Изобретение относится к контактной варке и может быть использовано в элекронной промышленности при изготовлении ибридных схем.
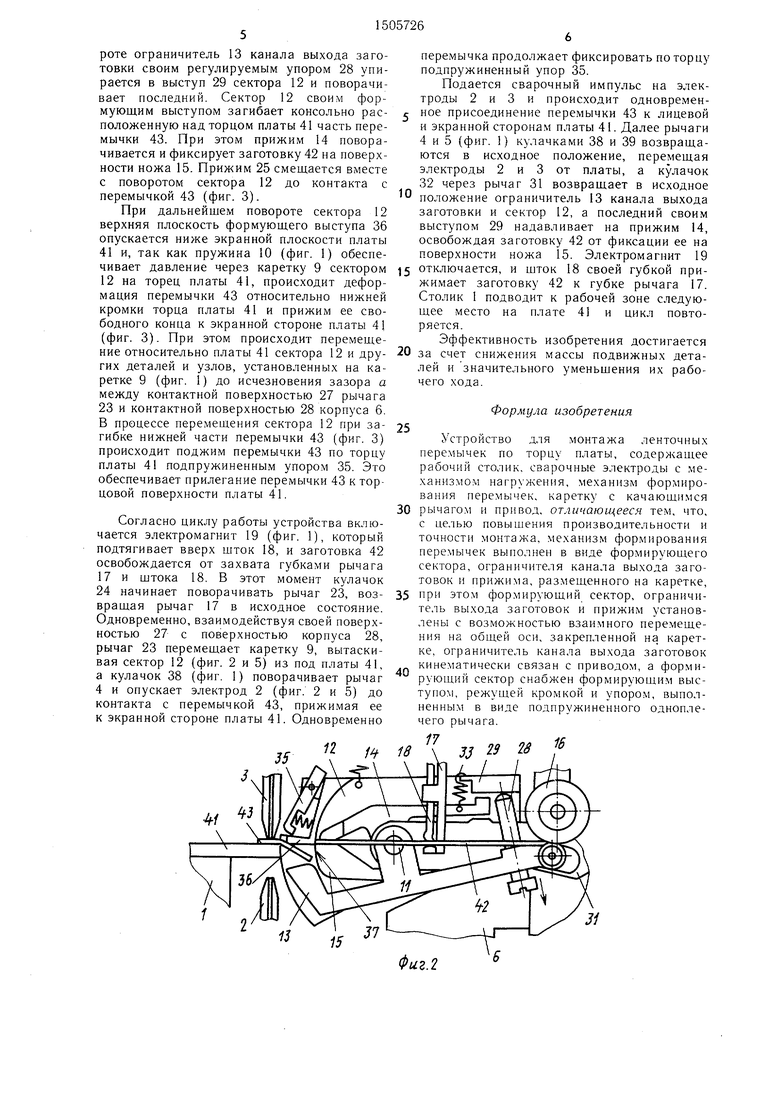
Целью изобретения является повышение роизводительности и точности монтажа. На фиг. 1 представлено устройство, бш.ий вид; на фиг. 2 - 5 - стадии формироания и приварки перемычки на обе стороны латы; на фиг. 6 - формующий сектор, бш.ий вид.
Устройство содержит предметный столик 1 (фиг. 1), установленный с возмож- ностью горизонтальных перемеш,ений, сварочные электроды 2 и 3 и механизмы нагру- жения последних, состоящие из рычагов 4 и 5, установленных на корпусе 6, и связанные пружинами 7 и 8 с электродами. Каретка 9 несет механизм формирования перемычек и связана с корпусом 6 пружиной 10. На каретке 9 установлены смонтированные на общей оси 11 формирующий сектор 12, ограничитель 13 канала выхода заготовки и прижим 14. Непосредственно на каретке 9 установлены нож 15, кассета 16 для заготовки и механизм подачи заготовки. /
Механизм подачи заготовки состоит из рычага-захвата 17, штока 18, электромагнита 19 и пружины 20. Рычаг-захват 17 через ось 2 смонтирован на каретке 9 и связан через тягу 22 с подпружиненным качающимся рычагом 23. Последний установлен на каретке 9 и связан с кулачком 24, установленным на валу 25 привода 26, который установлен на корпусе 6. Рычаг 23 на плече, связанном с тягой 22, имеет контактную поверхность 27, которая расположена напротив контактной поверхности корпуса 6.
Ограничитель 13 канала выхода заго - товки имеет регулируемый упор 28 напротив выступа 29 сектора 12. На оси 30, установленной на корпусе 6, расположен двух- плечий рычаг 31, одно плечо которого выполнено в виде вилки и охватывает ролик на ограничителе 13 канала выхода заготовки, а другое - связано с кулачком 32, установленным на валу 25 привода 26. Прижим 14 выполнен в виле двухпле- чевого рычага на оси 11, одно плечо которого располагается напротив плоскости режущей кромки ножа 15, а второе - напротив выступа 29 сектора 12 с одной стороны и напротив соответствующего выступа на каретке 9 с другой. Пружина 33 связывает сектор 12 и прижим 14, а пружина 34 - каретку 9 и сектор 12.
Сектор 12 имеет подпружиненный упор 35, формуюпшй выступ 36 и режунл.ую кромку 37.
На валу 25 привода 26, кроме кулачков 24 и 32, установлены кулачки 38 и 39, которые связаны соответственно с рычагами 4 и 5 механизмов нагружения электро
5
0
5
0
5
0
5
0
5
дов 2 и 3. На корпусе 6 напротив выступа каретки 9, контактирующего с пружиной 10, установлен датчик 40 касания.
На предметном столике 1 закреплена плата 41, а на кассете 16 расположена ленточная заготовка 42 для перемычек.
Устройство работает следующим образом.
Перед началом работы необходимо обеспечить величину подачи ленточной заготовки 42 изменением зазора а. Изменение можно произвести перестановкой шарнира тяги 22 в одно из соответс-твующих отверстий на рычаге-захвате 17.
На рабочем столике 1 устанавливают плату 41, а в канал, образованный рабочими губками рычага 17 и штока 18, ножом 15 и прижимом 14 заправляют заготовку 42 для перемычек, сматывая ее с кассеты 16. Причем передняя кромка заготовки 42 должна находиться против режущей кромки 37 сектора 12. На рабочую позицию подводят предметный столик 1 так, чтобы торец платы 41 сопрокоснулся с сектором 12, после чего каретка 9, на которой расположен сектор 12, приходит в движение.
В датчике 40 находится электрический сигнал, с помощью которого вырабатывается команда на отключение привода столика 1 при получении необходимого расстояния от оси сварочных электродов 2 и 3 до торца платы 41. Затем в соответвии с программным обеспечением управления устройством включается привод 26, который вращает кулачки на валу 25. Кулачок 24 поворачивает качающийся рычаг 23, который через тягу 22 поворачивает рычаг 17 относительно оси 21. Так как заготовка 42 зажата между губками рычага 17 и щтока 18 за счет давления пружины 20, то происходит сматывание заготовки 42 с кассеты 16 и перемещение ее передней кромки в канал, образованный формующим выступом 36 и ограничителем 13 канала выхода заготовки до выхода в зону лицевой поверхности платы 41 под электрод 3. Кулачок 39 поворачивает рычаг 5 и опускает электрод 3 на заготовку 42, прижимая ее к контактной площадке на экранной стороне платы 41. Усилие прижима электрода 3 к плате 41 обеспечивается пружиной 8.
После фиксации заготовки кулачок 32 приводит в действие рычаг 31, поворачивая его вокруг оси 30 на корпусе 6. Ограничитель 13 выхода заготовки поворачивается относительно оси 11 рычагом 31, в результате чего образуется пространство под формующим выступом 36 (фиг. 2). Одновременно про исходит отрезка заготовки 42 прижимом режущей кромки 37 сектора 12 о режупаую кромку ножа 15. Полученная ленточная перемычка 43 зафиксирована за счет прижима электродом 3 к плате 41, а возможность поворота ее исключена за счет ограничения зоны перемычки по торцам стенками сектора 12. При дальнейщем повороте ограничитель 13 канала выхода зато-перемычка продолжает фиксировать по торцу
тонки своим регулируемым упором 28 упи-подпружиненный упор 35.
рается в выступ 29 сектора 12 и поворачи-Подается сварочный импульс на элеквает последний. Сектор 12 своим фор-троды 2 и 3 и происходит одновременмующим выступом загибает консольно рас-с ное присоединение перемычки 43 к лицевой
положенную над торцом платы 41 часть пере-и экранной сторонам платы 41. Далее рычаги
мычки 43. При этом прижи.м 14 поворачивается и фиксирует заготовку 42 на поверхности ножа 15. Прижим 25 смещается вместе с поворотом сектора 12 до контакта с перемычкой 43 (фиг. 3).
При дальнейшем повороте сектора 12 верхняя плоскость формующего выступа 36
4 и 5 (фиг. 1) кулачками 38 и 39 возвращаются в исходное положение, перемещая электроды 2 и 3 от платы, а кулачок 32 через рычаг 31 возвращает в исходное положение ограничитель 13 канала выхода заготовки и сектор 12, а последний своим выступом 29 надавливает на прижим 14,
опускается ниже экранной плоскости платыосвобождая заготовку 42 от фиксации ее на
41 и, так как пружина 10 (фиг. 1) обесне-поверхности ножа 15. Электромагнит 19
чивает давление через каретку 9 сектором15 отключается, и шток 18 своей губкой при12 на торец платы 41, происходит дефор-жимает заготовку 42 к губке рычага 17.
мация перемычки 43 относительно нижнейСтолик 1 подводит к рабочей зоне следуюкромки торца платы 41 и прижим ее сво-шее место на плате 41 и цикл повтободного конца к экранной стороне платы 41ряется.
(фиг. 3). При этом происходит перемеще-Эффективность изобретения достигается
ние относительно платы 41 сектора 12 и дру-20 за счет снижения массы подвижных детагих деталей и узлов, установленных на ка-лей и значительного уменьщения их раборетке 9 (фиг. I) до исчезновения зазора ачего хода, между контактной поверхностью 27 рычага 23 и контактной поверхностью 28 корпуса 6.
В процессе перемещения сектора 12 при за-25 гибке нижней части перемычки 43 (фиг. 3)
Формула изобретения
происходит поджим перемычки 43 по торцу платы 41 подпружиненным упором 35. Это обеспечивает прилегание перемычки 43 к торцовой поверхности платы 41.
Устройство для монтажа ленточных перемычек по торцу платы, содержащее рабочий столик, сварочные электроды с механизмом нагружения, механизм формирования перемычек, каретку с качающимся 30 рычагом и привод, отличающееся тем, что, с целью повышения производительности и точности монтажа, механизм формирования перемычек выполнен в виде формирующего сектора, ограничителя канала выхода заготовок и прижима, размещенного на каретке.
Устройство для монтажа ленточных перемычек по торцу платы, содержащее рабочий столик, сварочные электроды с механизмом нагружения, механизм формирования перемычек, каретку с качающимся 30 рычагом и привод, отличающееся тем, что, с целью повышения производительности и точности монтажа, механизм формирования перемычек выполнен в виде формирующего сектора, ограничителя канала выхода заготовок и прижима, размещенного на каретке.
Согласно циклу работы устройства включается электромагнит 19 (фиг. 1), который подтягивает вверх щток 18, и заготовка 42 освобождается от захвата губками рычага 17 и штока 18. В этот момент кулачок
24 начинает поворачивать рычаг 23, воз- 35 ф этом формирующий сектор, ограничи- вращая рычаг 17 в исходное состояние.тель выхода заготовок и прижим установОдновременно, взаимодействуя своей поверхностью 27 с поверхностью корпуса 28, рычаг 23 перемещает каретку 9, вытаскивая сектор 12 (фиг. 2 и 5) из под платы 41,
а кулачок 38 (фиг. 1) поворачивает рычаг 4 и опускает электрод 2 (фиг. 2 и 5) до контакта с перемычкой 43, прижимая ее к экранной стороне платы 41. Одновременно
40
лены с возможностью взаимного перемещения на общей оси, закрепленной на каретке, ограничитель канала выхода заготовок кинематически связан с приводом, а формирующий сектор снабжен формирующим выступом, режущей кромкой и упором, выполненным в виде подпружиненного одноплечего рычага.
35
13
15
и экранной сторонам платы 41. Далее рычаги
4 и 5 (фиг. 1) кулачками 38 и 39 возвращаются в исходное положение, перемещая электроды 2 и 3 от платы, а кулачок 32 через рычаг 31 возвращает в исходное положение ограничитель 13 канала выхода заготовки и сектор 12, а последний своим выступом 29 надавливает на прижим 14,
освобождая заготовку 42 от фиксации ее на
Формула изобретения
25
Устройство для монтажа ленточных перемычек по торцу платы, содержащее рабочий столик, сварочные электроды с механизмом нагружения, механизм формирования перемычек, каретку с качающимся 30 рычагом и привод, отличающееся тем, что, с целью повышения производительности и точности монтажа, механизм формирования перемычек выполнен в виде формирующего сектора, ограничителя канала выхода заготовок и прижима, размещенного на каретке.
35 ф этом формирующий сектор, ограничи- тель выхода заготовок и прижим установ0
лены с возможностью взаимного перемещения на общей оси, закрепленной на каретке, ограничитель канала выхода заготовок кинематически связан с приводом, а формирующий сектор снабжен формирующим выступом, режущей кромкой и упором, выполненным в виде подпружиненного одноплечего рычага.
ял а а 7(9
JJ 29 28
31
Фи.2
35 12 14- 11
П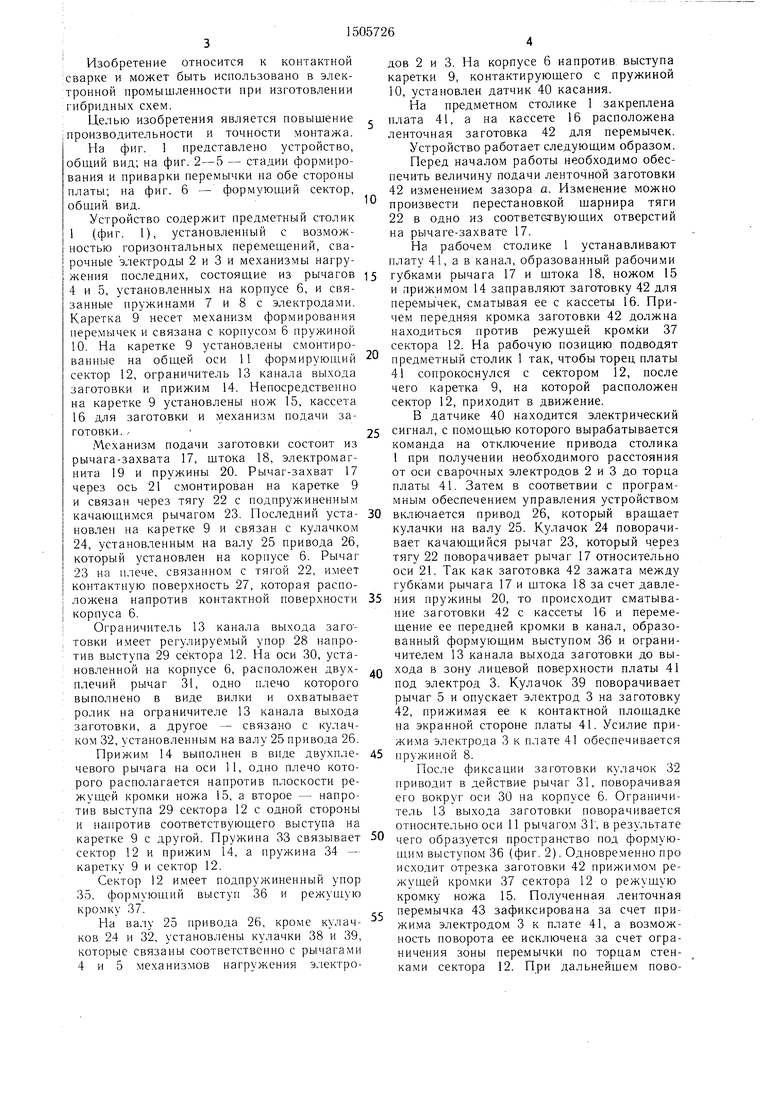
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для микросварки перемычек | 1989 |
|
SU1611658A1 |
| Установка для монтажа ленточных перемычек сваркой по торцу плат | 1988 |
|
SU1622108A1 |
| Устройство для приварки микропроволоки | 1978 |
|
SU737168A1 |
| Устройство для микросварки ленточных перемычек | 1982 |
|
SU1017452A1 |
| АВТОМАТ ДЛЯ ЗАВЕРТЫВАНИЯ КОНФЕТ «ВПЕРЕКРУТКУ» | 1973 |
|
SU379462A1 |
| Установка для монтажа ленточных перемычек | 1988 |
|
SU1540988A1 |
| Печатный автомат для изготовления этикеток | 1985 |
|
SU1329995A1 |
| СПОСОБ ПРОВОЛОЧНОГО МОНТАЖА ПОЛУПРОВОДНИКОВОГО КРИСТАЛЛА ИНТЕГРАЛЬНОЙ МИКРОСХЕМЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2835230C1 |
| Привод,преимущественно для устройства запрессовки штырей в плату | 1981 |
|
SU1075457A1 |
| Устройство для приварки мостиков из микропроволоки к контактным площадкам | 1981 |
|
SU967726A1 |
Изобретение относится к контактной сварке и может быть использовано в электронной промышленности при изготовлении гибридных схем. Цель изобретения - повышение производительности и точности монтажа. На рабочий столик 1 устанавливают плату 41, заправляют заготовку 42 и подают на рабочую позицию. Затем включают привод 26. Кулачок 39 поворачивает рычаг 5 и опускает электрод 3 на заготовку 42, прижимая ее к контактной площадке на экранной стороне платы 41. Ограничитель канала выхода заготовки 13 поворачивают относительно оси 11 рычагом 31, в результате образуют пространство под формующим выступом 36. Отрезают заготовку 42 режущей кромкой 37 сектора 12. Сектор 12 своим формующим выступом загибает консольно расположенную над торцом платы 41 часть перемычки. При дальнейшем повороте сектора 12 верхняя плоскость формующего выступа 36 опускается ниже экранной плоскости платы 41. Происходит деформация перемычки относительно нижней кромки торца платы. Подают сварочный импульс на электроды 2 и 3 и осуществляют присоединение перемычки к лицевой и экранной сторонам платы 41. 6 ил.
| Устройство для микросварки ленточных перемычек | 1982 |
|
SU1017452A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
