Изобретение относится к сварке и может быть использовано при сборке конструкций сложной формы из термопластичных материалов.
Известно устройство для ультразЕ уковой сварки пластмасс, содержащее акустический узел, волновод, опору и регулятор продолжительности пропускания ультразвука 1.
Недостатком устройства является невозможность использования для сварки пластмасс в труднодоступных местах, например в коробчатых конструкциях.
Наиболее близким по технической сущности и достигаемому результату к изобретению является устройство для ультразвуковой сварки деталей из полимерных материалов, содержащее опорный стол для свариваемых деталей и магнитострикционный преобразователь с закрепленным на нем изогнуть1м волноводом, связанный с механизмом , перемещения и с ультразвуковым генератором. Выполнение волновода изогнутым в известном устройстве позволяет сваривать детали в труднодоступных местах 2.
Недостаток указанного устройства заключается в том, что оно не обеспечивает качественной сварки деталей в труднодоступных местах из-за наличия поперечных колебаний рабочего торца волновода, которые могут вызвать взаимное смещение свариваемых деталей или выброс привариваемой детали, если она имеет неболыиие размеры.
Целью изобретения является обеспечение качественной сварки деталей в труднодоступных местах.
Указанная цель достигается тем, что в устройстве для ультразвуковой сварки деталей из полимерных материалов, содержащем опорный стол для свариваемых деталей и магнитострикционный преобразователь с закрепленным на нем изогнутым волноводом, связанный с механизмом перемещения и с ультразвуковым генератором, магнитострикционный преобразователь установлен под углом к столу, причем угол0 между нормалью к оси преобразователя и опорным столом определяется из соотношения
0 -/0,05 -,
где L -длина волновода, мм;
f -радиус инерции поперечного сечения выходной части магнитострикционного преобразователя, мм.
Такое выполнение устройства исключает поперечные колебания рабочего торца волновода при сварке деталей в трудно доступных местах.
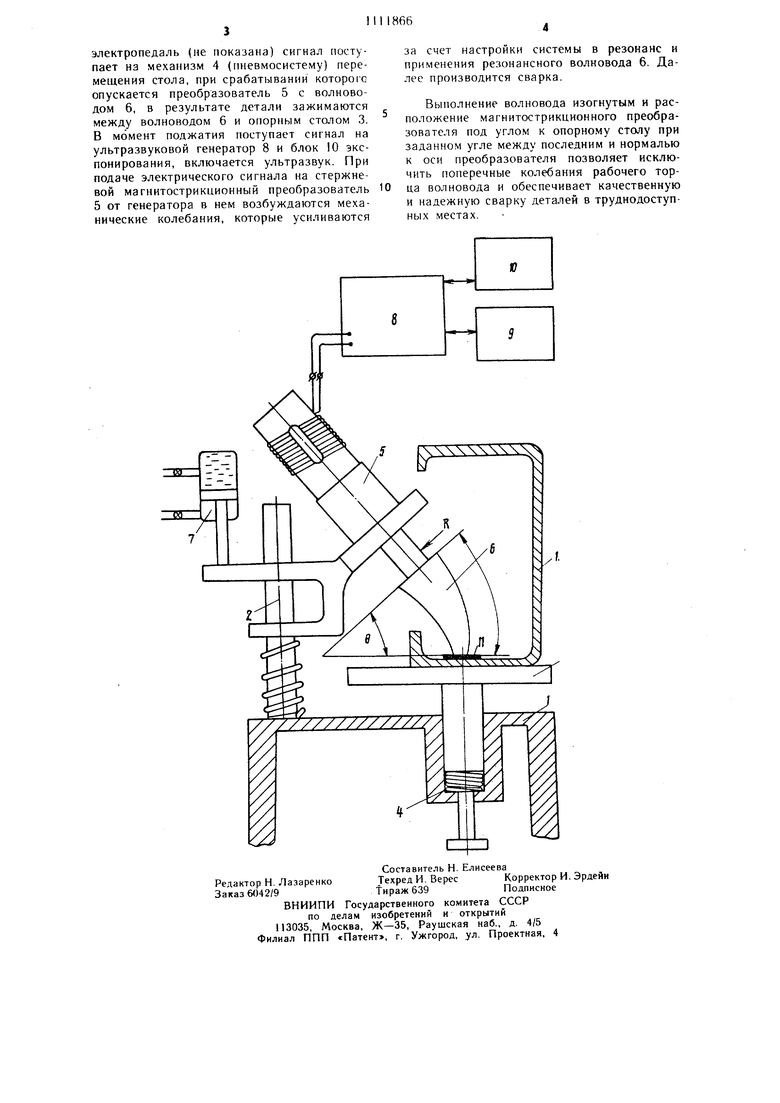
На чертеже схематически изображено предлагаемое устройство.
Устройство для ультразвуковой сварки деталей из полимерных материалов содержит сварную станину 1 с направляющей 2 и с подвижным опорным столом 3 для свариваемых деталей, регулятор 4 силы прижима деталей и стержневой магнитострикционный преобразователь 5 с изогнутым волноводом 6.
Магнитострикционный преобразователь 5 установлен по направляющей 2 и связан с механизмом 7 перемещения и с ультразвуковым генератором 8, на который поступает
сигнал от электропередачи (не показана). Устройство содержит также блок 9 контроля резонанса и блок 10 экспонирования. Магнитострикционный преобразователь расположен под углом к опорному столу,
причем угол между нормалью к оси преобразователя и опорным столом определяется из соотношения
6 УОЙОБ ,
0 где L -длина волновода, мм;
R -радиус инерции поперечного сечения выходной части магнитострикционнод-о преобразователя, мм.
г Выбор геометрических параметров преобразователя 5 и волновода 6 обусловлен следующим.
На свободном конце изогнутого волновода смещения, направленные вдоль его оси, обусловлены только волнами продоль0 ного типа, а смещения, направленные по нормали к оси, - волнами изгибного типа. При продольном возбуждении входного торца волновода в нем возникают волны продольного типа, а волны изгибного типа могут возникать только из-за связи между обо5 ими типами волн на возбуждаемом конце волновода. Величина этой связи зависит от кривизны б волновода, равной -, от радиуса инерции г входного торца волновода, от изгибной жесткости крепления входQ ного торца преобразователя, которая пропорциональна отнощению радиусов инерции поперечного сечения выходной части преобразователя и входного торца волновода R/r,H от длины волновода L. Таким образом, отнон1ение амплитуд смещения рабочего
5 торца по нормали к оси и по оси волновода зависит от величины
..l -( 0 -- . Экспериментально установлено, что при
..
,05 отношение поперечной и продольной амплитуд смещения на рабочем конце волновода меньще 0,1, которое, как экспериментально установлено, достаточно, что5 бы не происходило смещения привариваемых деталей.
Устройство работает следующим образом.
Свариваемые детали 1 1 и 12 устанавливаются на опорном столе. При нажатии на
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для ультразвуковой обработки материалов | 1980 |
|
SU878352A1 |
| Устройство для ультразвуковой сварки | 1976 |
|
SU590111A1 |
| Способ возбуждения изгибных колебаний в инструменте | 1973 |
|
SU460897A1 |
| Устройство для упрочнения деталей дробью | 1987 |
|
SU1447888A1 |
| Устройство для ультразвуковой правкиплАСТиНчАТыХ дЕТАлЕй | 1979 |
|
SU829250A1 |
| Способ ультразвуковой сварки и устройство для его осуществления | 1982 |
|
SU1093454A1 |
| УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 1997 |
|
RU2129942C1 |
| Устройство для ультразвуковой сварки корпусных деталей из полимерных материалов | 1988 |
|
SU1676820A1 |
| Устройство для ультразвуковой сварки деталей из термопластичных полимерных материалов | 1961 |
|
SU148509A1 |
| Устройство для ультразвуковой сварки | 1980 |
|
SU903030A1 |
УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ СВАРКИ ДЕТАЛЕЙ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ, содержащее опорный стол для свариваемых деталей и магиитострикционный преобразователь с закрепленным на нем изогнутым волноводом, связанный с механизмом перемещения и с ультразвуковым генератором, отличающееся тем, что, с целью обеспечения качественной сварки деталей в труднодоступных местах, магнитострикционный преобразователь установлен под углом к опорному столу, причем угол в между нормалью к оси преобразователя и опорным столом определяется из соотнощення G УО,05 J где L FL длина волновода, мм; радиус инерции поперечного сечения выходной части магнитострикционного преобразователя, мм. (Л
| I | |||
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОЙ СВАРКИ ПЛАСТМАСС | 0 |
|
SU176381A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Волков С | |||
| С | |||
| и др | |||
| Сварка пластмасс ультразвуком | |||
| М., «Химия, 1975, с | |||
| Солесос | 1922 |
|
SU29A1 |
