Изобретение относится к переработке термопластичных полимерных материалов, а именно к инструменту для непрерывного формования многополостных профильных изделий из термопластичных полимерных arepиалов.
Известна экструзионная головка для изготовления многополостных профильных изделий из полимерных материалов, например из термопластов, содержащая корпус, матрицу и набор дорнов, образующих с матрицей и корпусом входной и формующие каналы. Такая головка сложна по копструкции и не обеспечивает получения достаточно качественных изделий.
Предлагаемая экструзионная головка отличается тем, что каждый дорн выполнеп в виде прямоугольного параллелепипеда с разделительными нродольными перемычками, расположенными в верхней и нижней его частях под углом к продольной оси дорна, и имеет примыкающий к торцовой грани параллелепипеда стержень с фигурной выточкой в средней части, ширина которого меньше ширины параллелепипеда.
Это позволяет упростить конструкцию головки, улучшить распределение расплавленного термопласта при его протекании через головку и тем самым повысить качество изготавливаемого изделия.
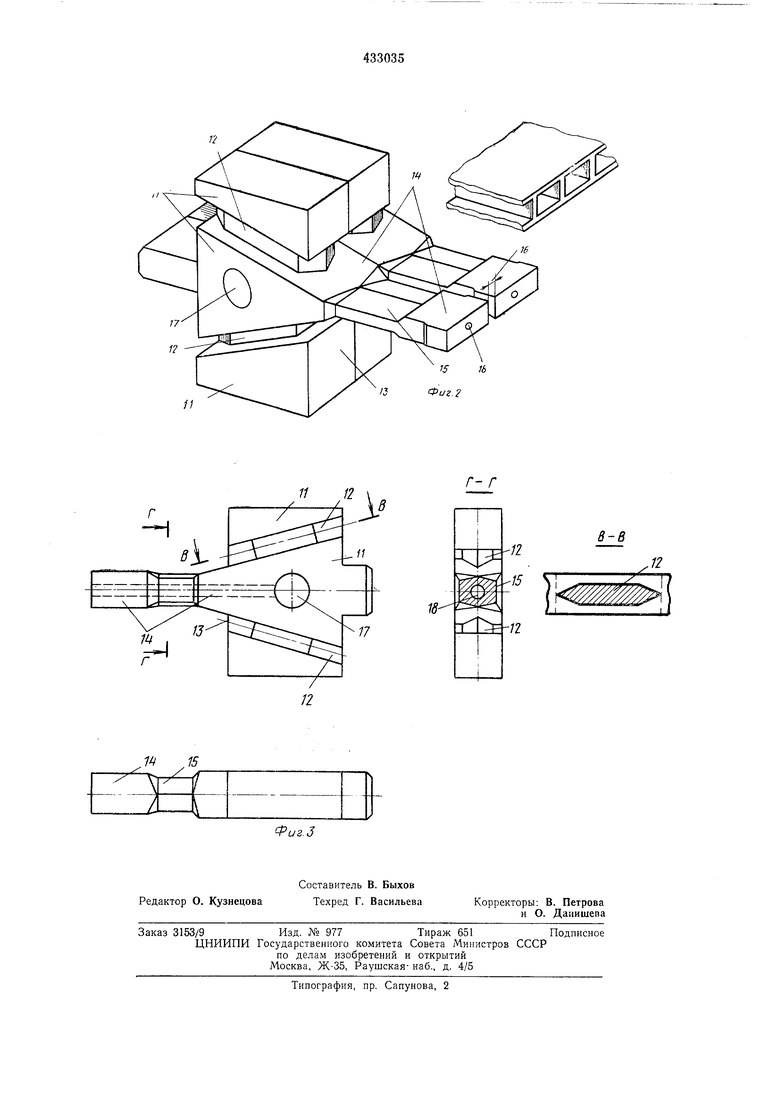
На фиг. 1 изображена предлагаемая головка, разрезы; на фиг. 2 - дорны и один из видов многополостного изделия, которое можно изготавливать с помощью предлагаемой головки, аксопометрия; на фиг. 3 - дорн в трех проекциях.
Головка состоит из корпуса 1, дорнов 2 и 3, рассекателя 4, верхнего 5 и нижнего 6 ограничителей потока, матрицы, содержащей верхнюю регулирующую губку 7 и нижнюю регулирующую губку 8, боковых щек 9 и натрубков 10. Дорны 2 н 3 выполнены в виде пря.оугольного параллелепипеда 11 с разделительными продольными перемычками 12, расположенными в верхней и нижней его частях под углом к продольной оси дорна, и имеют примыкающий к торцовой грани 13 параллелепипеда стержень 14 с фигурной выточкой 15 в средней части. Ширина стерншя 14 меньще ширины параллелепипеда 11, что обеспечивает образование зазора 16, необходимого для формовання вертикальных нерегородок мпогополостного изделия, при наборе
дорнов в пакет. Впутри дорнов имеются отпорстия 17 и 18, расположенные перпендикулярно друг другу. Детали 2, 3, 4, 5, 6 и 7 образуют с корпусом головки входной 19, коллекторный 20, расиределительно-уравнительный 21, распределительно-переходные 22
и формующие 23 каналы. Канал 24 образован отверстием 17 при наборе дорнов в пайет.
Головка работает следующим об(разом. Перерабатываемый материал 1посту5пает в кзнал. 19, далее проходит в коллекторный канал 20 и распределительно-уравнительный канал 21, а затем по распределительно-переходныМ каналам 22, образованным перемычками 12 двух смежных дорнов, лопадает в формующие каналы 23, образованные дорнами 2 и 3 и губками 7 и 8.
Для формования полостей изделия воздухом, подачи в них охлаждающей жидкости могут быть использованы внутренние (Каналы 24 и патрубки 10. За счет базирования дорнов относительно корпуса головки верхними ПЛОСКОСТЯМИ и относительно друг друга боковыми поверхностями повышается точность и жесткость конструкции. Уплотнение по контактным поверхностям дорнов достигается за счет высокой чистоты обработки, а последняя облегчается конструкцией дорна, позволяющей производить обработку всех дорнов совместно. Кроме того, возможно сжатие пакета дарнов баковыми щеками 9. Рассекатель
4 одевается своим пазом на хвостовики дорнон 3 и потоком материала плотно прижимается к задним поверхностям дорнов 2. Случайный отход дорна предотвращается ограничителями -потока 5 и 6, которые в этом случае играют роль дистанционных вставков.
Предмет изобретения
Экструзионная головка для изготовления многополостных профильных изделий из полимерных материалов, содержащая корпус, матрицу и набор дорнов, образующих с матрицей и корпусом входной и формующие каналы, отличающаяся тем, что, с целью упрощения конструкции и повышения качества изделия, каждый дорн выполнен в виде прямоугольного параллелепипеда с разделительными продольными перемычка:ми, расположенными в верхней и нижней его частях под углом к продольной оси дорна, и имеет примыкающий к торцовой грани параллелепипеда стержень с фигурной выточкой в средней части, ширина которого меньше ширины
-параллелепипеда.
22 2 dlj 21 5 19
,
Z2 2221 2.0 6
10
, s
/L
fus.1
Фиг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка экструдера для изготовления профильно-погонажных изделий | 1979 |
|
SU903174A1 |
| Экструзионная головка для изготовления многополостных профильных изделий из полимерных материалов | 1983 |
|
SU1111869A1 |
| Экструзионная головка для изготовления многополостных профильных полимерных изделий | 1979 |
|
SU887236A1 |
| Экструзионная головка для изготовления многополостных профильных изделий из полимерных материалов | 1975 |
|
SU612816A1 |
| ЭКСТРУЗИОННАЯ НАСАДКА, ПРЕИМУЩЕСТВЕННО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИСТОВ СОТОВОГО ПОЛИКАРБОНАТА | 2013 |
|
RU2558116C2 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ | 1970 |
|
SU276389A1 |
| Экструзионная головка для формования изделий из полимерных материалов с продольными полостями | 1987 |
|
SU1502381A1 |
| ДВУХКАНАЛЬНАЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ОБЛИЦОВОЧНЫХ СТЕНОВЫХ ПАНЕЛЕЙ С ПРИМЕНЕНИЕМ УЛЬТРАЗВУКОВЫХ КОЛЕБАНИЙ | 2008 |
|
RU2365503C1 |
| Экструзионная головка для переработки термопластов | 1981 |
|
SU954248A1 |
| Экструзионная головка для переработки пластмасс | 1983 |
|
SU1125133A1 |

Г
Г- Г
в-В
12
/
75
7
