Изобретение относится к радиотехнической промьшшенности, в частности к производству толстопяеночных гибридных интегральных схем (ГИС).
Известно устройство для выборочной обрезки выводов радиоэлементов, содержащее основание с опорными стойками, обойму, в которой расположены перемещаемые отрезные ножи, выталкивающее устройство, приводное устройство рТ.
Недостатками указанного устройства являются низкое качество резки (большие заусеницы), а также невозможность обработки изделий, имеющих разные габаритные размеры.
Наиболее близким техническим решением к предложенному является устройство для обрезки выводов интегральных схем, содержащее основание, на котором установлены подвижные и неподвижные ножи, выталкиватели, механизм установки ножей в рабочее положение и привод 2.
Однако известное устройство не обеспечивает удобства эксплуатации.
Цель изобретения - улучшение эксплуатационных возможностей.
Цель достигается тем, что устройство для. обрезки выводов интегральных схем, содержащее основание, на котором установлены подвижные и неподвижные ножи, выталкиватели, механизм установки ножей в рабочее положение и привод, снабжено механизмом ориентации интегральных схем выполненным в виде рычагов, разделительными пластинами и подпружиненно траверсой, соединенной с выталкивателями, причем каждый подвижный нож выполнен в виде цилиндра с продольным пазом и сопряжен с цилиндрической расточкой каждого неподвижного ножа, а режущая кромка ножей образована стенками продольного паза, при этом между каждой парой обрезаю1дих ножей установлена раздели тельная пластина, в которой размеще выталкиватель.
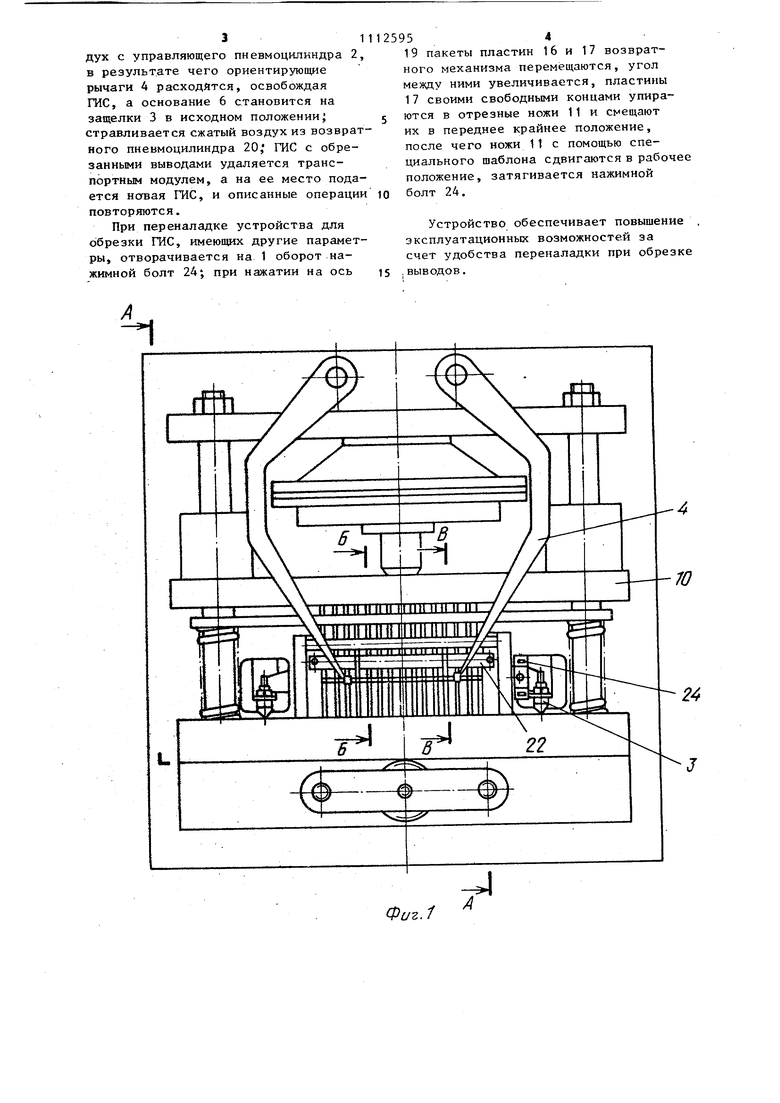
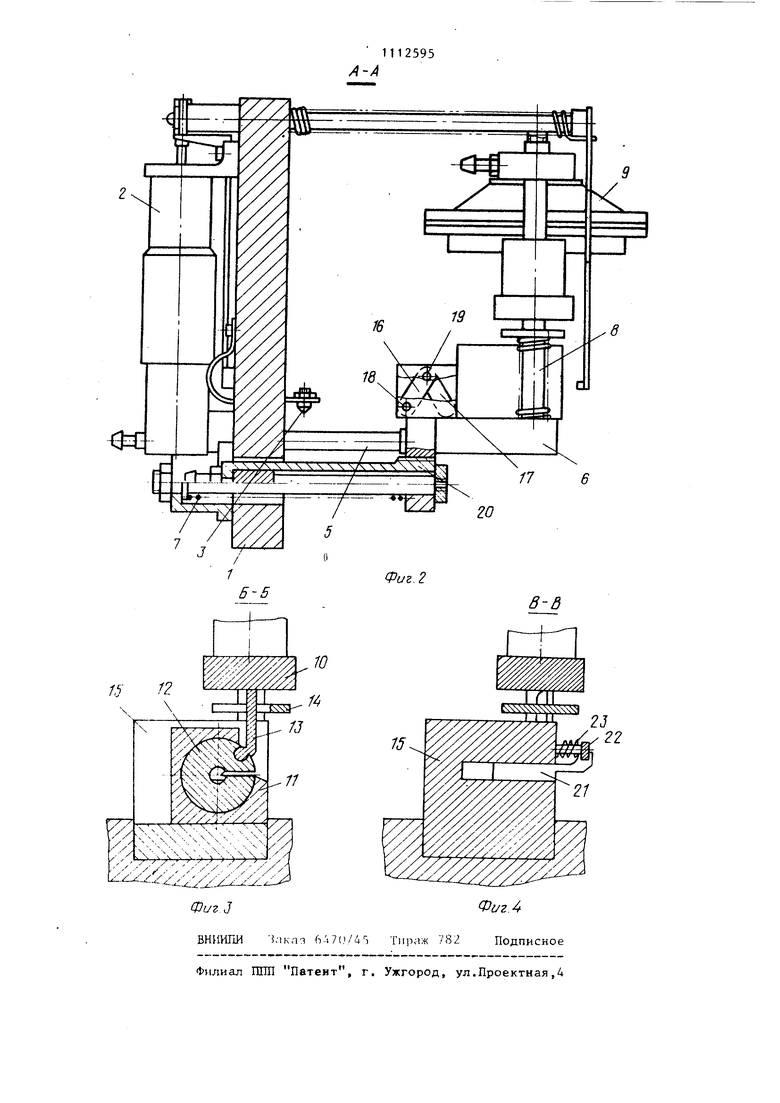
На фиг. 1 изображено предлагаемое устройство, вид спереди; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1.
Устройство состоит из плиты 1, на которой установлен управляющий пневмоцилиндр 2, защелки 3, ориентирую125952
щие рычаги 4 и горизонтальные направляющие 5, на которых подвижно установлено основание 6 и пружины 7. На основании 6 закреплены опорные
5 стойки 8 с приводным устройством 9 и плитой 10 приводного устройства, неподвижные 11 и подвижные 12 ножи, толкатели 13J вставленные в пазы подпружиненной гребенки 14, разделительные
10 пластины 15, пластины 16 и 17 возвратного механизма, набранные пакетами на неподвижную ось 18 и подвизшую ось 19, возвратный пневмоцилиндр 20, выталкиватели 21, распо15 ложенные в пазах разделительных пластин 15 и связанные с траверсой 22, пружины 23 выталкивателей, нажимной болт 24.
Устройство работает следующим образом.
Интегральная схема с напаянными выводами Подается к устройству с помощью транспортного модуля, в управляющий пневмоцилиндр 2 подается сжатый воздух, в результате чего ориентирующие рычаги 4 захватывают ГИС, сдвигая ее точно по центру устройства, а основание наезжает на ГИС, при этом выталкиватели 21, коснувшись обрезаемой кромки ГИС, начинают смещаться, увлекаяза собой траверсу 22 и сжимая пружины 23 выталкивателя; как только основание 6, надвигаясь на ГИС, сместится в
заданное положение, подается сжатый воздух в приводное устройство 9, в результате чего плита приводного устройства Ю опускается, нажимая на толкатели 13, которые поворачивают подвижные ножи 12 до смыкания кромок, производя обрезку. Затем сжатый воздух сбрасывается из приводного устройства 9, плита приводного устройства 10 начинает подниматься вверх, освобождая толкатели 13, которые также начинают подниматься вверх, увлекаемые подпружиненной гребенкой 14, возвращая подвижные ножи 12 в исходное положение;
подается сжатый воздух в возвратный пневмоцилиндр 20, в результате чего основание 6 начинает возвращаться в исходное положение, как только зазор между режущими кромками ножей 11 и 12 достигнет размера, равного толщине материала выводов ГИС, выталкиватели 21 выталкивают отход из паза ножей, стравливается воз31
дух с управляющего пневмоцилкндра 2, в результате чего ориентирующие рычаги 4 расходятся, освобождая ГИС, а основание 6 становится на защелки 3 в исходном положении; стравливается сжатый воздух из возвратного пневмоцилиндра 20, ГИС с обрезанными выводами удаляется транспортным модулем, а на ее место подается нсгаая ГИС, и описанные операции повторяются.
При переналадке устройства для обрезки ГИС, имеющих другие параметры, отворачивается на 1 оборот нажимной болт 24, при нажатии на ось
125954
19 пакеты пластин 16 и 17 возвратного механизма перемещаются, угол между ними увеличивается, пластины 17 своими свободными концами упира5 ются в отрезные ножи 11 и смещают их в переднее крайнее положение, после чего ножи 11с помощью специального шаблона сдвигаются в рабочее положение, затягивается нажимной 10 болт 24.
Устройство обеспечивает повышение эксплуатационных возможностей за счет удобства переналадки при обрезке 15 .выводов.
rfb
7/
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обрезки облоя с формовых резиновых изделий | 1979 |
|
SU859187A1 |
| Капустоуборочная машина | 1985 |
|
SU1281199A1 |
| Устройство для гофрирования листовой заготовки | 1971 |
|
SU452944A3 |
| УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ И УКЛАДЫВАНИЯ ИХ В ПАЧКУ | 1966 |
|
SU223582A1 |
| Устройство для установки радиоэлементов с осевыми выводами на печатные платы | 1986 |
|
SU1497779A1 |
| Устройство для обвязки бухт, механизм захвата и подачи бухт и механизм подачи обвязочного материала | 1989 |
|
SU1703560A1 |
| Станок для обрезки выпрессовок автопокрышек | 1980 |
|
SU903199A1 |
| Обрезной штамп | 1986 |
|
SU1329879A1 |
| Конвейерная линия для сборки изделий | 1975 |
|
SU729113A1 |
| Автомат для ударной конденсаторной сварки | 1988 |
|
SU1549705A1 |
УСТРОЙСТВО ДЛЯ ОБРЕЗКИ ВЫВОДОВ ИНТЕГРАЛЬНЫХ СХЕМ, содержащее основание, на котором установлены подвижные и неподвижные ножи, ныталкипатели, механизм установки ножей в рабочее положение и привод. отличающееся тем, что, с целью улучшения эксплуатационных возможностей, оно снабжено механизмом ориентации интегральных схем, выполненным в виде рычагов, разделительньвчи пластинами и подпружиненной траверсой, соединенной с выталкивателями, причем каждый подвижный нож выполнен в виде цилиндра с продольным пазом и сопряжен с цилиндрической расточкой каждого неподвижного ножа, а режущая кромка ножей образована стенками продольного паза, при этом между каждой, парой обрезающих ножей установлена разделительная пластина, в которой размещен выталкиватель.
kV ся Фиг.1 /
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для НАГРЕВА ВОЗДУХА | 0 |
|
SU302852A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Устройство для отрезки выводовиНТЕгРАльНыХ МиКРОСХЕМ | 1979 |
|
SU845304A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
