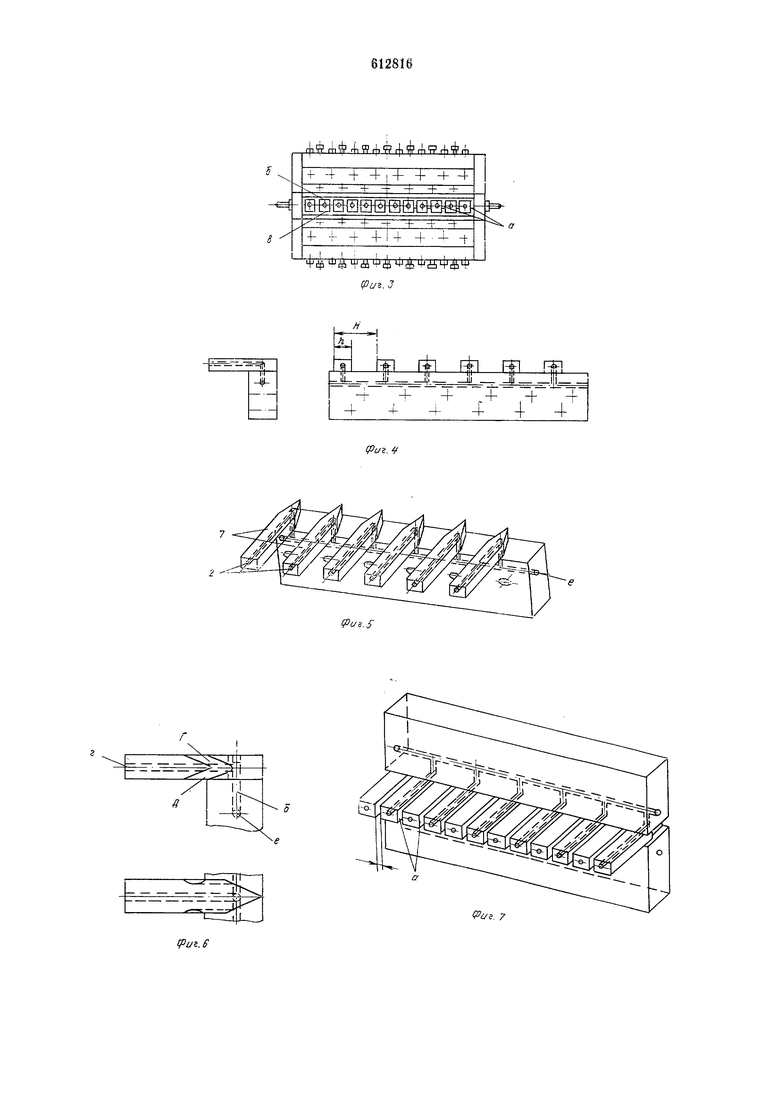
и б могут быть выполнены как целыми, так и составными. Гребенки 5 и 6 своими зубьямидорнами 7 (см. фиг. 6 и 5) вставлены одна в другую, образуя вертикальные или наклонные формующие каналы а (см. фиг. 7).
Задавая нужное соотношение размеров h и Я гребенки (см. фиг. 4), можно получить в сборе необходимый размер канала а.
Каждый зуб-дорн 7 гребенок 5 и 6 заострен навстречу потоку материала и имеет на боковых гранях по два расходящихся вверх и вниз канала Г и Д, служащих для подвода расплава материала в верхний и нижний горизонтальные выходные каналы бив (см. фиг. 1 и 3). Каждый зуб-дорн 7 имеет отверстие г, сообщающееся при помощи отверстия д с общим отверстием е в теле гребенок 5 и б, которые служат для подачи сжатого воздуха в полости Е получаемого нрофиля (см. фиг. 8). В корпусе закреплены две матрицы 8 и 9, имеющие регулируемые при помощи болтов 10 губки 11 и 12, образующие горизонтальные выходные каналы бив. При помощи губок Ни 12 устанавливается необходимая величина горизонтальных выходных каналов. В верхней половине 1 корпуса установлена пластина 13 для выравнивания скорости потока материала. В пазах, образованных гребенками 5 и 6 матрицы 8 и 9, установлены пластины 14 и 15 для выравнивания скорости движения материала по поперечному сечению выходных каналов а, б н в. Гребенки 5 и 6 имеют ниппели 16 для подачи сжатого газа.
Головка работает следующим образом. Перерабатываемый материал поступает во входной канал А, затем в коллекторный канал Б, далее, носле выравнивания скорости по фронту, ностунает в раснределительный канал 8.
Затем расплав заполняет пространство между зубьями-дорнами 7 и каналами Г и Д
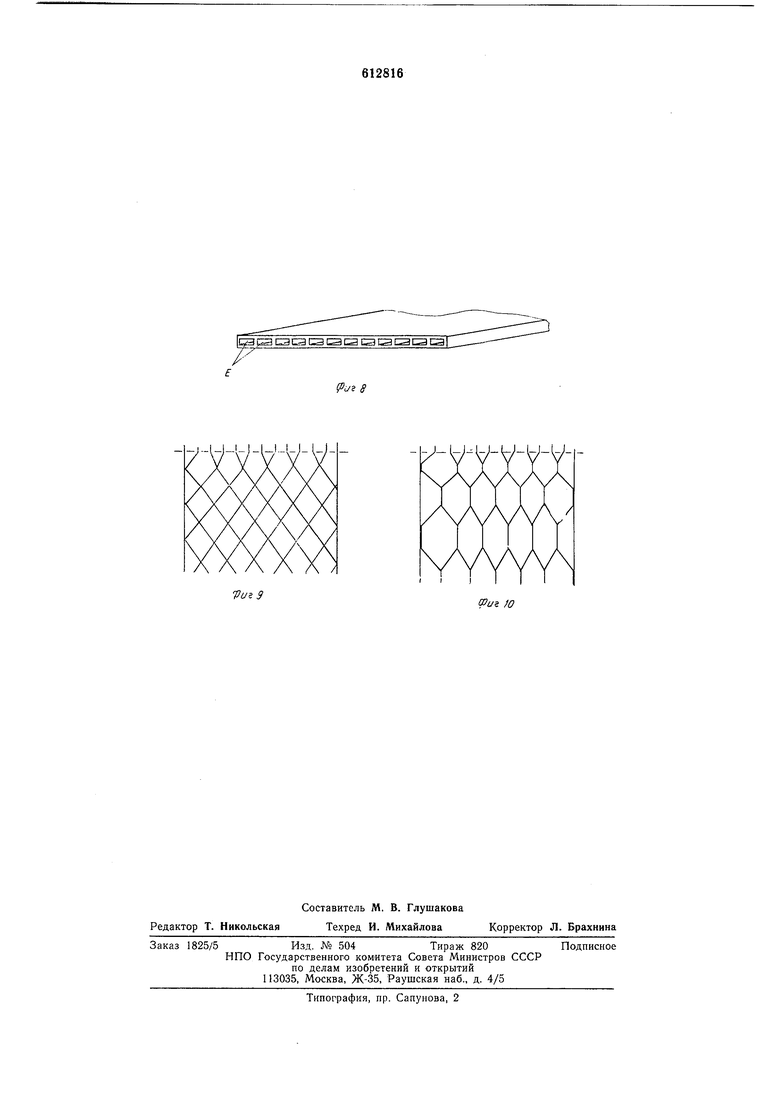
в них (см. фиг. 2 и 6) и попадает в выходные каналы а, б и в (см. фиг. 1 и 3), оформляющие изделие (см. фиг. 8).
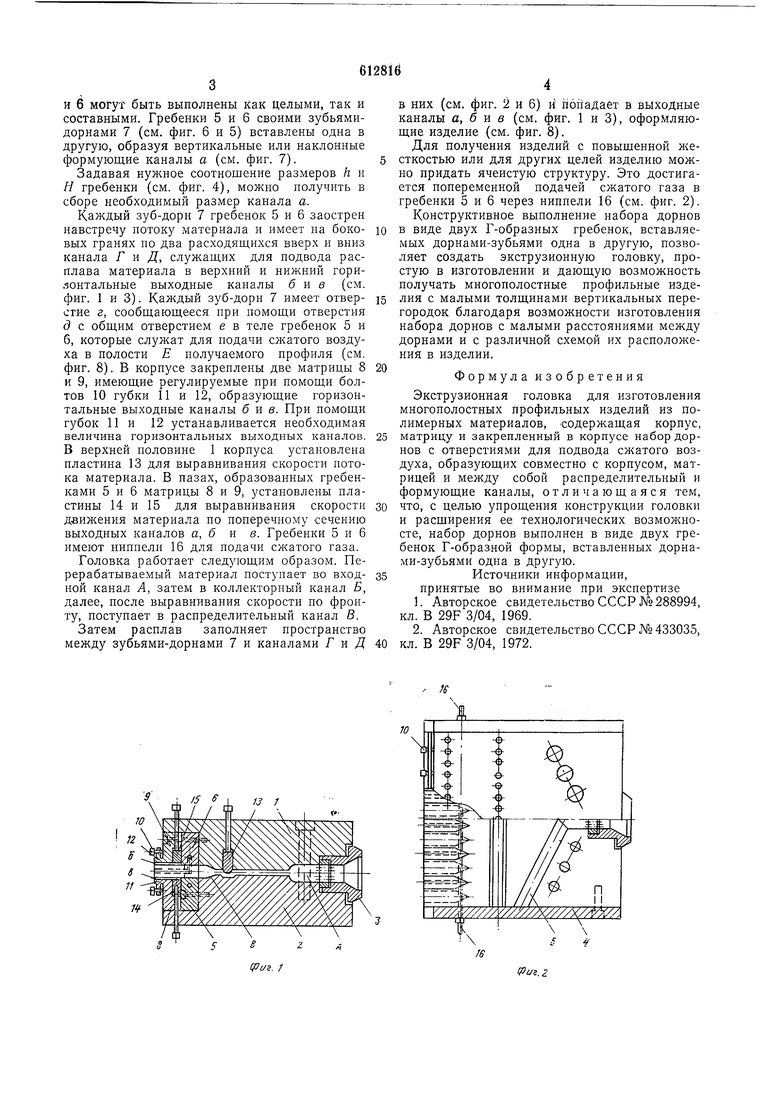
Для получения изделий с повышенной жёсткостью или для других целей изделию можно придать ячеистую структуру. Это достигается попеременной подачей сжатого газа в гребенки 5 и 6 через ниппели 16 (см. фиг. 2).
Конструктивное выполнение набора дорнов в виде двух Г-образных гребенок, вставляемых дорнами-зубьями одна в другую, позволяет создать экструзионную головку, простую в изготовлении и дающую возможность получать многополостные профильные изделия с малыми толщинами вертикальных перегородок благодаря возможности изготовления набора дорнов с малыми расстояниями между дорнами и с различной схемой их расноложения в изделии.
Формула изобретения
Экструзионная головка для изготовления многополостных профильных изделий из полимерных материалов, содержащая корпус, матрицу и закрепленный в корпусе набор дорнов с отверстиями для подвода сжатого воздуха, образующих совместно с корпусом, матрицей и между собой распределительный и формующие каналы, отличающаяся тем, что, с целью упрощения конструкции головки и расщирения ее технологических возможносте, набор дорнов выполнен в виде двух гребенок Г-образной формы, вставленных дорнами-зубьями одна в другую.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР №288994, кл. В 29F 3/04, 1969.
2.Авторское свидетельство СССР № 433035, кл. В 29F 3/04, 1972.
Гр 4т Гр фг ТП ТТ ГТ1 Тут Гр ТТ ГП ТТГ Гр
ТТ- -f
+ + 4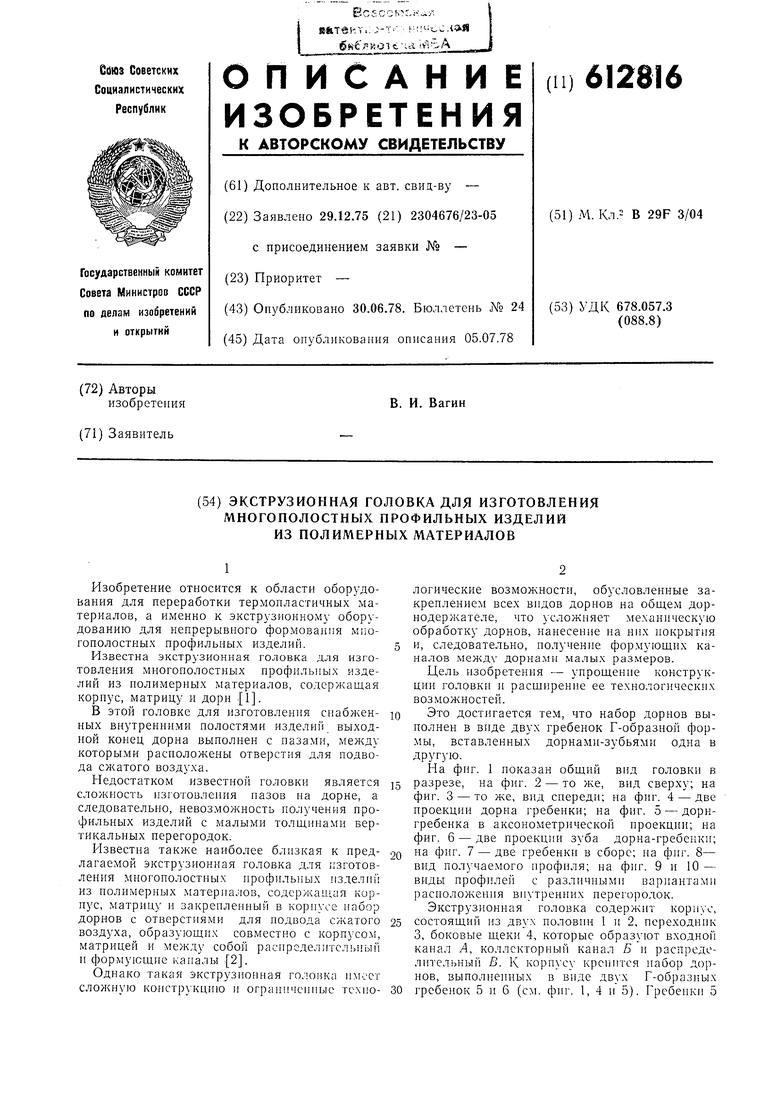
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка для изготовления многополостных профильных изделий из полимерных материалов | 1983 |
|
SU1111869A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯМНОГОПОЛОСТНЬ!Х ПРОФИЛЬНЫХ ИЗДЕЛИЙИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1972 |
|
SU433035A1 |
| Экструзионная головка для изготовления многополостных профильных полимерных изделий | 1979 |
|
SU887236A1 |
| Головка экструдера для изготовления профильно-погонажных изделий | 1979 |
|
SU903174A1 |
| Экструзионная головка для изготовления изделий из полимерного материала | 1978 |
|
SU722779A1 |
| Экструзионная головка для изготовления профильных изделий из полимерных материалов | 1987 |
|
SU1412984A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ | 1970 |
|
SU276389A1 |
| Экструзионная головка | 1984 |
|
SU1319084A1 |
| ЭКСТРУЗИОННАЯ НАСАДКА, ПРЕИМУЩЕСТВЕННО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВ СОТОВОГО ПОЛИКАРБОНАТА | 2013 |
|
RU2558116C2 |
| Экструзионная головка | 1973 |
|
SU466119A1 |
-TtrfФФ ЙЬФЙГ - А Й )
:±:
}LiE+ Ч4+ 4
г
1-rnt
Ifiti. 7
li E ciacacscai caiai i ca
/
fuz 9
uz 0
