Изобретение относится к электроехнике, а именно к производству лектромагнитных реле.
Цель изобретения - повьшение прозводительности .за счет автоматиза- 5 ии процесса сборки.
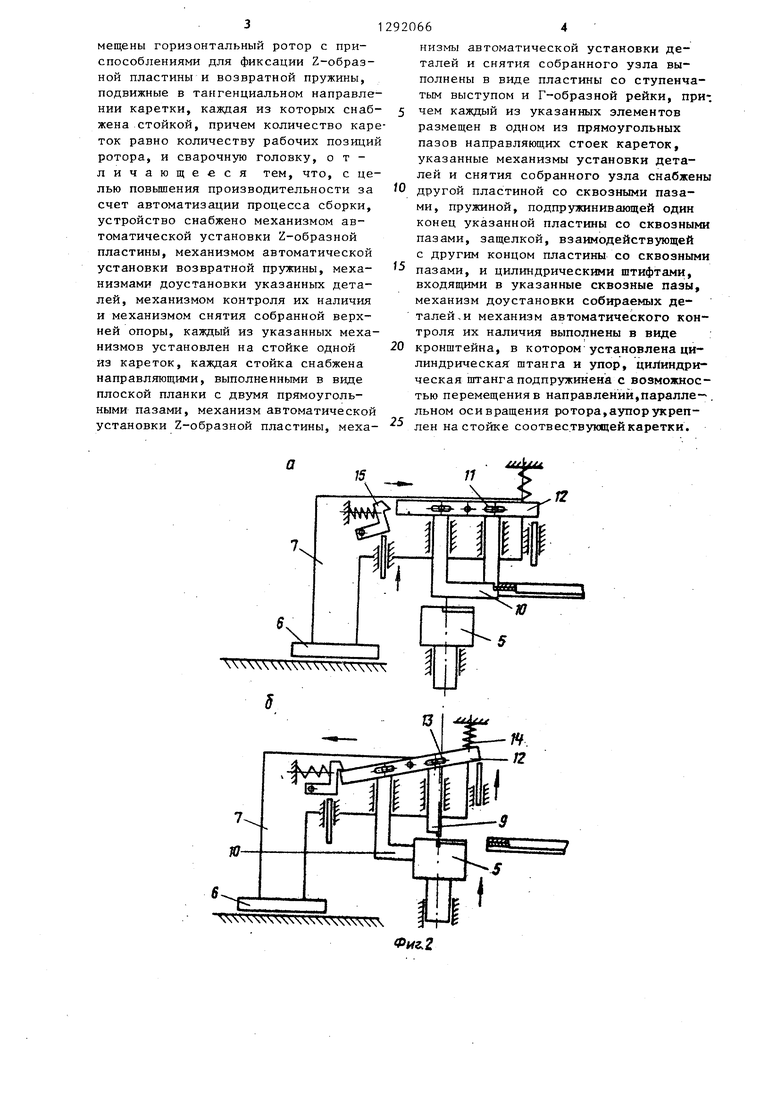
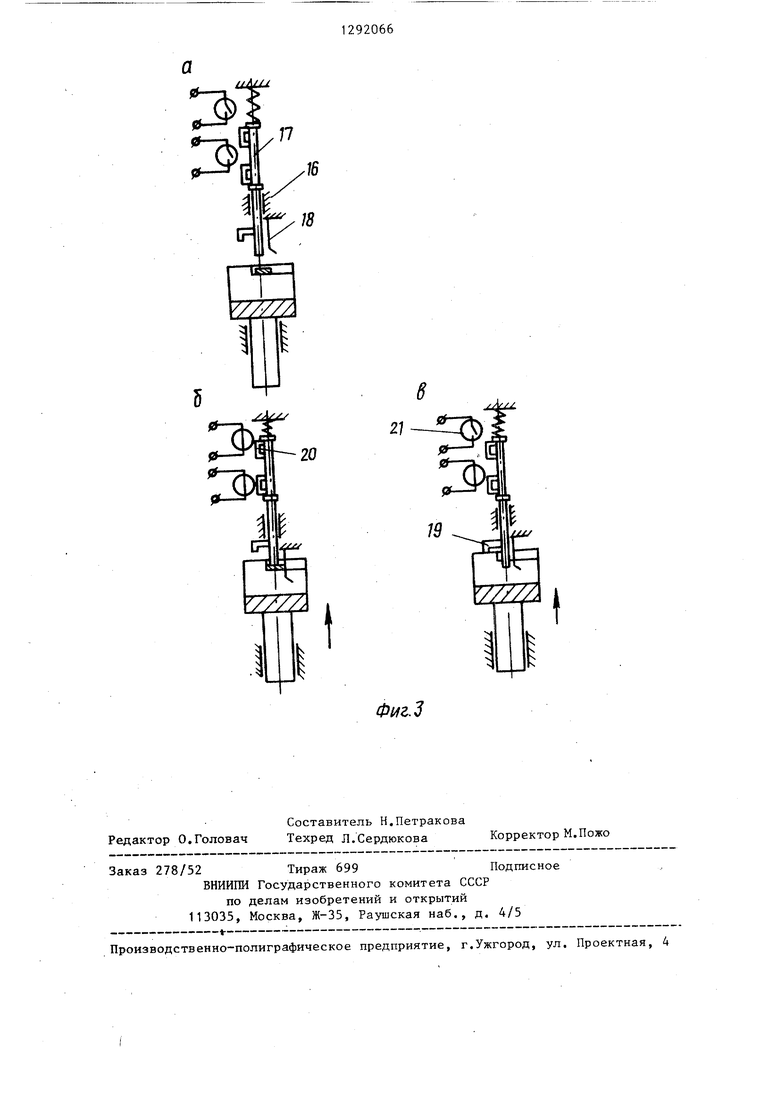
На фиг,1 схематично изображено стройство, план| на фиг,2 - мехаизмы автоматической установки Z- бразной пластины, возвратной пружк- 0 ны и снятия собранной верхней опоры; на фиг.З - механизм доустановки и контроля наличия деталей в трех полоелиях.
15
Устройство для сборки верхней опоры электромагнита, содержащей Z-об- разную пластину 1 и плоскую возврат- ную пружину 2, имеет стол 3,, на котором размещены горизонтальный ро- 20 тор 4 с приспособлениями 5 для фиксации Z-образной пластины и возвратной пружины 2, каретки 6 со стойками 7 и сварочная головка 8,
Механизмы автоматической установ- 25 ки Z-образной пластины, возвратной Пружины и снятия собранной верхней ойоры установлены на стойках 7 кареток 6 и каждое из них выполненб в виде пластины 9 со ступенчатым высту- ЗО пом и Г-образной рейки 10 с цилиндрическими штифтами 11 на концах. Пластина 9 и рейка 10 установлены в направлениях стоек 7 и соединены между собой пластиной 12 с двумя ,5 сквозными пазами 13, в которые входят штифты 11, Один конец планки 12 подпружинен пружиной 14, На стойке 7 на оси установлена подпружиненная защел- к.а 15, Механизмы доустановки и конт- 40 роля наличия собираемых деталей установлены ,н.а каретках 6 и выполнены в виде кронштейна 16 (на фиг,3 условно не показан) с подпружиненной и подвижной в направлении, параллель- 45 ному оси вращения ротора 4, цилиндрической штангой 17 и упором 18, укрепленном на стойке 7, Цилиндрическая штанга 17 снабжена консольным упором 19. На штанге укреплены пос- 50 тоянные магниты 20, а на кронштейне 16 - датчики 21, из механизмов установки снабжен вибробунк;е- ром 22 для Z-образной пластины 1 и вибробункером 23 для возвратной пру- жины 2„ Узел 24 собранной верхней опоры расположен в зоне сброса.
Устройство работает следующим образом.
Z-образная пластина 1 и возвратная пружина 2 ориентируются автоматически в вибробункерах 22 и 23. Пластина 9 и рейка 10 (фиг.2с1 ) сводятся и зажимают пластину 1 на рабочей позиции ее-установки (загрузки), пружину 2 на рабочей позиции ее установки и собранньй узел 24 (фиг.1) на рабочей позиции его снятия (разгрузки) . Затем каретки 6, перемещаясь тангенци,зльноJ подносят пластину 1 и пружину 2 в зону над приспособлениями 5, а узел 24 - в зону сброса. При этом планка 12, входя в зацепление с защелкой 15, поворачивается, и пластина 9 и рейка 10 расходятся, пластина } и пружина 2 попадают на приспособление 5, а зуел 24 сбрасьгоается в тару.
Затем пластина 9 и рейка 10 возвращаются в исходное положение, рото 4s поворачиваясь, переносит приспособления 5 под механизмы доустановки и контроля наличия соответственно пружины 2 и пластины 1 (фиг.За ), Приспособления 5, поднимаясь относительно ротора 4 (фиг.ЗS), подводят соответствующие детали под упоры 18. При этом детали фиксируются относительно базирую1цих поверхностей приспособлений. Затем при наличии детали штанга 17 наталкивается на нее и взаимодействие магнитов 20 и датчи- ,ков 21 разрешает дальнейшую работу устройства. При отсутствии детали в приспособлении 5 с последним входит в соприкосновение упор 19, который поднимает штангу 17 на меньшую высоту (фиг.З6), и от датчиков 21 поступает сигнал на остановку устройства. Наладчик, найдя причину сбоя, т.е. причину непопадания детали 1 или 2 в приспособления 2, устраняет ее и цикл работы устройства повторяется,,
Установка и конструктивное исполнение указанных механизмов позволяет автоматизировать процесс сборки верхней опоры электромагнита и повысить производительность труда.
Формула изобретения
Устройство для сборки верхней опоры электромагнита, выполненной в виде Z-образной пластины, жестко соединенной с плоской возвратной пружиной, содержащее стол, на котором раз3
мещены горизонтальный ротор с приспособлениями для фиксации Z-образ- ной пластины и возвратной пружины, подвижные в тангенциальном направлении каретки, каждая из которых снабжена стойкой, причем количество кареток равно количеству рабочих позиций ротора, и сварочную головку, отличающееся тем, что, с целью повышения производительности за счет автоматизации процесса сборки, устройство снабжено механизмом автоматической установки Z-образной пластины, механизмом автоматической установки возвратной пружины, механизмами доустановки указанных деталей, механизмом контроля их наличия и механизмом снятия собранной верхней опоры, каждый из указанных механизмов установлен на стойке одной из кареток, каждая стойка снабжена направляющими, выполненными в виде плоской планки с двумя прямоугольными пазами, механизм автоматической установки Z-образной пластины, меха920664
низмы автоматической установки деталей и снятия собранного узла выполнены в виде пластины со ступенчатым выступом и Г-образкой рейки, при- 5 чем каждый из указанных элементов размещен в одном из прямоугольных пазов направляющих стоек кареток, указанные механизмы установки деталей и снятия собранного узла снабжены
О другой пластиной со сквозными пазами, пружиной, подпружинивающей один конец указанной пластины со cквoзны ш пазами, защелкой, взаимодействующей с другим концом пластины со сквозными
пазами, и цилиндрическими штифтами, входящими в указанные сквозные пазы, механизм доустановки собираемых деталей, и механизм автоматического контроля их наличия выполнены в виде
20 кронштейна, в котором установлена ци- линдрическая штанга и упор, цилиндрическая штанга подпружинена с возможностью перемещения в направлений,паралле-. льном оси вращения ротора,аупорукреп лен на стойке соотвествующейкаретки.
а
12
20
yyyz
Редактор О.Головач
Составитель Н.Петракова
Техред Л.Сердюкова Корректор М.Пожо
Заказ 278/52Тираж 699Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
--- --- ----. - - - -- - - ---- - - ---. - - -- --. - -.-..
Производственно-полиграфическое предприятие, г.Ужгород, ул, Проектная, 4
Фиг.д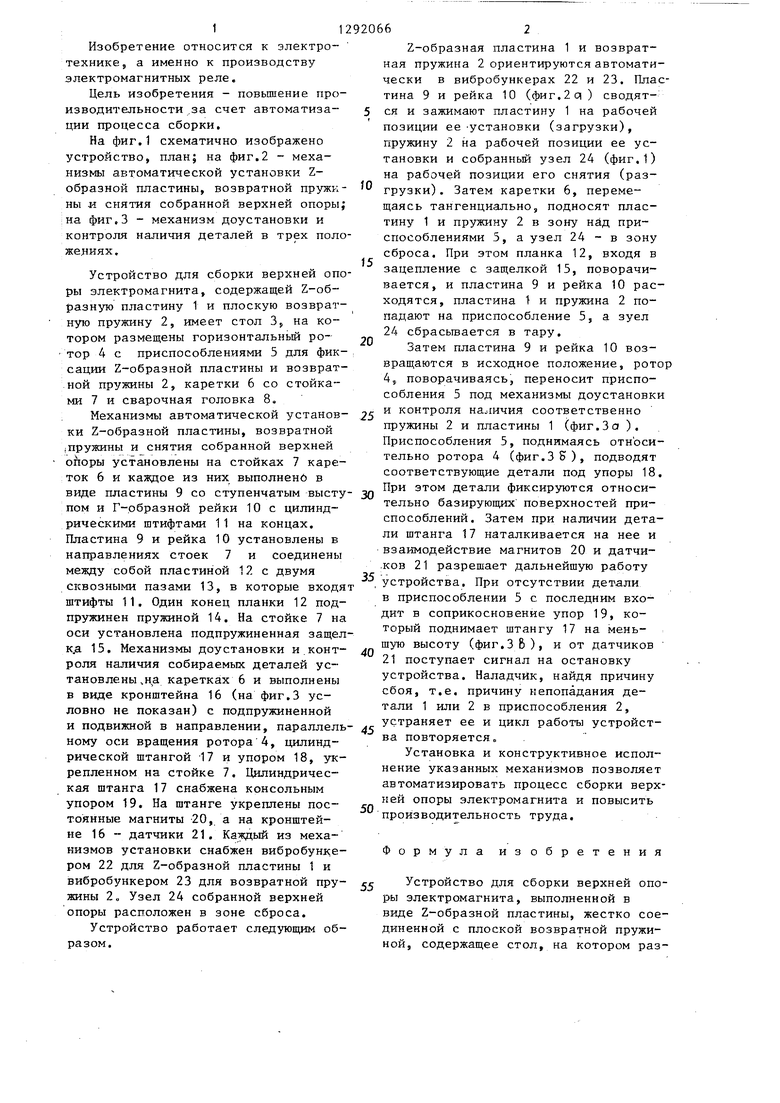
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки узла якоря с толкателем герметичного реле | 1983 |
|
SU1098049A1 |
| Полуавтомат для сборки магнитной и контактной систем герметичного реле | 1983 |
|
SU1111214A1 |
| Приспособление для сборки узла магнитной и контактной систем герметизированного реле | 1986 |
|
SU1397991A2 |
| Полуавтомат для сборки изделий типа галетных переключателей | 1981 |
|
SU1069971A1 |
| Полуавтомат для нанесения стачивающих и отделочных строчек на детали и узлы швейных изделий | 1961 |
|
SU140673A1 |
| Устройство для изготовления контактов реле | 1981 |
|
SU991525A1 |
| Приспособление для сборки магнитной системы электромагнитного реле | 1983 |
|
SU1094085A1 |
| Способ сборки электромагнитного реле | 1980 |
|
SU920883A1 |
| Автоматизированная сборочная линия | 1981 |
|
SU1013212A1 |
| Вагон для пакетированных грузов | 1988 |
|
SU1684200A1 |
Изобретение относится к электротехнике и может быть использовано для сборки верхней опоры электромагнита. Цель изобретения - повышение производительности за счет автоматизации процесса сборки. Устройство содержит стол 3, ротор 4 с приспособ лениями 5 для фиксации Z-образной пластины и возвратной пружины 2. Механизмы автоматической установки Z- образной пластины 1, возвратной пружины 2 и снятия собранной верхней опоры установлены на стойках 7 кареток 6. Каретки 6, перемещаясь тангенциально, подносят пластину 1 и пружину 2 в зону над приспособлениями 5, а узел 24 - в зону сброса. При повороте ротора 4 приспособления 5 переносятся под механизмы доустановки и контроля наличия. При отсутствии- детали в приспособлении 5 от датчиков поступает сигнал на остановку устройства, 3 ил. с S (Л 54 to iD Ю О GR О) гз ipta.f
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Фирма Дойч, Франция, 1980. | |||
