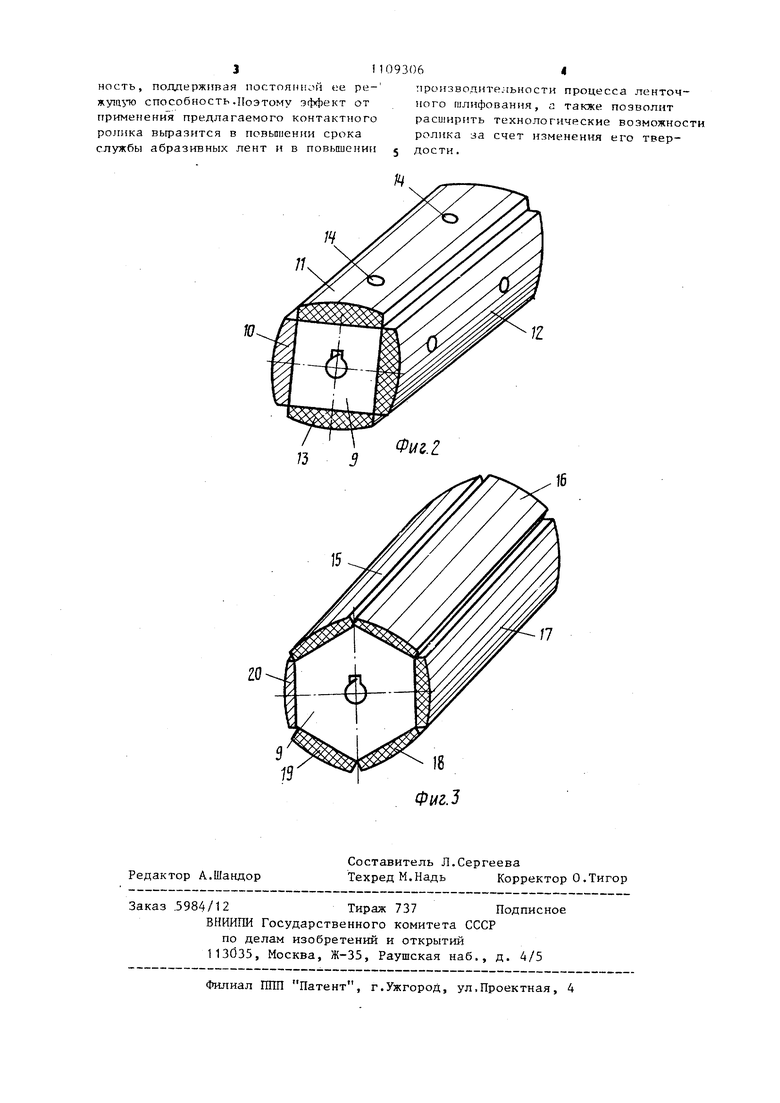
Изобретунне относится к ,г1енточ ому шлифованию, в частности к констру циям контактных роликов ленточно-шлк фовальных станков. Известен контактный ролик, выполнер1ный в виде корпуса с закреиленным на его периферии ободом Г 1 . Однако рабочая поверхность ролика имеет постоянную твердость, что не обеспечивает постоянного самозатачивания ленты по мере ее затупления, режущая способность с затуплением ленты снижается, а г ледовательно, ле та имеет низкую стойкость. Для повышения стойкости ленты последовательно используют ролики с изменяющейся характеристикой, т.е. по мере затупления ленты используют ролики с боль шей твердостью обода, что сужает тех нологические возможности контактного ролика. Целью изобретения явлйется расширение технологических возможностей ролика, а следовательно, повьшшние стойкости абразивных лент путем изме нения твердости контактного ролика. Поставленная цель достигается тем что в контактном ролике, выполненном в виде корпуса с закрепленным на его периферии ободом, последний выполнен в виде опорных многогранных элементов с гранями разной твердости, установелнных на корпусе с возможность синхронного поворота вокруг своих осей. На фиг. 1 изображен предлагаемый контактный ролик-, на фиг. 2 и 3 примеры выполнения опорных многогран ных элементов. В корпусе 1 контактного ро:шка (фиг. 1), которьй закрепляют на шпин деле ленточно-галифовального станка, I установлены с возможностью поворота вокруг своих осей опорные многогранные элементы 2, на гранях которых закреплены пластины 3 разной твердос ти, которые образуют обод (рабочую поверхность) ролика. На торцах элементов 2 закреплены зубчатые колеса 4, находящиеся в зацеплении с центральным зубчатым колесом 5, кото рое свободно посажено на ступицу кор пуса 1 и фиксируется от самопроизвольного порачивания во время работы в отверстиях 6 на ступице корпуса. Вращение колеса 5 осуществляется маховиком 7. Контакти11|й ролик работает ,им образом. Перед установкой бесконечной абразивной ленты 8 вращением махоника 7 подвижные элемег1ты 2 поворачивают так, чтобы опорная поверхность ролика была образована гранями многогранных элементов с наименьшей твердостью. По мере затупления ленты, когда съем металла достигает наименьшего допустимого значения, в момент остановки станка производят увеличение твердости onopfibix граней элементов 2, для чего маховик 7 оттягивают на себя и вращают по направлению стрелки Твердость больше на маховике. От маховика вращение передается центральному зубчатому колесу 5, которое поворачивает элементы 2 на определенный угол, так чтобы опорная поверхность ролика была образована гранями с большей твердостью. Так повторяют смену твердости опорных элементов до полного затупления ленты. Постепенное увеличение твердости контактного ролика по мере затупления ленты позволяет по,вдерживать постоянной ее режущую способность и- удлиняет период ее стойкости. Число различных степеней твердости опорной поверхности ролика может быть различным, например, от 3 до 8 и более по числу граней подвижных элементов. Корпус 9 призм (фиг. 2 и 3) изготавливают из легких сплавов, например, алюминиевых, Пластины 10-13 крепят к корпусу призм винтами 14 и могут быть изготовлены; пластина 10 из мягкой резинЕ), 11 - из твердой ., 12 - из пластмассы, 13 - из стали. Пластины 15-20 наклеены на грани шестигранного корпуса 9 и изготовлены: пластина 15 из войлока, 16 и 17 - из резины резличной твердости, 18 из полиуретана; 1 9 - из пластмассы, 20 - из стали. Наружные поверхности всех пластин выполнены цилиндрическими с радиусом равным радиусу ролика. Ролик после сборки статически балансируют, а после установки на станок правят в каждой позиции опорных элементов. Контактные ролики в процессе шлифования осуществляют рабочее давление .ленты на деталь. Варьируя тбердость контаткного ролика по мере затупления абразивного покрытия ленты можно в 2 и более раз увеличить ее долговеч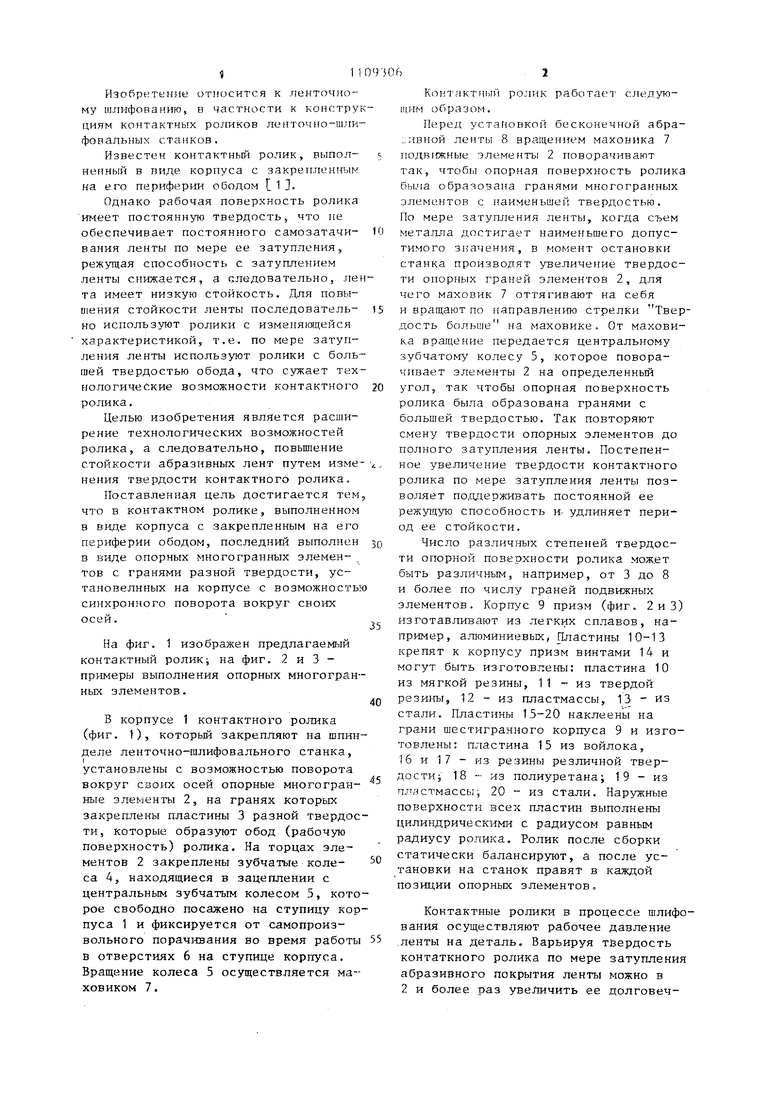
| название | год | авторы | номер документа |
|---|---|---|---|
| Полотно ленточной пилы по металлу с абразивом | 2024 |
|
RU2828896C1 |
| Ролик ленточно-шлифовального станка | 1983 |
|
SU1156899A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ШЛИФОВАНИЯ ГРАНЕЙ И ВЕРШИН МНОГОГРАННЫХ ПЛАСТИН | 1970 |
|
SU272835A1 |
| Устройство для ленточного шлифования | 1984 |
|
SU1253761A1 |
| Устройство для закрепления ленты | 1979 |
|
SU891412A1 |
| Ленточношлифовальный станок для обработки кромок пера лопаток | 1981 |
|
SU986739A1 |
| Контактный ролик | 1980 |
|
SU887137A1 |
| Контактный ролик для ленточно-шлифовального станка | 1983 |
|
SU1140939A1 |
| СПОСОБ ШЛИФОВАНИЯ С СОХРАНЕНИЕМ ПЕРВОНАЧАЛЬНОЙ СКОРОСТИ ШЛИФОВАНИЯ | 2009 |
|
RU2429961C1 |
| Ролик ленточношлифовального станка | 1985 |
|
SU1291375A1 |
КОНТАКТНЫЙ РОЛИК, вьшолненный в виде корпуса с закрепленным на его периферии ободом, о т л и ч а rent и и с я тем, что, с целью расширения технологических возможностей ролика, обод вьшолнен в виде опорных многогранных элементов с гранями разной твердости, установленных на корпусе с возможностью синхронного поворота вокруг своих осей.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Паньков Л.А., Костин Н.В | |||
| Ленточное шлифование высокопрочных материалов | |||
| М., 1978, с | |||
| Прялка для изготовления крученой нити | 1920 |
|
SU112A1 |
