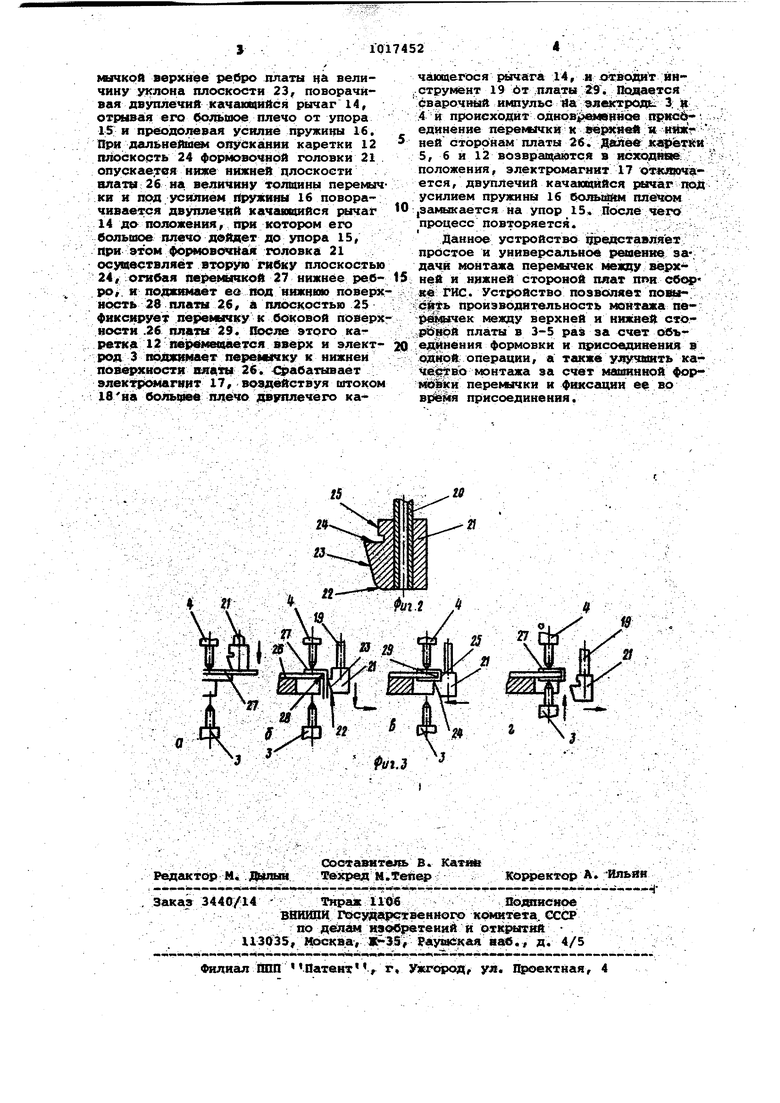
Изобретение относится к проиэводстру полупроводниковых приборов и интегральных схем и может быть ис пользовано для монтажа перемычек при сборке гибридных интегральных схем. ....; - Известны устройства для присоеди нения плоских и круглых проводников тонким планкам односторонней контактной сваркой. Эти устройства содержат сварочные электроды, механиз мы нагружения сварочных электродов, манипулятор, рабочий столик, станин и предназначены для однесторонней контактной сварки сдвоенным электродом t Недостатком данных устройств является то, что в НИХ отсутствует ме ханизм формовки проводников, что не позволяет производить монтаж перемы чек одновременно с двух сторон плит Наиеолее близким «техническим рещ : нйём к изобретению является устройс .во длямикросварки ленточных перемы чек, содержшцие предметный и рабо-. чйй столики, сварочные электроды, механизм нагружейия сварочных электродов и механизм формирования пере : мычек . Однако известное устройство не обеспечивает образование перемычки между верхом и низом платы с последу оодим одновременньм присоединением к. верх ней и нижн ей с торс нам платы. Целью изобретения является повышение производительности и качества /сварки-.: . :, . - . Прставленная цель достигается там что в устройстве, содержащем предметный и рабочий столики, сварочные электроды, механизм нагружения сварочных ; лектродов и механизм формирования пёpe влчeк механизм формировам ия выполнен в виде к аретки вертикальньрс перемещений с установленными на ней кронштейном, качакадймся рычагом 3 малым и большим плечами и приводом и инструкюнта ва куумного захвата с жестко закре)Е1ленной на ней формовочной головкой, при чем привод кйн€ матически связан с ;большн плечом качёирадегося рычага, ;на малом плече которого закреплен инструмент вакуумного захвата. При этом форл4Овочная головка шаполнена с з ахрдным {радиусом,. сопряженным с. наклонной плоскостью и двум мя плоскостями, параллельными оси формовочной головки и расположенными от нее на разщьах расстояниях. На фиг. I представлено устройство общий вид; на фиг. 2 - - инструмент захвата -и формирования перемычек; на фиг. 3 - стадии формирования и приварки перемычки на обе стороны платы. Устройство содержит предметный 1 и рабочий 2 (фиг. 1) столики, установленные с возможностью горизонталь ных перемещений; сварочные электроды 3 и 4 и механизмы нагрУжения последних, закрепленных на каретках 5 и 6 и состоящих из кронштейнов 7, на которых ширнирно подвешены рычаги,8, замкнутые на упоры 9 усилием пружины 10. На рычагах 8 закреплены Sepжатели 11 электродов. Каретка 12 несет механизм формирования перемычек,состоящий из кронштейна 13, связанного с двуплечим качающимся рычагом 14, большое плечо которого замкнуто на упор 15 усилием пружины 16 и взаимодействует с приводом, состоящим из электромагнита 17 и штока . На малом плече качгиощегося рычага закреплен инструмент 19 захвата и формовки перемычки, выполненный в виде вакуумного прихвата 20 (фиг. 2), снабженного формовочной головкой 21. Рабочая часть формовочной головки имеет заходный радиус 22, наклонную плоскость 23 перввй гибки перемычки, плоскость второй гибки 24 иплоскость фиксации 25 перемычки к торцу платы 26. Устройство работает следующим образом. Перед началом работы необходимо ,выставить регулируемым упором 15 расстояние между заходным радиусом 22 формовочной головки 21 и электродом 4, соответствуквдее расстоянию от края платы 26 до точки сварки на верхней поверхности платы. на рабочем столике 2 устанавливают плату 26, а на предметном столике 1 укладывгиот перемычки 27. На рабочую позицию подводят предкютныЯ столик 1, а каретку 12 перемещают вниз до уровня, при котором инструмент -19 опускается на перемычку 27, с помощью вакуума консольно захватывают ее и возвращают каретку 12 вверх в исходное положение, при Лом инструмент 19 поднимает перемтаку 27 с предметного столика 1. Па рабочую позицию подводят рабочий столик 2 таким образом, чтобы боковая поверхность платы находилась под заходным радиусом 22 формовочной головки 21. После этого перемещают каретку 12 вниз до уровия, при котором инструмент 19 опустит перемычку выступающей консольиой частью на верхнюю поверхность штаты, .а каретКУ 6 перемещают вниз до уровня, при котором электрод подожмет перемычку 27 к плате 26, Каретка 12 продолжает перемещаться вниз, при этом инструмент 19 опускается и, иадавливая иа перемлчку расположенными на формовочной головке 21 заходным ргщиусом 22 и наклонной плоскостью 23, осу- , ществляет первую гибку, огибая перемычкрй верхнее ребро плапл ца величину уклона плоскосгти 23, поворачивая двуплечий качапцийся рычаг 14, отрывая его CkMibtaoe плечо от упора 15 и преодолевая усилие пружины 16. Яри дал1 нейше 1 опускании каретки 12 шюскость 24 формовочной головки 21 . опускаетея ниже нижней плоскости влат 26 на величину толщины перемычки и поя усилием Пружияы 16 повора-: чивается двуплечий качанжийся
14до положения, при котором его большое плечо дойдет до упора 15, при этом формовочйал головка 21 осупествляёт втоРУю гибку плоскостью 24,-огибая перемычкой 27 нижнее ребро и поджимает еа под нижнюю поверхность 28 платы 26/ а плоскостью 25 Фикс|(рует перемычку к боковой поверхности .26 ПЛАТЫ 29. после этого каретка 12 пербмецается вверх и электрод 3 П1адщ1ма«т перемычку к нижней поверхности пяаты 26. О абатывает ; электр омагнит 17, воздействуя штоком
15на болъц ве плкечо дв1гплечего качающегося рычага 14, и отводит йн,струмент 19 UT ,платы 29 Подается OBарочной икшульс iia злактродь:. 3; t .4 и происходит однов «94внйое offiKsii : единение перемлчки к я иижг ней сторонам платы 26. KaiPeTicH 5, 6 и 12 возвращаются 9 щс:/в Я1Ё положения, электромагнит 17 оШЯ10ча ется, двуплечий качаюцийся рычаг пюй усилием пружины 16 болыййм пленом :,замлсается на упор 15 После чего процесс повторяется.;h
данное устройство щ еда:тавляех простое и универсгшьноё рваение за, дачи монтажа перемычек между верх ней и нижней стороной плат ппи сбе ке ГИС. Устройство позволяет повы. сйть производительность монтажа пе-: рвмычек верхней и нижней стороной платы в 3-5 раз за счет объединения формовки и тфисоеди ння в одной операции, а такжа улучшить качество монтажа за счет машинной формовки перемычки и фиксации ее во врё присоединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для микросварки проволочных проводников | 2021 |
|
RU2759103C1 |
| Устройство для монтажа ленточных перемычек по торцу платы | 1987 |
|
SU1505726A1 |
| Установка ультразвуковой микросварки | 2020 |
|
RU2742635C1 |
| Установка для присоединения проволочных выводов методом термокомпрессии | 1976 |
|
SU604056A1 |
| Установка для монтажа ленточных перемычек сваркой по торцу плат | 1988 |
|
SU1622108A1 |
| СПОСОБ ПРОВОЛОЧНОГО МОНТАЖА ПОЛУПРОВОДНИКОВОГО КРИСТАЛЛА ИНТЕГРАЛЬНОЙ МИКРОСХЕМЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2835230C1 |
| Устройство для монтажа ленточных перемычек | 1983 |
|
SU1109296A1 |
| Устройство для монтажа проволочных перемычек | 1986 |
|
SU1430214A1 |
| Устройство для микросварки перемычек | 1989 |
|
SU1611658A1 |
| Устройство для присоединения кристаллов | 1979 |
|
SU790037A1 |

IS
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| HasajpoB Г.в | |||
| Гревцев | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| М., .Советское pajitKo , 1969, с | |||
| Прибор для нагревания перетягиваемых бандажей подвижного состава | 1917 |
|
SU15A1 |
| .- - ,..;- | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
