Изобретение относится к сварке и может быть использовано в машинах для контактной стыковой сварки оплавлением.
Целью изобретения является повышение качества сварного соединения и производительности сварки, а также расширение диапазона используемых при сварке материалов.
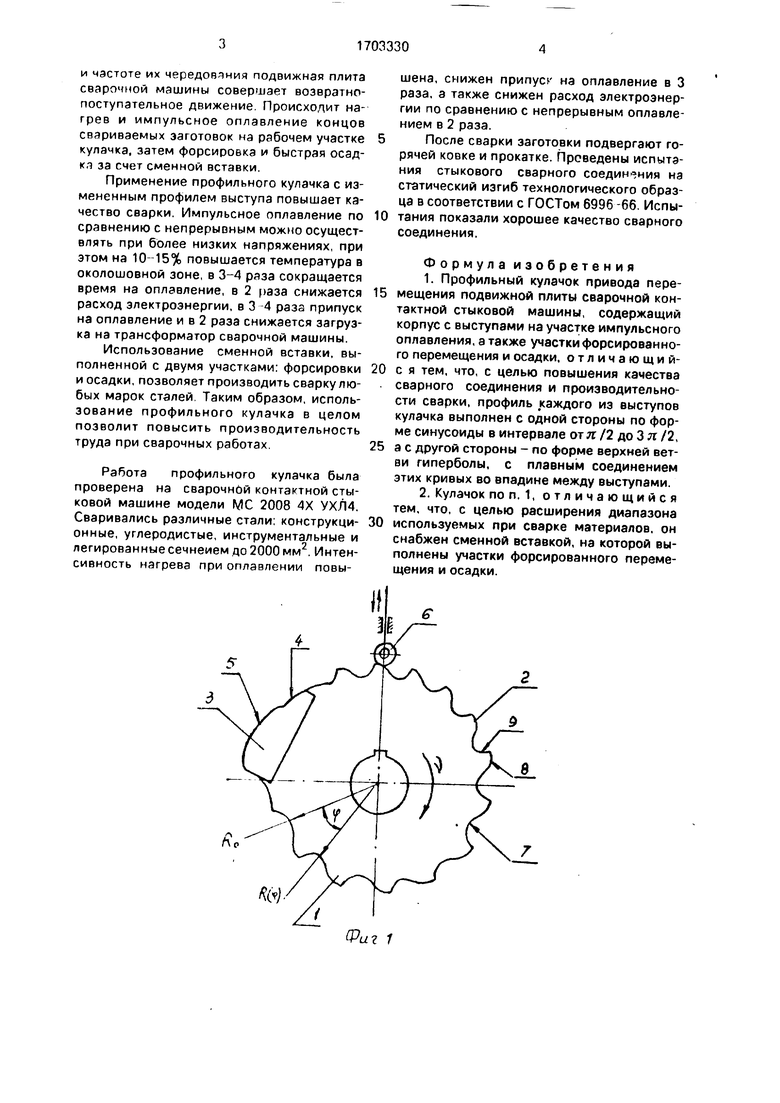
На фиг. 1 схематически представлено изображение профильного кулачка; на фиг. 2 - развернутая схема профиля выступа кулачка; на фиг. 3 - сменная вставка.
Профильный кулачок содержит корпус 1 с выступами 2 на участке импульсного оп- лавления, сменную вставку 3 с двумя участками: форсировки 4 и огадки 5. С кулачком связан обкатный ролик 6, который передает движение подвижной плите машины. Выступ профильного кулачка выполнен с одной стороны по форме синусоиды в интервале от я /2 до 3 я /2, а с другой стороны - по форме верхней ветви гиперболы. При этом во впадине 7 эти кривые плавно соединяются. Соединения кривых во впадине выполнены плавными линиями для того, чтобы обкатный ролик обкатывал выступ кулачка без ударов плавно.
Подвижная плита с обкатным роликом прижимается к профилю кулачка усилием, прикладываемым со стороны неподвижной плиты, как это осуществляется на всех кулачковых приводах, за счет чего происходит возвратное движение подвижной плиты на участках впадин 7. Кулачок вращается на выходном валу редуктора с угловой скоростью. При вращении кулачка обкатный ролик, набегая на выступ, двигается по кривой, которая выполнена по форме синусоиды в интервале от я /2 до 3 я /2. Происходит кратковременное смыкание концов заготовок. При движении обкатного ролика по противоположной стороне выступа, т.е. по кривой, выполненной по форме верхней ветви гиперболы, происходит разрыв двух концов заготовок. Благодаря амплитуде синусоидальных выступов на профиле кулачка
Ё
Х|
О GJ Сл) СО О
и частоте их чередования подвижная плита сварочной машины совершает возвратно- поступательное движение. Происходит нагрев и импульсное оплавление концов свариваемых заготовок на рабочем участке кулачка, затем форсировкз и быстрая осад- к.ч за счет сменной вставки.
Применение профильного кулачка с измененным профилем выступа повышает качество сварки. Импульсное оплавление по сравнению с непрерывным можно осуществлять при более низких напряжениях, при этом на 10-15% повышается температура в околошовной зоне, в 3-4 раза сокращается время на оплэвление, в 2 раза снижается расход электроэнергии, в 3-4 раза припуск на оплавление и в 2 раза снижается загрузка на трансформатор сварочной машины.
Использование сменной вставки, выполненной с двумя участками: форсировки и осадки, позволяет производить сварку любых марок сталей. Таким образом, использование профильного кулачка в целом позволит повысить производительность труда при сварочных работах.
Работа профильного кулачка была проверена на сварочнбй контактной стыковой машине модели МС 2008 4Х УХЛ4, Сваривались различные стали: конструкционные, углеродистые, инструментальные и легированныесечнеием до 2000 мм2. Интенсивность нагрева при оплавлении повышена, снижен припуск на оплавление в 3 раза, а также снижен расход электроэнергии по сравнению с непрерывным оплавле- нием в 2 раза.
После сварки заготовки подвергают горячей ковке и прокатке. Проведены испытания стыкового сварного соединения на статический изгиб технологического образца в соответствии с ГОСТом 6996-66. Испытания показали хорошее качество сварного соединения.
Формула изобретения
1. Профильный кулачок привода пере- мещения подвижной плиты сварочной контактной стыковой машины, содержащий корпус с выступами на участке импульсного оплавления, а также участки форсированного перемещения и осадки, отличающий- с я тем, что, с целью повышения качества сварного соединения и производительности сварки, профиль каждого из выступов кулачка выполнен с одной стороны по форме синусоиды в интервале от я /2 до 3 я /2, а с другой стороны - по форме верхней ветви гиперболы, с плавным соединением этих кривых во впадине между выступами.
2. Кулачок по п. 1, отличающийся тем, что, с целью расширения диапазона используемых при сварке материалов, он снабжен сменной вставкой, на которой выполнены участки форсированного перемещения и осадки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Профильный кулачок | 1985 |
|
SU1301608A1 |
| Профильный кулачок | 1983 |
|
SU1110579A1 |
| Устройство для контактной стыковой сварки оплавлением | 1988 |
|
SU1593834A1 |
| Машина для контактной стыковой сварки оплавлением с предварительным подогревом | 1990 |
|
SU1770103A1 |
| Устройство для контактной стыковой сварки | 1990 |
|
SU1824272A1 |
| ПРИСПОСОБЛЕНИЕ К СТЫКОВОЙ КОНТАКТНОЙ СВАРОЧНОЙ МАШИНЕ ДЛЯ АВТОМАТИЗАЦИИ СВАРОЧНОГО ПРОЦЕССА | 1946 |
|
SU69385A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1966 |
|
SU182804A1 |
| Устройство для стыковой контактной сварки цепей | 1990 |
|
SU1756064A1 |
| СПОСОБ КОНТАКТНОЙ СВАРКИ ОПЛАВЛЕНИЕМ | 1999 |
|
RU2222415C2 |
| Машина для контактной стыковой сварки оплавлением с предварительным подогревом | 1976 |
|
SU766787A1 |

Изобретение относится к сварке и может быть использовано в машинах для контактной стыковой сварки оглавлением. Цель изобретения - повышение качества сварного соединения и производительности сварки, а также расширение диапазона используемых при сварке материалов. Профильный кулачок выполнен с измененным профилем выступов: с одной стороны - по форме синусоиды в интервале от л/2 до 3 я /2, а с другой - по форме верхней ветви гиперболы, с плавным соединением этих кривых во впадине между выступами. Профильный кулачок снабжен сменной вставкой, на которой выполнены участки форсировки и осадки. 1 з.п. ф-лы. 3 ил.
5
W
еинмоиЗа
Фиг. 2
гиперВопа
i
| Профильный кулачок | 1985 |
|
SU1301608A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
