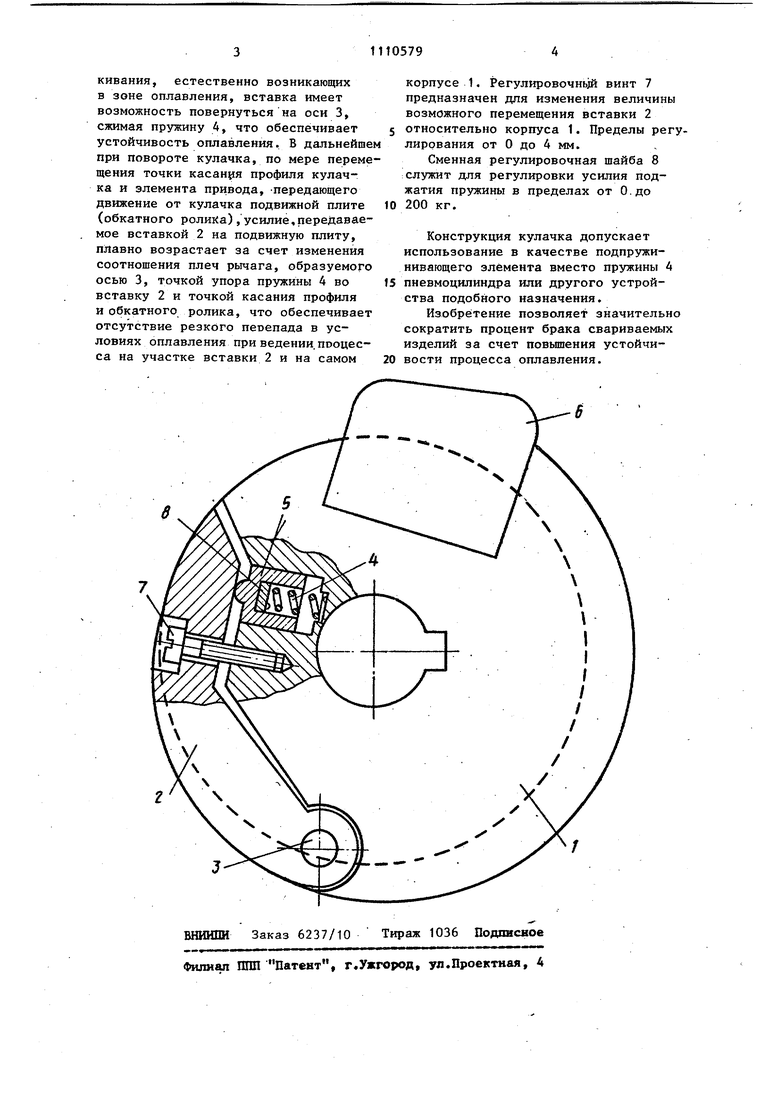
Устройство относится к сварке, в частности к оборудованию для стыковой сварки непрерьюным оплавление Известны приводы перемещения под вижной плиты на стыкосварочных машинах, в которых линейное перемещен в сторону сближения свариваемых заготовок передается подвижной плите с помощью профильного кулачка, крепящегося на выходном валу приводного редуктора, через обкатной ролик и систему рычагов СП и С2. Приводы подобного рода отличаются простотой и надежностью в эксплу тации, однако имеют некоторые недос татки. Технология контактной стыковой сварки оплавлением требует, скорость сведения свариваемых дета лей не превьщ1ала определенных значений, при которых процесс оплавления переходит в короткое замыкани торцов. Опасность возникновения коротких замыканий особенно велика в начальньш период сварки (возбуждени оплавления), когда торцы деталей ещ не разогреты. Для достижения стабил ного качества сварных соединений те нология сварки предусматривает также увеличение скорости сведения свариваемых деталей на последней ст дии оплавления перед осадкой (форсй ровки) с целью защиты зоны сварки от окисления. В известных кулачковы приводах закон перемещения подвижной плиты машины задается профилем кулачка. При этом в начальной стади процесса оплавления скорость имеет небольшие значения вследствие малог угла наклона профиля кулачка, а в конце перед осадкой угол наклона профиля увеличивается, чем задается ускорение подвижной плиты (форси ровка). Общее изменение скорости оплавления в этих приводах осуществляется изменением передаточного числа приводного редуктора или регулированием скорости вращения приводного двигателя. При сварке относительно больших сечений необходимо понизить угловую скорость вращения кулачка, чтЪбы избежать коротких замыканий в момент первого соприкосновения торцов. Но это- прив дит к пропорциональному уменьщению скоросгти форсировки, что недопустимо (особенно при сварке высокоугле,родистых легированных сталей и цвет ных металлов), так как ухудшается качество сварных соединений. Ведение процесса на высоких скоростях неизбежно приводит к неустойчивости оплавления в начальный период сварки. Наиболее близким к предлагаемому является профильньш кулачок привода перемещения подвижной плиты стыкосварочной машины, содержащий корпус с рабочими участками, задающими скорость в периоды предварительного подогрева, оплавления, форсировки скорости и осадки, и сменные вставки С31 Наличие сменных вставок расширяет технологические возможности кулачка, однако не устраняет его Недостатка: неустойчивости процесса оплавления в начальный период сварки. Цель изобретения - повышение устойчивости оплавления. Поставленная цель достигается тем, что в профильном кулачке привода перемещения подвижной плиты стыкосварочной 4ашины, содержащем корпус с рабочими участками, задающими скорость в периоды подогрева, оплавления и осадки, и сменные вставки, вставка, расположенная на участке, задающем скорость оплавления, установлена с возможностью регулируемого по величине перемещения относительно корпуса кулачка и снабжена пружиной, размещенной между вставкой и корпусом. Кроме того, пружина снабжена сменной регулировочной шайбой. Наличие подпружиненной вставки обеспечивает возможность остановки или реверса подвижной плиты в процессе оплавления, что позволяет вести процесс на малых усилиях сближения деталей. Это условие значительно снижает опасность возникновения коротких замыканий и обеспечивает устойчивое оплавление.. На чертеже схематически изобра- . жено предлагаемое устройство. Устройство состоит из корпуса 1 профильного кулачка, профильной вставки 2 на оси 3, пружины 4 в оправке 5, вставки осадки 6, регулировочного винта 7 и сменной регулировочной щайбы 8. Перемещение подвижной плиты машины и подача свариваемых деталей в зону сварки начинается на профиле вставки 2. При увеличении сил оттал
| название | год | авторы | номер документа |
|---|---|---|---|
| Профильный кулачок | 1985 |
|
SU1301608A1 |
| Профильный кулачок | 1989 |
|
SU1703330A1 |
| Устройство для регулирования параметров процесса сварки в стыкосварочной машине | 1982 |
|
SU1066764A1 |
| Машина для контактной стыковой сварки оплавлением с предварительным подогревом | 1990 |
|
SU1770103A1 |
| Машина для стыковой контактной сварки оплавлением | 1983 |
|
SU1109284A1 |
| Устройство для управления стыкосварочной машиной | 1982 |
|
SU1053995A1 |
| Устройство для контактной стыковой сварки | 1990 |
|
SU1824272A1 |
| Машина для контактной стыковой сварки оплавлением с предварительным подогревом | 1976 |
|
SU766787A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 1999 |
|
RU2222415C2 |
| Привод перемещения подвижной плиты в машинах для стыковой контактной сварки | 1960 |
|
SU139381A1 |
1. ПРОФИЛЬНЫЙ КУЛАЧОК привода перемещения подвижной плиты стыкосварочной машины, содержащий ,корпус с рабочими участками, задающими скорость в периоды подогрева, оплавления и осадки, и сменные вставки, отличающийся тем, что, с целью повышения устойчивости оплавления, вставка, расположенная на участке, задающем скорость оплавления, установлена с возможностью регулируемого по величине перемещения относительно Koprtyca кулачка и снабжена пружиной, размещенной между вставкой и корпусом. 2. Кулачок по п. 1, отличающийся тем, что, с целью регулирования усилия отжатия встав ки, пружина снабжена сменной регулировочной щайбой.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПРИВОД ПЕРЕМЕЩЕНИЯ ПОДВИЖНОЙ ПЛИТЫ МАШИНЫ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1972 |
|
SU429913A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Контактная стыковая сварка труб | |||
| М., Машгиз, 1957, с | |||
| Питательный кран для вагонных резервуаров воздушных тормозов | 1921 |
|
SU189A1 |
