Изобретение относится к обработке металлов давлением и может быть использовано в машиностроительной, автомобильной и других областях промышленности и предназначено для изготовления деталей из листа методом гибки по оправке с осевым растяжением заготовки.
Наиболее близким по технической суш,ности и достигаемому результату является устройство фирмы Хаффорд, содержашее станину, расположенные на ней рычаги, которые поворачиваются на осях, перпендикулярных плоскости станины, каретки, перемещаюш,иеся вдоль рычагов, растяжные цилиндры, зажимные губки, поворачиваюшиеся в плоскости зажима губок с помощью гидропривода 1.
Данное устройство позволяет изготавливать листовые детали цилиндрической и конической формы. Однако при изготовлении конических деталей происходит перетяжка материала по большему диаметру, возможно появление складок на заготовке по меньшему диаметру, что снижает качество детали, особенно при изготовлении деталей из сотовых панелей.
Цель устройства - повышение качества конических деталей.
Поставленная цель достигается тем, что в устройстве для получения цилиндрических и конических деталей путем гибки с растяжением листового материала, содержащем гибочные рычаги, установленные на станине с возможностью поворота, каретки, смонтированные на рычагах с возможностью перемещения вдоль них, и расположенные на каждой каретке растяжные цилиндры, установленные поворотно вокруг осей, параллельно осям поворота рычагов, зажимные губки, смонтированные в корпусе, шарнирно закрепленном посредством вилки на штоке растяжного цилиндра с возможностью поворота в плоскости зажима губок, и привод этого поворота в виде силового цилиндра, в каждом корпусе зажимных губок выполнен дуговой паз с центром окружности, расположенным по оси симметрии корпуса, а шарнирное крепление вилки и корпуса выполнено в виде двух симметричных относительно оси растяжного цилиндра роликов с осями, закрепленными на вилке, а ролики размещены в упомянутом пазу с возможностью поворота вокруг осей, вилка установлена относительно штока растяжного цилиндра также с возможностью поворота вокруг его оси, при этом устройство снабжено силовым цилиндром, шток и корпус которого связаны с вилкой и штоком растяжного цилиндра, а корпус цилиндра привода поворота в плоскости зажима губок шарнирно связан с вилкой.
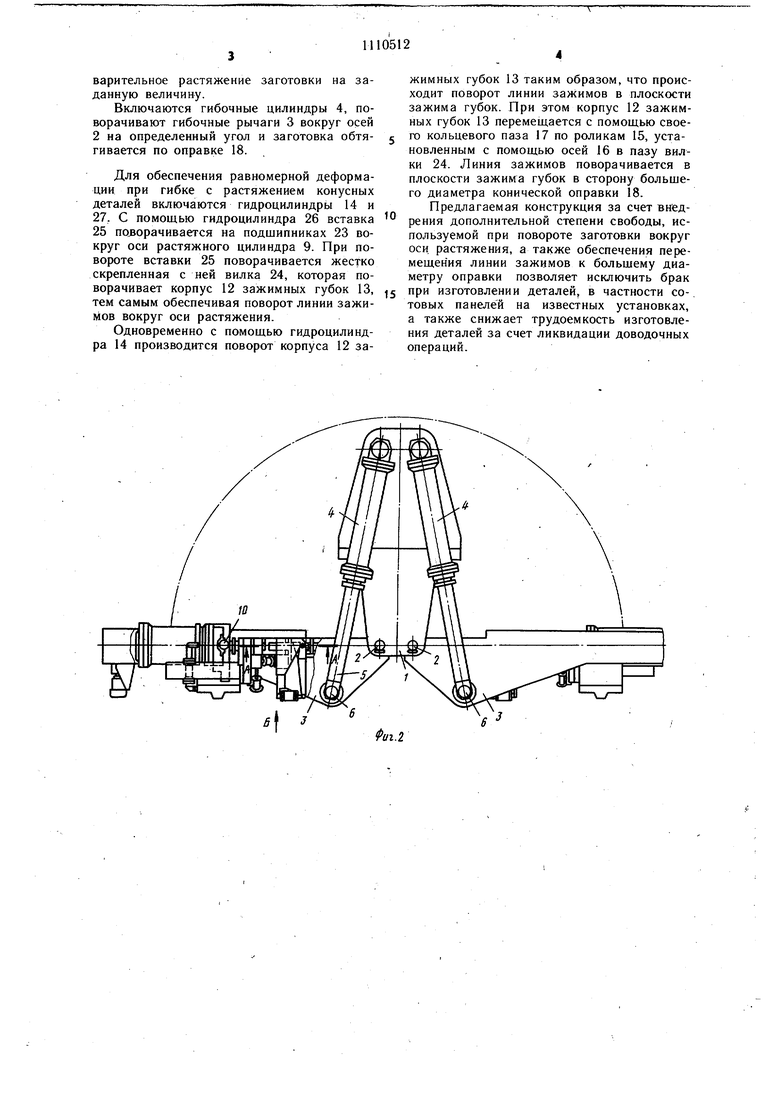
На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, вид сверху;
на фиг. 3 - разрез А-А на фиг. 2; на фиг. 4 - вид Б на фиг. 2.
Устройство содержит станину 1, по обеим сторонам которой шарнирно с помощью осей 2, перпендикулярных плоскости станины I, закреплены гибочные рычаги 3. Гибочные цилиндры 4 крепятся к станине 1, а концы штоков 5 цилиндров 4 шарнирно крепятся к гибочным рычагам 3 с помощью осей 6.
На направляющих 7 гибочных рычагов 3 установлены каретки 8 с возможностью перемещения вдоль рычагов 3. В каждой каретке 8 установлен растяжной цилиндр 9 с возможностью поворота на осях 10, параллельных осям 2 поворота гибочных рычагов 3. Со штоком 11 растяжного цилиндра 9 шарнирно связан корпус 12 зажимных губок 13.
Шарнирная связь этих элементов с помощью гидроцилиндра 14 обеспечивает по0 ворот корпуса 12 в плоскости зажима губок 13 и выполнена в виде роликов 15, поворотно установленных на осях 16 симметрично оси растяжного цилиндра 9 и расположенных в пазу 17, выполненном в корпусе 12 зажимных губок 13. Паз 17 выполнен по дуге окружности с центром О, расположенным на оси растяжного цилиндра 9 перед зажимными губками 13 между встречно расположенными гибочными рычагами 3.
Центр О необходимо расположить перед 0 линией зажимов для обеспечения перемещения линии зажимов к большему основанию конической оправки 18, установленной на станине 1.
Кроме того, корпус 12 зажимных губок 13 установлен с возможностью поворота и 5 вокруг оси растяжного цилиндра 9. Для этого на шток 11 растяжного цилиндра 9 через фланец 19 и плиту 20 жестко закреплен корпус 21, в котором на подшипниках 22 и 23 качения установлена жестко закрепQ ленная на вилке 24 вставка 25. Привод этого поворота выполнен в виде дополнительного гидроцилиндра 26, шток 27 которого шарнирно соединен с плитой 20, а корпус шарнирно связан с вста)жой 25. Шток 28 гидроцилиндра 14 шарнирно связан с хор5 пусом 12 зажимных губок 13, а корпус его шарнирно связан с вставкой 25.
Устройство работает следующим образом.
Перед установкой заготовки каретки 8
перемещаются с помощью механического
привода (не показан) по направляющим 7
гибочных рычагов 3 в исходное положение,
определяемое длиной заготовки.
Заготовка вставляется в зажимные губки 13 и зажимается. Включаются растяжные 55 цилиндры 9, корпусы .12 зажимных губок 13, укрепленные на штоках растяжных цилиндров 9, перемещаются и производят предварительное растяжение заготовки на заданную величину.
Включаются гибочные цилиндры 4, поворачивают гибочные рычаги 3 вокруг осей 2 на определенный угол и заготовка обтягивается по оправке 18.
Для обеспечения равномерной деформации при гибке с растяжением конусных деталей включаются гидроцилиндры 14 и 27. С помощью гидроцилиндра 26 вставка 25 поворачивается на подшипниках 23 вокруг оси растяжного цилиндра 9. При повороте вставки 25 поворачивается жестко скрепленная с ней вилка 24, которая поворачивает корпус 12 зажимных губок 13, тем самым обеспечивая поворот линии зажимов вокруг оси растяжения.
Одновременно с помощью гидроцилиндра 14 производится поворот корпуса 12 зажимных губок 13 таким образом, что происходит поворот линии зажимов в плоскости зажима губок. При этом корпус 12 зажимных губок 13 перемещается с помощью своего кольцевого паза 17 по роликам 15, установленным с помощью осей 16 в пазу вилки 24. Линия зажимов поворачивается в плоскости зажима губок в сторону большего диаметра конической оправки 18.
Предлагаемая конструкция за счет внедрения дополнительной степени свободы, используемой при повороте заготовки вокруг оси. растяжения, а также обеспечения перемещения линии зажимов к больщему диаметру оправки позволяет исключить брак при изготовлении деталей, в частности сотовых панелей на известных установках, а также снижает трудоемкость изготовления деталей за счет ликвидации доводочных операций.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для гибки профилей намоткой | 1978 |
|
SU745574A1 |
| УСТРОЙСТВО ДЛЯ ГИБКИ И ЗАЖИМА ТРУБ | 1992 |
|
RU2043803C1 |
| ГИБОЧНО-РАСТЯЖНОЙ СТАНОК | 1970 |
|
SU282276A1 |
| Станок для гибки с растяжением профилей | 1990 |
|
SU1779433A1 |
| Манипулятор | 1980 |
|
SU874329A1 |
| ТРУБОГИБОЧНЫЙ СТАНОК | 2004 |
|
RU2270733C1 |
| Автомат для изготовления пружинных шайб | 1983 |
|
SU1161217A1 |
| Обтяжной пресс | 1975 |
|
SU841999A1 |
| Трубогибочный комплекс | 1987 |
|
SU1470389A1 |
| Клещевая подача для универсально-гибочных автоматов с приводом от центральной шестерни | 1987 |
|
SU1547916A1 |

УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ЦИЛИНДРИЧЕСКИХ И КОНИЧЕСКИХ ДЕТАЛЕЙ ПУТЕМ ГИБКИ С РАСТЯЖЕНИЕМ ЛИСТОВОГО МАТЕРИАЛА, содержащее гибочные рычаги, установленные на станине с возможностью поворота, каретки, смонтированные на рычагах с возможностью перемещения вдоль них, и расположенные на каждой каретке растяжные цилиндры,установленные, поворотно вокруг осей, параллельных осям поворота рычагов, зажимные губки, смонтированные в корпусе, шарнирно закрепленном посредством вилки на щтоке растяжного цилиндра с возможностью поворота в плоскости зажима губок, и привод этого поворота в виде силового цилиндра, отличающийся тем, что, с целью повышения качества конических деталей, в каждом корпусе зажимных губок выполнен дуговой паз с центром окружности, расположенным по оси симметрии корпуса, а щарнирное крепление вилки и корпуса выполнено в виде двух симметричных относительно оси растяжного цилиндра роликов с осями, закрепленными на вилке, а ролики размещены в упомянутом пазу с возможностью поворота вокруг осей, вилка установлена относительно штока растяжного i цилиндра также с возможностью поворот а вокруг его оси, при этом устройство (Л жено силовым цилиндром, шток и корпус которого соответственно связаны с вилкой и штоком растяжного цилиндра, а корпус цилиндра -привода поворота в плоскости зажима губок шарнирно связан с вилкой. сд IsD
11
Ч
25
Фиг л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Белянин | |||
| П | |||
| Н | |||
| Технология и оборудование для производства широкофюзеляжных самолетов в США | |||
| М., Машгиз, 1979, с | |||
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
