Изобретение относится к сварке, в частности к оборудованию для стыковой сварки оплавлением.
Цель изобретения - повышение производительности и качества сварки, а также снижение припуска на оплавление за счет реализации профильным кулачком метода импульсного оплавления, обеспечивающего интенсификацию нагрева свариваемых изделий на ста- дии оплавления в процессе их сварки.
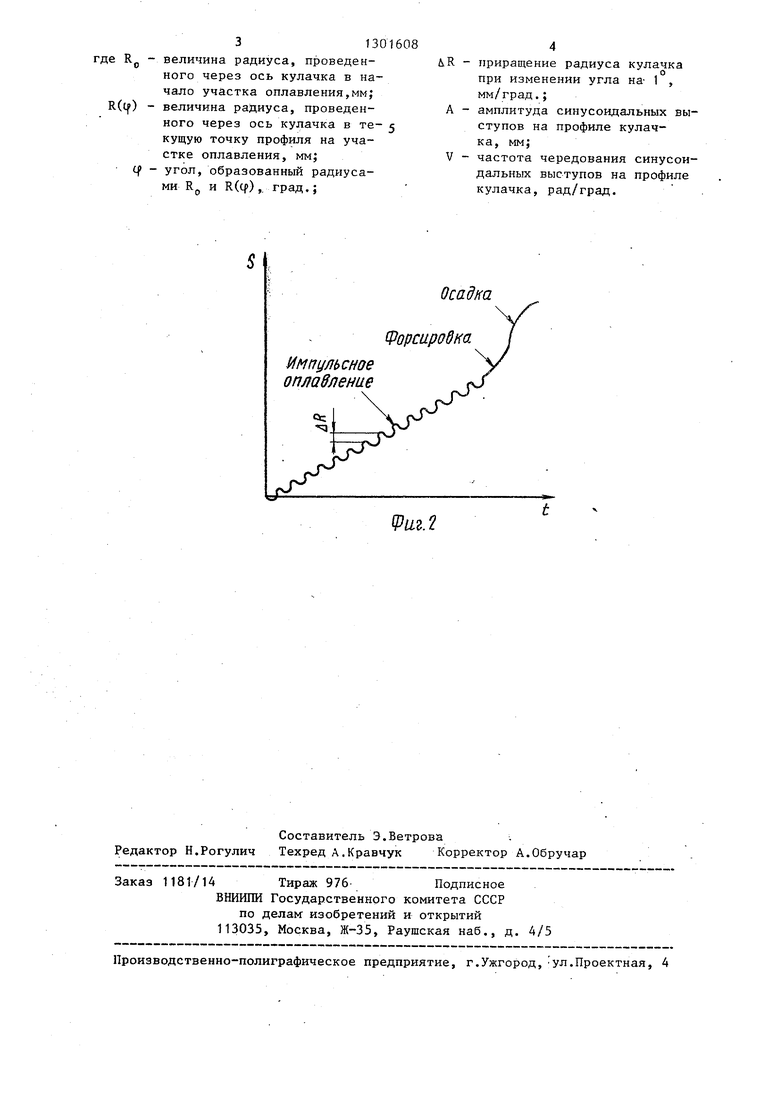
На фиг. 1 изображена конструкция кулачка; на фиг. 2 - диаграмма перемещения подвижной плиты.
Профильный кулачок содержит после- довательно участки: исходного положения 1, импульсного оплавления 2, фор- сировки 3, осадки 4. С кулачком связан обкатный ролик 5, которьш передает движение подвижной плите машины. Подвижная плита с обкатным роликом 5 прижимается к профилю кулачка усилием, прикладываемым со стороны неподвижной плиты, как это осуществляет
ся на всех кулачковых приводах, за счет чего происходит возвратное движение подвижной плиты на участках впадин. Кулачок вращается на выходном валу редуктора и угловая скорость его вращения V определяется скоростью вращения приводного электродвигателя и передаточным числом редуктора, которое может изменяться (например, с помощью сменных шестерен или клино- ременного вариатора).
Угловая скорость вращения опредеср
ляется как , где cf - угол поворота кулачка, который соответствует углу ср между текущим и начальным радиу- сами кулачка, град; t - время поворота, с.
Таким образом, угол поворота за время t cf V-1. Профиль кулачка на
участке оплавления выполнен по закону
R(qi) К +ДК Ч +А sin(V (f), де RQ - величина радиуса, проведенного через ось кулачка в начало участка оплавления, мм; jO R(q)) - радиуса, проведенного через ось кулачка в текущую точку профиля на участке оплавления, мм; i - угол, образованньй радиуса- 55
ми RO и R(cf), рад, UR - приращение радиуса кулачка при изменении угла на 1 , мм/град;
О
5
0
5
5
O 5
А - амплитуда синусоидальных
выступов на профиле кулачка, мм;
V - частота чередования синусоидальных выступов, рад/град. При вращении кулачка обкатный ролик 5 обкатывается по его профилю и подвижная плита повторяет в своем движении закон профиля.
Перемещение подвижной плиты определяется как
S(tp)R(4)-Rn;
S(q|) Rф-i-A sin(V t{),
поскольку угол поворота q) 5.t, закон перемещения подвижной плиты мащины во времени
S(t)uR- t+A sin(V..t).
Таким образом, реальный закон движения в период импульсного оплавления представляет собой сумму линейного перемещения подвижной плиты с постоянной скоростью U R- и колебательного движения с амплитудой А и частотой V. (фиг. 2).
Работу кулачка проводят на лабораторной установке. Интенсивность нагрева при оплавлении повьшгается. Кроме того, отмечают снижение припуска на оплавление и времени сварки, что позволяет сваривать заготовки из высокопрочных легированных сталей большего диаметра, для которых нежелателен длительный нагрев. Качество изделий повьшают за счет максимально благоприятных условий осадки.
Формула изобретения.
Профильный кулачок, задающий программу перемещения подвижной плиты машины для контактной стыковой сварки оплавлением, содержащий корпус с рабочими участками, задающими скорость в периоды оплавления, форсиров- ки и осадки, отличающийся тем, что, с целью повышения производительности и качества сварки, а также снижения припуска на оплавление за счет реализации кулачком метода импульсного оплавления, обеспечивающего интенсификацию нагрева свариваемых заготовок на стадии оплавления в процессе их сварки, профиль кулачка на участке оплавления выполнен по закону
R (ср) Rj, + UR-Ц)+А. S in (Vcp)
31301608
де Rp - величина радиуса, проведен- iR - кого через ось кулачка в начало участка оплавления,мм;
R(() - величина раДиуса, проведен- А - ного через ось кулачка в те- j кущую точку профиля на участке оплавления, мм;V - tp - угол, образованный радиусами RP и R(q),, град.;
приращение радиуса кулачка при изменении угла на- 1 , мм/град.;
амплитуда синусоидальных выступов на профиле кулачка, мм;
частота чередования синусоидальных выступов на профиле кулачка, рад/град.
| название | год | авторы | номер документа |
|---|---|---|---|
| Профильный кулачок | 1989 |
|
SU1703330A1 |
| Профильный кулачок | 1983 |
|
SU1110579A1 |
| Устройство для контактной стыковой сварки | 1990 |
|
SU1824272A1 |
| Устройство автоматического управления процессом контактной стыковой сварки оплавлением | 1989 |
|
SU1685657A1 |
| Машина для контактной стыковой сварки оплавлением с предварительным подогревом | 1990 |
|
SU1770103A1 |
| Способ контроля скорости и перемещения подвижной плиты стыковой сварочной машины | 1986 |
|
SU1447603A1 |
| Способ управления процессом стыковой сварки оплавлением | 1991 |
|
SU1757818A1 |
| Машина для контактной стыковой сварки оплавлением с предварительным подогревом | 1976 |
|
SU766787A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 1999 |
|
RU2222415C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЛИННОМЕРНЫХ ШЛИЦЕВЫХ ВАЛОВ С ХВОСТОВИКОМ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 1998 |
|
RU2132762C1 |
Изобретение .касается сварки и. может быть использовано в машинах для контактной стыковой сварки оплав- лением Изобретение повышает производительность и качество сварки, а . tl также уменьшает припуск на оплавление. Профильный кулачок выполнен с рабочими участками 1-4, задающими скорость подвижной плите сварочной машины, соответственно в периоды исходного положения, импульсного оплавления, форсировки, осадки. Кулачок взаимодействует с обкатным роликом 5, передающим усилие на подвижную плиту сварочной машины. Рабочий участок 2 импульсного ог1лавления выполнен по закону, обеспечивающему скорость перемещения подвижной плиты сварочной машины, состоящую из двух составляющих - постоянной скорости вперед и знакопеременной синусоидальной ско- д рости. Геометрическая сумма этих ско- ростей обеспечивает реализацию кулачком метода импульсного оплавления. 2 ил. сл / fto а.-(
Импульсное оплавление
Осадка
Форсиробна
иг.г
Составитель Э.Ветрова Редактор Н.Рогулич Техред А.Кравчук Корректор А.Обручар
Заказ 1181/14 Тираж 976- Подписное ВНИИПИ Государственного комитета СССР
по делак изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
| Профильный кулачок | 1983 |
|
SU1110579A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
