20 & 1516 77
23
22
22
18
ю ю
--J-72
Изобретение относится к сварке, в частности к производству полупроводниковых приборов, и может быть использовано для сборки гибридных схем при соединении сваркой перемычек по торцу плат.
Целью изобретения является повышение надежности.
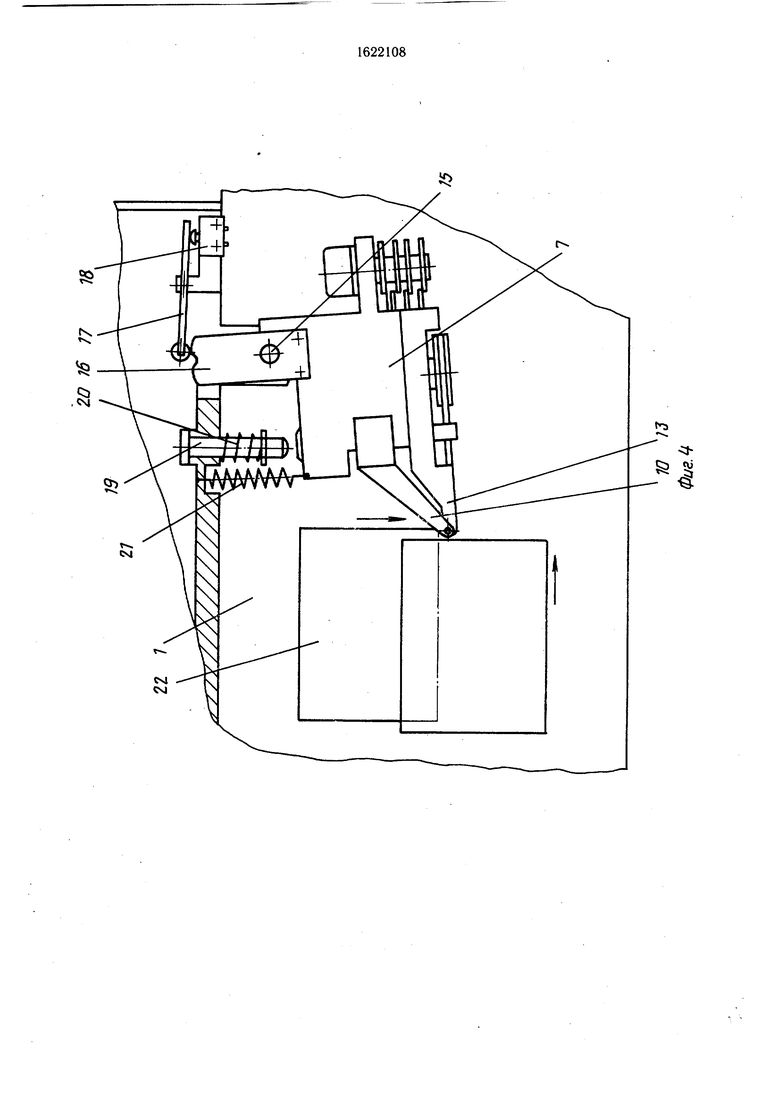
На фиг. I изображена установка, общий вид; на фиг. 2 - то же, вид спереди; на фиг. 3-5 - этапы работы установки.
Установка содержит смонтированные на основании 1 стол 2 с предметным поворотным столом 3, связанным с вакуумной магистралью. На основании 1 рядом с предметным 3 и координатным 2 столами установлен базирующий уголок 4. Кроме этого на верхней части основания 1 установлено оптическое настроечное устройство (проектор) 5, а в нижней части - блок 6 управления. На передней части основания 1 смонтирована головка для монтажа ленточных перемычек по торцу платы, выполненная в виде корпуса 7, на котором расположены сварочные электроды 8 и 9, механизмы 10 и 11 нагружения, привод 12 сварочных электродов и механизм 13 формирования перемычек (фиг. 2) с кассетой 14 для ленточной заготовки. Корпус 7 связан с основанием 1 осью 15 (фиг. 1) и на нем смонтирован кулачок 16 (фиг. 3) соосно оси 15. Кулачок 16 установлен с возможностью взаимодействия своей рабочей поверхностью с одним плечом рычага 17. Второе плечо рычага 17 взаимодействует с переключателем 18 блокировки координатного стола, расположенным на основании 1. В отверстии основания 1 расположен упор 19 с пружиной 20. Параллельно упору 19 располагается пружина 21, связывающая корпус 7 и основание 1. На поворотном столе 3 располагается плата 22 с установленными заземляющими перемычками 23. Фиксация платы 22 обеспечивается вакуумным присосом поверхности стола 3.
Установка работает следующим образом.
На установке, отлаженной на определенный тип платы, ориентируют плату 22 (фиг. 3) относительно рабочей поверхности поворотного стола, который находится в исходном положении около уголка 4. Плата 22 укладывается вручную на стол, выравнивается относительно уголка 4 и фиксируется присасыванием вакуумом к поверхности стола. Оператор, управляя с пульта координатным столом 2 (фиг. 1 и 2), подводит плату 22 под оптическое устройство 5, совмещает с перекрестием на экране первую точку на плате 22 для монтажа перемычек и включает режим «Автомат. В этом режиме установка координатным столом 2 перемещает стол 3 с платой 22 в сторону электродов 8 и 9 так, что торец платы упирается в механизм 13
формирования перемычек. Ход стола 2 ограничивает датчик касания механизма 13 формирования, который прерывает движение стола за счет электрических связей через
блок 6 управления. Механизм 13 формирования, управляемый кулачками привода 12, подает ленточную заготовку с кассеты 14, формует ее относительно торца платы 22 и отрезает. Затем приводом 12 электроды 8 и 9 перемещаются до контакта с краями
0 перемычки 23 и прижимают их к плате. Определенное усилие давления регламентируется за счет механизмов 10 и И нагружения. Блок 6 управления, который отслеживает цикл работы установки, подает
5 электрические импульсы на электроды 8 и 9, за счет чего происходит соединение сваркой перемычки 23 с контактными площадками платы 22.
По завершении цикла сварки электроды
0 8 и 9 перемещаются приводом 12 от платы 22 и освобождают ее. Координатный стол 2 отодвигает плату 22 на некоторое расстояние от механизма 13 формирования и подводит по заложенной в блоке 6 управления
5 программе следующую площадку платы 22 для получения следующей перемычки. В случае завершения монтажа перемычек по первому торцу платы 22 предметный стол 3 поворачивает плату 22 на 90° и подставляет второй торец платы 22 к рабочей зо0 не. Затем установка совершает запрограммированный обход торца, устанавливая перемычки в запрограммированных местах на контактные площадки платы 22. Таким образом установка обрабатывает все четыре торца платы 22 и выводит ее после завер5 шения монтажа перемычек 23 в исходное состояние к уголку 3. Оператор снимает плату и устанавливает другую. Цикл повторяется.
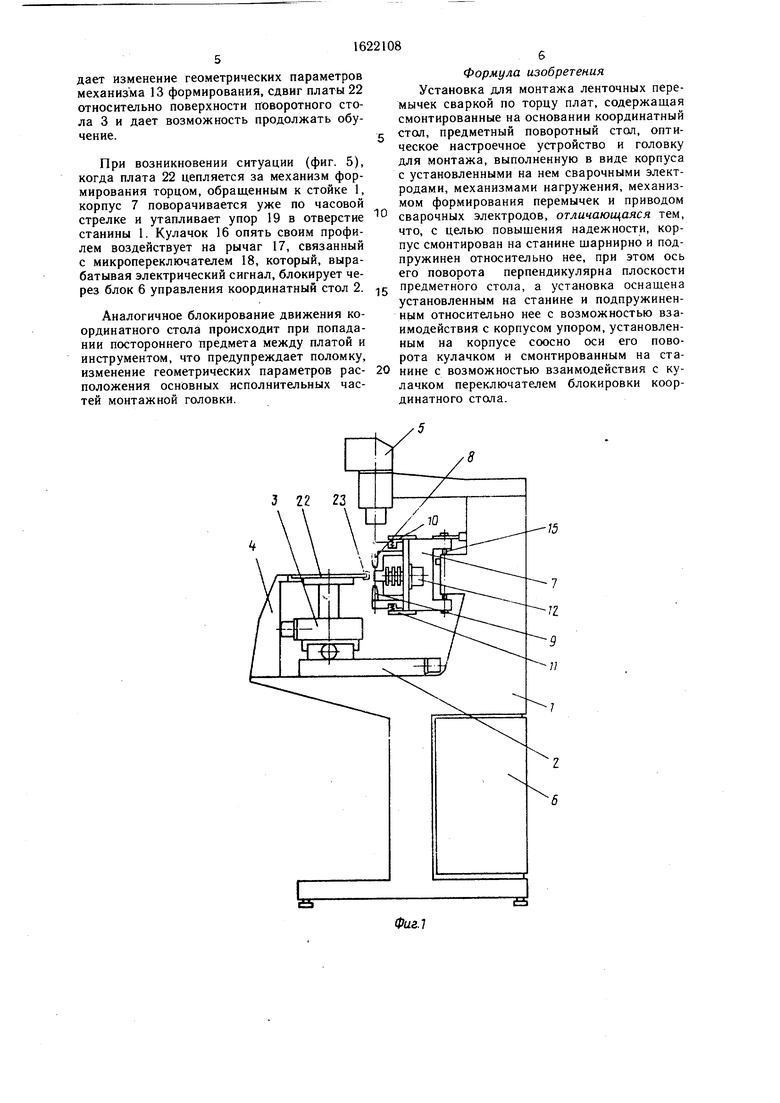
В случае смены серии плат оператор пу0 тем обучения программирует установку на новый вид плат. Основной операцией обучения является обход под оптическим настроечным устройством 5 всех -;очек монтажа по плате 22 за счет ручного управле5 ния координатным столом 2 и занесением в память блока 6 управления координат точек монтажа в последовательности обхода всех четырех торцов платы 22. При обходе торцов платы 22 могут возникнуть ситуации (фиг. 4), когда угол или
0 торец платы цепляется за механизм 13 формирования, что приводит к угловому повороту корпуса 7 относительно оси 15, а пружина 21 регулируется и между упором 19 и корпусом 7 образуется зазор. Кулачок 16, поворачиваясь с корпусом 7,
5 через рычаг 17 воздействует на переключатель 18. Последний генерирует сигнал, который через блок управления блокирует работу координатного стола 2. Это предупреждает изменение геометрических параметров механизма 13 формирования, сдвиг платы 22 относительно поверхности поворотного стола 3 и дает возможность продолжать обучение.
Формула изобретения Установка для монтажа ленточных перемычек сваркой по торцу плат, содержащая смонтированные на основании координатный с стол, предметный поворотный стол, оптическое настроечное устройство и головку для монтажа, выполненную в виде корпуса с установленными на нем сварочными электродами, механизмами нагружения, механизмом формирования перемычек и приводом
При возникновении ситуации (фиг. 5), когда плата 22 цепляется за механизм формирования торцом, обращенным к стойке 1,
корпус 7 поворачивается уже по часовойт . . . .
стрелке и утапливает упор 19 в отверстие 1 сварочных электродов, отличающаяся тем,
станины I. Кулачок 16 опять своим профи-что, с целью повышения надежности, корлем воздействует на рычаг 17, связанныйпус смонтирован на станине шарнирно и подс микропереключателем 18, который, выра-пружинен относительно нее, при этом ось
батывая электрический сигнал, блокирует че-его поворота перпендикулярна плоскости
рез блок 6 управления координатный стол 2. предметного стола, а установка оснащена
установленным на станине и подпружиненАналогичное блокирование движения координатного стола происходит при попадании постороннего предмета между платой и инструментом, что предупреждает поломку,
ным относительно нее с возможностью взаимодействия с корпусом упором, установленным на корпусе соосно оси его поворота кулачком и смонтированным на стаизменение геометрических параметров рас- 20 нине с возможностью взаимодействия с ку- положения основных исполнительных час- лачком переключателем блокировки коор- тей монтажной головки.динатного стола.
Формула изобретения Установка для монтажа ленточных перемычек сваркой по торцу плат, содержащая смонтированные на основании координатный стол, предметный поворотный стол, оптическое настроечное устройство и головку для монтажа, выполненную в виде корпуса с установленными на нем сварочными электродами, механизмами нагружения, механизмом формирования перемычек и приводом
т . . . .
сварочных электродов, отличающаяся тем,
ным относительно нее с возможностью взаимодействия с корпусом упором, установленным на корпусе соосно оси его поворота кулачком и смонтированным на станине с возможностью взаимодействия с ку- лачком переключателем блокировки коор- динатного стола.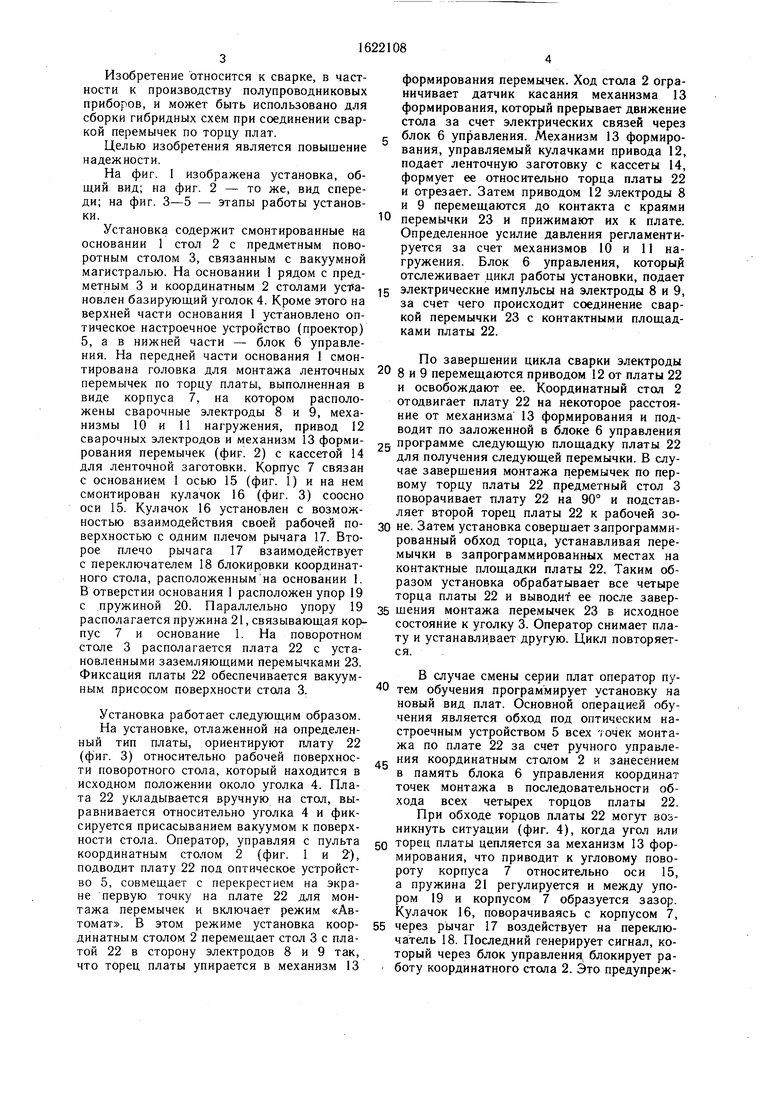
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для монтажа ленточных перемычек по торцу платы | 1987 |
|
SU1505726A1 |
| Установка для монтажа ленточных перемычек | 1988 |
|
SU1540988A1 |
| Устройство для микросварки перемычек | 1989 |
|
SU1611658A1 |
| Устройство для микросварки ленточных перемычек | 1982 |
|
SU1017452A1 |
| Автоматическая установка для присоединения проволочных выводов внахлестку | 1978 |
|
SU740448A1 |
| СПОСОБ ПРОВОЛОЧНОГО МОНТАЖА ПОЛУПРОВОДНИКОВОГО КРИСТАЛЛА ИНТЕГРАЛЬНОЙ МИКРОСХЕМЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2835230C1 |
| Установка для микросварки проволочных проводников | 2021 |
|
RU2759103C1 |
| Установка ультразвуковой микросварки | 2020 |
|
RU2742635C1 |
| Автоматическая установка для присоединения проволочных выводов | 1983 |
|
SU1215928A1 |
| Автоматическая установка для присоединения проволочных выводов | 1985 |
|
SU1312869A1 |


Изобретение относится к сварке, в частности к производству полупроводниковых приборов, и может быть использовано для сборки гибридных схем при соединении сваркой перемычек по торцу плат Цель изоб ретения - повышение надежности. На основании 1 смонтирована головка для монтажа ленточных перемычек, выполненная в виде шарнирно смонтированного и подпружиненного пружиной 20 к основанию 1 корпуса 7 с установленными на нем сварными электродами с приводом 12, механизмами погружения, механизмом 13 формирования перемычек, кассетой 14 для ленточной заготовки. На корпусе 7 соосно с осью 15 установлен кулачок 16, а на основании смонтирован переключатель 18 блокировки. Плату 22 перемещают в автоматическом режиме между сварочными электродами, устанавливая перемычки 23 в запрограммированных местах. Если плата цеп ляется за механизм 13 формирования или между платой и электродами попадает посторонний предмет, то корпус 7 и кулачок 16 поворачивается и рычаг 17 воздействует на переключатель 18, отключая установку Это повышает устойчивость установки i% нештатным ситуациям, повышая техник безопасности 5 ил. 10 (Л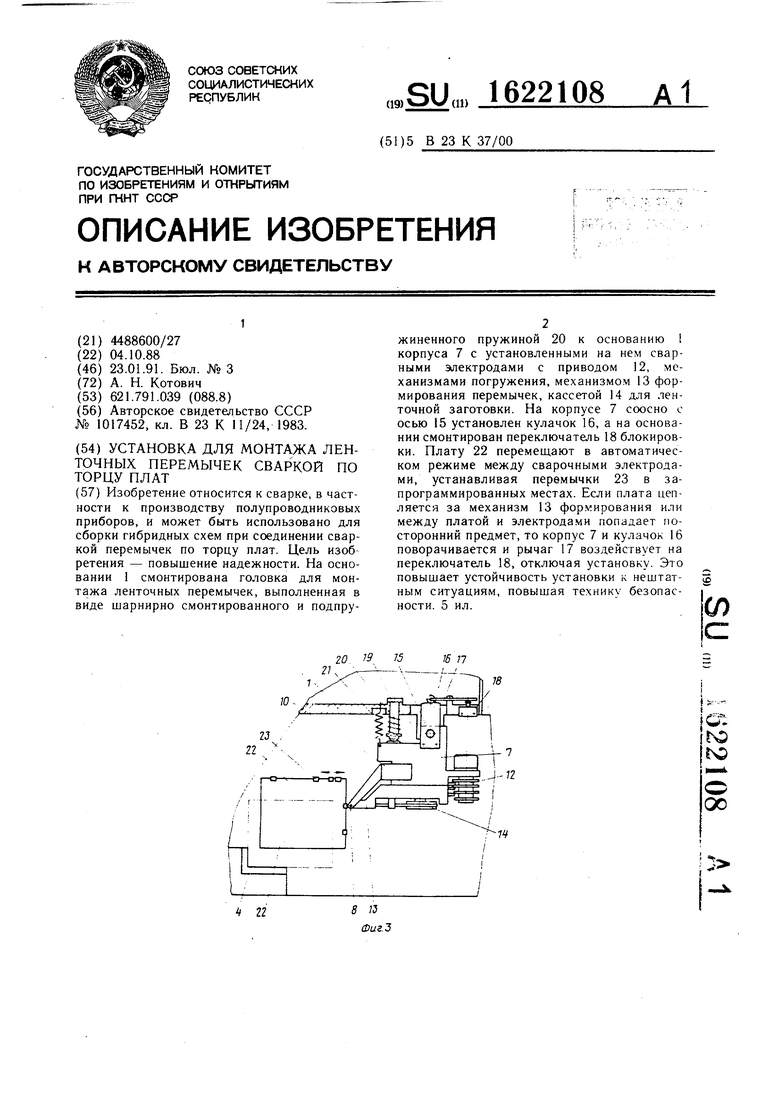
3 22 23
Ю
iEi
Фиг. 1
ЕГ
19 20tf 17 18
U/ I
Фиг. 5
| Устройство для микросварки ленточных перемычек | 1982 |
|
SU1017452A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
