Изобретение относится к обработке деталей бесконечной абразивной лентой, в частности к конструкции контактного ролика для ленточно-шлифовального станка.
Цель изобретения - повышение стойкости шлифовальной ленты путем уменьшения ее автоколебаний за счет выполнения контактного ролика с нелинейно уменьшаемой упругостью эластичного слоя.
На фиг. 1 показан предлагаемый ролик, разрез; на фиг. 2 - сечение А-А на фиг. 1.
Контактный ролик ленточно-шлифовального станка содержит цилиндрический корпус 1 из твердого материала и расположенный на его периферии эластичный обод 2, например, из резины с модулем упругости 60 кг/см 2. С внутренней асти эластичного обода 2 выполнены с равномерным шагом по длине и ширине обода несквозные конические отверстия 3, расположенные в шахматном порядке с шагом, равным удвоенному максимальному размеру их сечения. Отверстия 3 сужаются в сторону периферии обода 2 в радиальном направлении, например, по форме образующей усеченного конуса высотой 13 мм и наибольшим диаметром 15 мм при его основании, уменьшаемым в радиальном направлении до 4 мм. Отверстия смешены, на 2-5 мм от периферии обода 2, и их площадь сечения монотонно расширяется в сторону оси цилиндрического корпуса 1. Для упрощения технологии выполнения отверстий 3 в цилиндрическом корпусе 1 могут быть выполнены сквозные отверстия, ось которых совмещена с осью отверстий 3.
Изобретение обеспечивает выполнение контактного ролика с уменьшаемой нелинейно жесткостью в контакте эластичного обода 2 с обрабатываемой деталью в радиальном направлении.
Устройство работает следующим образом.
В процессе ленточного шлифования сообщают продольную подачу детали со скоростью Ц , например, в диапазоне 3-12 м/мин, а абразивной ленте, огибающей эластичный обод 2 контактного ролика, - вращение со скоростью U , например, в диапазоне U 3-20 м/с.
Ленту подводят для соприкосновения с обрабатываемой деталью, поджимают ее эластичным ободом 2 вращаемого контакт.ного ролика к детали, создают площадку
контакта между ними и обеспечивают постоянное удельное давление ленты на деталь.
В момент контакта ленты с повыщенной толщиной абразивного покрытия или с участком детали, содержащим неравномерный припуск, а также при биении ролика вследствие эксцентричной его посадки на опоре увеличивается радиальное смещение периферии эластичного обода 2 с абразивной лентой в сторону оси вращения ролика,
5 повышается площадь контакта ленты с обрабатываемой деталью за счет уменьшаемой в радиальном направлении жесткости эластичного обода 2. по толщине, и обеспечивается постоянное удельное давление на ленту. В момент контакта обрабатываемой детали с участком ленты с пониженной толщиной абразивного покрытия или при уменьшении радиального смещения цилиндрического корпуса 1 относительно детали при его биении уменьшается площадь контакта
5 ленты и обеспечивается постоянное удель ное давление между лентой и обрабатываемой деталью.
При работе с тяжелыми режимами и увеличении нормальной силы прижима контактного ролика к обрабатываемой детали также увеличивается площадь контакта ленты. При этом за счет уменьшаемой по толщине обода 2 жесткости обеспечивается постоянное удельное давление в контакте между деталью и абразивным покрытием
, ленты независимо от силы прижима, что стабилизирует процесс ленточного шлифования.
Стабилизация удельного давления между абразивным покрытием ленты и обрабатываемой деталью уменьшает неоднородность щероховатости на детали и износ абра1зивных зерен на ленте, а также исключает изменение характеристик силы трения во времени, обеспечивает расширение области устойчивости процесса и снижение уровня автоколебаний ленты, вследствие чего улучшается качество обработанной поверхности, увеличиваются стойкость абразивной ленты и производительность.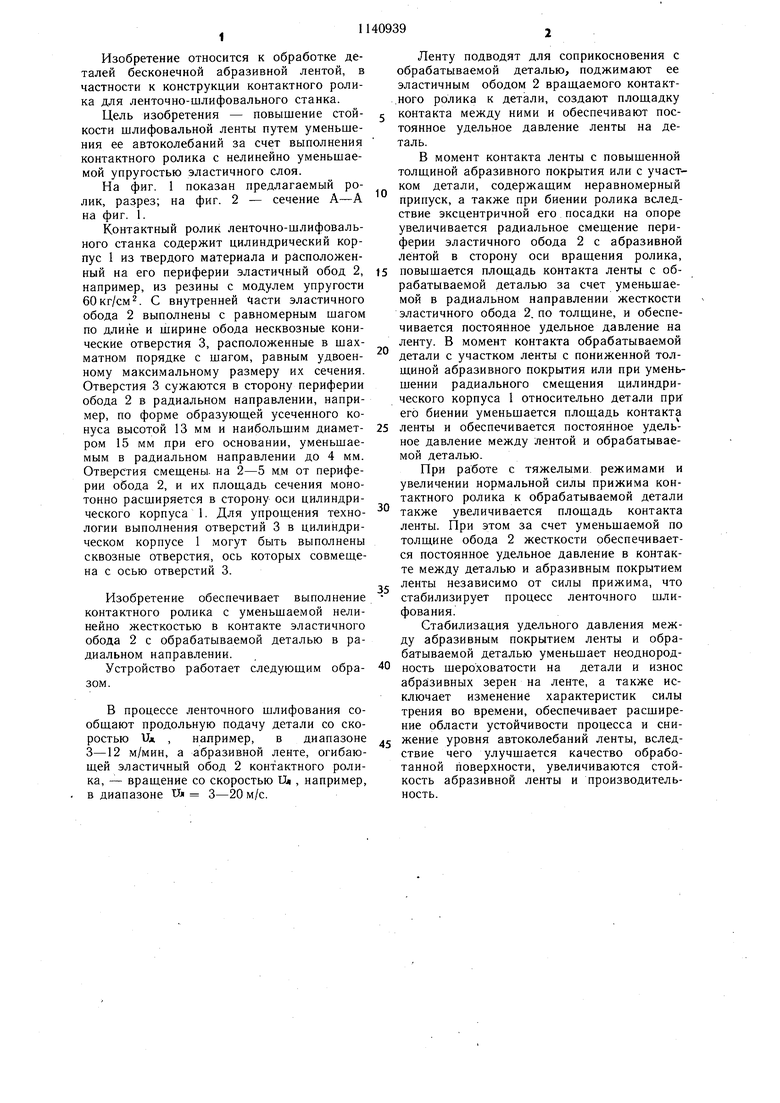
| название | год | авторы | номер документа |
|---|---|---|---|
| Эластичный абразивный круг | 1978 |
|
SU774935A1 |
| Эластичный абразивный круг | 1981 |
|
SU963844A2 |
| Устройство для ленточного шлифования | 1984 |
|
SU1253761A1 |
| Контактный ролик | 1982 |
|
SU1036503A1 |
| Способ ленточного шлифования | 1984 |
|
SU1247244A1 |
| Контактный элемент для ленточного шлифования | 1985 |
|
SU1284796A1 |
| Устройство для шлифования внутренних поверхностей обечаек | 1985 |
|
SU1315245A1 |
| Торцовый лепестковый круг | 1991 |
|
SU1815201A1 |
| Прерывистый шлифовальный круг | 1987 |
|
SU1495104A1 |
| Контактный ролик | 1980 |
|
SU1060435A1 |
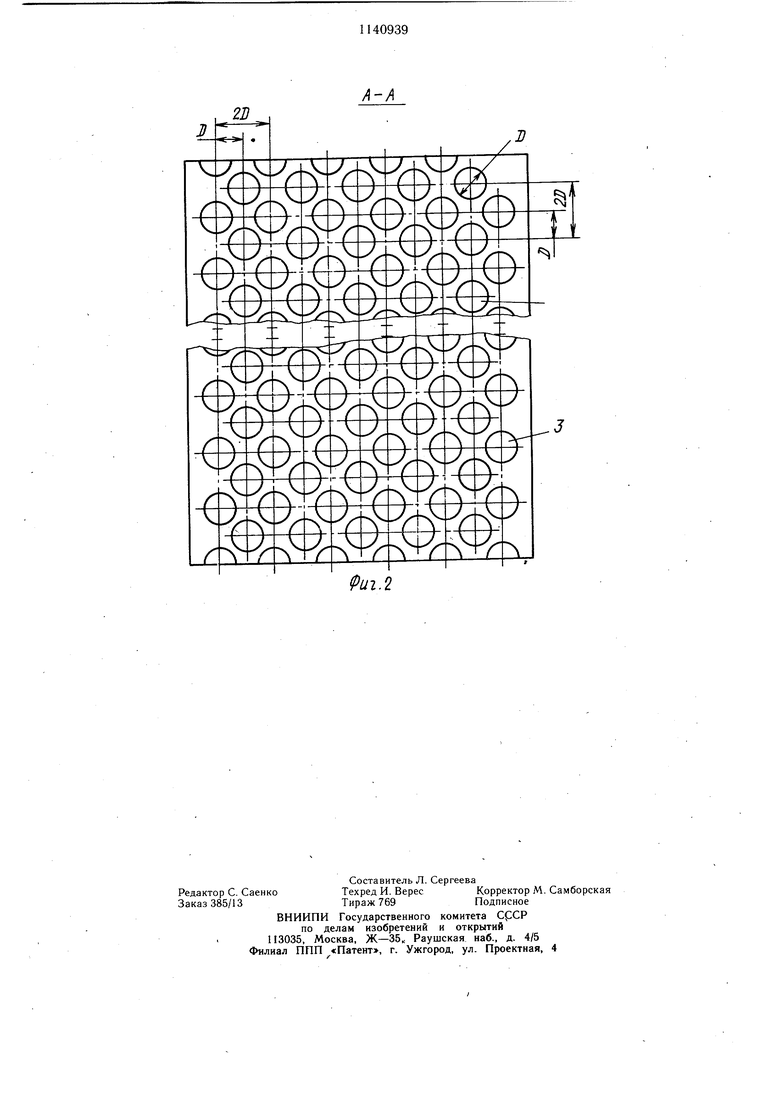
КОНТАКТНЫЙ РОЛИК ДЛЯ ЛЕНТОЧНО-ШЛИФОВАЛЬНОГО СТАНКА, выполненный в виде корпуса, несущего эластичный обод с равномерно расположенными несквозными отверстиями, отличающийся тем, что, с целью повыщения стойкости шлифовальной ленты путем уменьшения ее автоколебаний, указанные отверстия выполнены коническими с уменьшающимся сечением в сторону периферии обода и расположены радиально в шахматном порядке с. внутренней части обода. (Л СО 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3188775, кл | |||
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| Приводный механизм в судовой турбинной установке с зубчатой передачей | 1925 |
|
SU1965A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
