй сварочной точке (фиг. 5). Затем приподнимают инструмент 2 над подложкой 23 на высоту, несколько превыщающую толщину ленточного вывода 13, отводят подложку 23 в направлении механизма 11 подачи и отрезки
вывода, отделяют с его помощью присоединенную перемычку (фиг. 6) и возвращают инструмент 2 в исходное положение.
Использование устройства позволяет осуществлять формирование ленточных перемычек оптимального профиля без дополнительных ручных операций; устранить допол-. нительное воздействие на изделие в процессе монтажа ленточных перемычек н умень щить вероятность его повреждений; автоматизировать процесс монтажа ленточных перемычек.
Сочетание высокой гибкости и парусности ленточных проводников сечением 15-30 X X 300 мкм позволяет использовать миниатюрные сопла и незначительные давления (2-ЗЮ Па) для эффективного формирования ленточных перемычек.
ГГ
/5
Фиг-З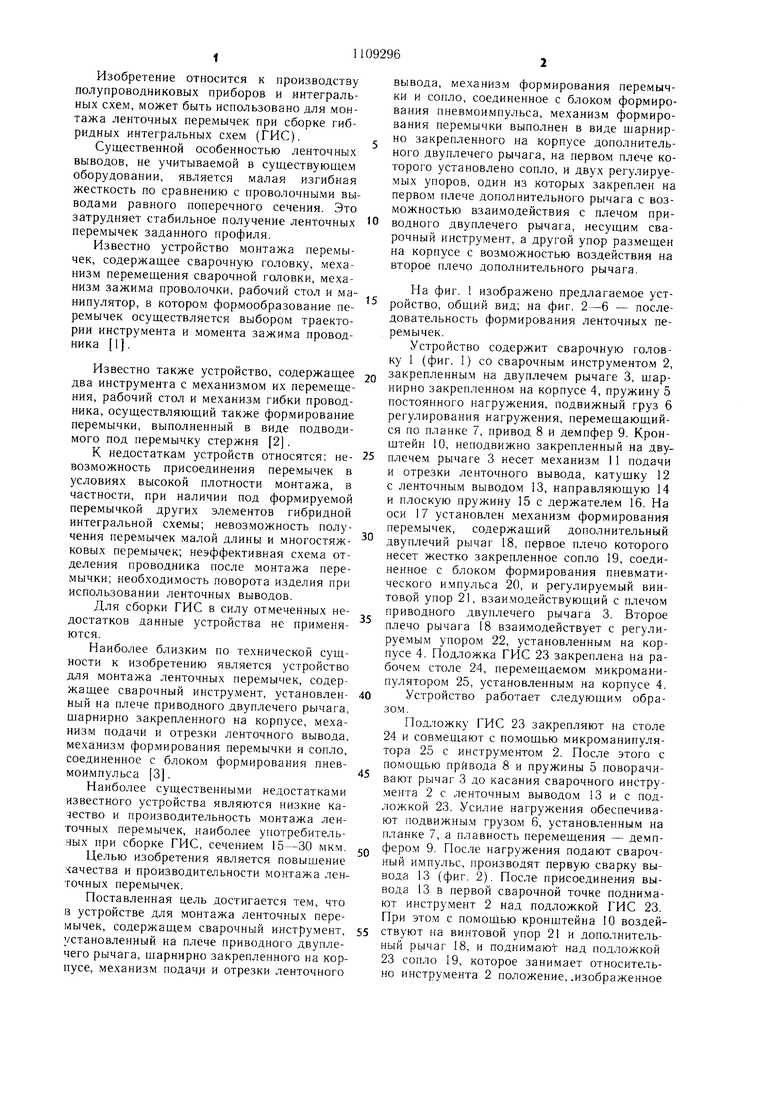
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для микросварки ленточных перемычек | 1982 |
|
SU1017452A1 |
| Автоматическая установка дляпРиСОЕдиНЕНия ВыВОдОВ | 1979 |
|
SU848220A1 |
| Установка для присоединения проволочных выводов методом термокомпрессии | 1976 |
|
SU604056A1 |
| Установка для микросварки проволочных проводников | 2021 |
|
RU2759103C1 |
| Установка для монтажа ленточных перемычек сваркой по торцу плат | 1988 |
|
SU1622108A1 |
| Автоматическая установка для присоединения проволочных выводов внахлестку | 1978 |
|
SU740448A1 |
| СПОСОБ ПРОВОЛОЧНОГО МОНТАЖА ПОЛУПРОВОДНИКОВОГО КРИСТАЛЛА ИНТЕГРАЛЬНОЙ МИКРОСХЕМЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2835230C1 |
| Установка ультразвуковой микросварки | 2020 |
|
RU2742635C1 |
| Устройство для микросварки | 1984 |
|
SU1164024A2 |
| Устройство для монтажа ленточных перемычек по торцу платы | 1987 |
|
SU1505726A1 |
УСТРОЙСТВО ДЛЯ МОНТАЖА ЛЕНТОЧНЫХ ПЕРЕМЫЧЕК, содержащее сварочный инструмент, установленный на плече приводного двуплечего рычага, шарнирно закрепленного на корпусе, механизм подачи и отрезки ленточного вывода, ме.ханизм формирования перемычки и сопло, соединенное с блоком формирования пневмоимпульса, отличающееся тем, что, с целью повышения качества и производительности монтажа ленточных перемычек, механизм формирования перемычки выполнен в виде шарнирно закрепленного на корпусе дополнительного двуплечего рычага, на первом плече которого установлено сопло, и двух регулируемых упоров, один из которых закреплен на первом плече дополнительного рычага с возможностью взаимодействия с плечом приводного двуплечего рычага, несущим сварочный инструмент, а другой упор размещен на корпусе с возможностью воздействия на второе плечо дополнительного . (Л со to со 05
Фмг.
/5
Фиг.. 5
%г.б
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 4068371, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
