(54) УСТРОЙСТВО ДЛЯ ОТРЕЗКИ ВЫВОДОВ ИНТЕГРАЛЬНЫХ МИКРОСХЕМ
1
Изобретение относится к радиотехнической промышленности, в частности к производству радиоаппаратуры с использованием интегральных микросборок.
Известно устройство для отрезки выводов интегральных микросхем, содержащее основаHHCj на котором установлены опорные стойки, обойма, пуансон, отрезные ножи, выталкиватель, клиновые ползушки и приводИ).
Однако это устройство не обеспечивает высокой производительности и качества отрезки выводов.
Цель изобретения - .повышение производительности и качества отрезки выводов - достигается тем, что устройство для отрезки выводов иитегральных микросхем, содержащее основание, на котором установлень опорные стойки, обойма, пуансон, отрезные ножи, выталкиватель, клиновые ползушки и привод, снабжено наборно-счетным механизмом и световым табло с контактным механизмом, причем наборно-счетный механизм вьшолнен в виде резьбового вала, на котором установлены бегунок с клавишными толкателялт м
цифровой барабан, а клиновые поязушки установлены с возможностью взаимодействия одням концом с контактным механизмом светового табло, другим концом - с клавтинымк пк1кателями, а бсжовой поверхностью - с отрезными ножами.
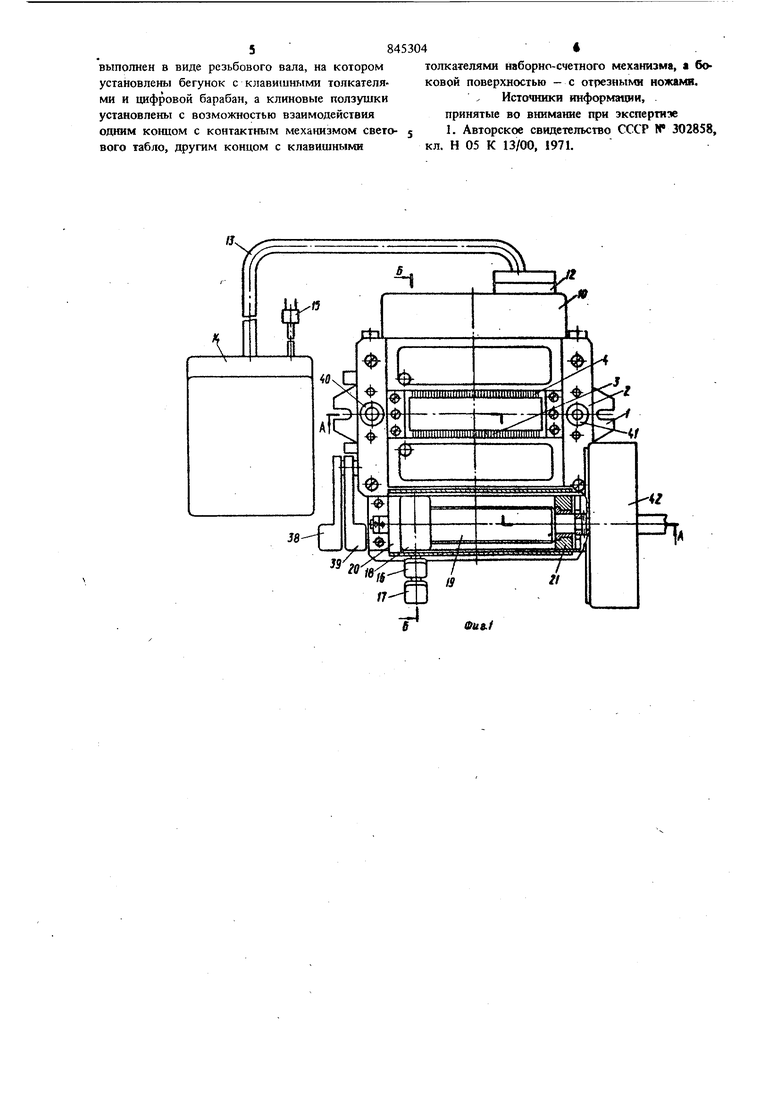
На фиг. 1 - вид устройства сверху; п фиг. 2 - сечение А-А на фиг. I; на фиг. 3 - сечение Б-Б на фиг. 1.
На основании 1 закреплена обойма 2. В пазах обоймы в два ряда установлены ножи 3 и 4, в отверстиях которых размещены клиновые ползушки 5 Н 6, предназначенные для взвода ножей 3 и 4 в рабочее и нерабочее положения. Крайние положения ползушек фиксируются стопорными пружинами 7.
Одним торцом 1сл1Нновые ползущки 5 и Ь подаеде ы к насаждешнт на диэлектрическую колодку 8 с возможностью горизонтального движения дизлектрнческой планке 9 контакт20ного механизма установленного в пазу обоймы 2, состояи{его из корпуса 10, запрессованных в диэлектрическую колодку 8 контактных пружин По припаянной к HH..I вилкой кабельного 3 разъема 12, соединенного через кабель 13 со световым электрическим табло 14, включаемым Через вилку 15 в электрическую сеть переменного тока напряжением в 36 В. Другие торцы кшшовых прлзушек 5 и 6 взаимодействуют с подпружиненными клавинлп ми толкателями 16 и 17, расположенными в о верстиях бегунка 18, перемещающегося по резь бовому валу 19, установленному на двух опор ных стойках 20 и 21, закрепленных на основании 1. На ко1ще резьбового вала 19 жестко закреплен маховик 22 с введенным в одно из его гнезд подпружиненным фиксатором 23, расположенным на основавши. Между маховиком 22 и .стойкой 21 установлен с возможностью свободного враще Ш я на резьбовом валу 19 Ш1фровой барабан 24, имеющий деленихЧ с маркировкой номеров ИМ соединенный с приводом от резьбового вала 19 через зубчатый ред 1стор 25, насаженный на опорную стойку 21. Между ножами 3 и 4 размещен выталкива тель 26, подлружлненный пружинами 27, Перемещешю пуансона 28, установленного в нуансонодержателе 29, осуществляется от ручного пресса через хвостовик 30, закрепленный в плите 31, а соосность вытатсивателя 26 и пуансона 28 обеспечивается направляющими колонками 32 и 33, установлеш1ыми в обо ме 2, и втулклми 34 и 35, запрессованными в пуансонодср)1-ателе 29 и плиту 31. Для возврата ножей 3 и 4 в нерабочее по ложение в пазах клиновьхх ползушек 5 и 6 и обойме 2 размещены эксцентрики 36 и 37, соединен1н 1е с рычагами 38 и 39 для их привода. Снятие материала выводов ИМС между выталкивателем 26 и пуансоном 28 ограничено втулками 40 и 41, насаженными на направляю щие колонки 32 и 33 между обоймой и втулками 34 и 35. От попадания отходов отрезаемых выводов ИМС и загрязнения наборно-счетный механизм закрыт кожухом 42. Устройство работает следующим образом. Онераидя выборошой отрезки в.ыводов ИМС 5 производится путем набора ножей 3 и 4 согласно имеющейся у монтажника таблице отрезаемых выводов ИМС. Для этого поворотом маховика 22 на щкале цифрового барабана 24, взаимодействующего с зубчатым редуктором 25 и резьбовым валом 19, устанавливают номер отрезаемого вывода ИМС. При установке номера вывода на щкале дафрового барабана 24 происходит одновременная фиксация маховика 22 подпружиненным фиксатором 23, который удерж1шает его до последующего поворота, а бегунок 18, перемещаясь по резьбовому валу 19, устанавливается напротив юпшовой ползущки 5 набираемого ножа. 3.
Формула изобретения
Устройство для отрезки выводов интегральных микросхем, содержащее основание, на котором установлены опорные стойки, обойма, пуансон, отрез№1е ножи, выталкиватель, клиновые ползущки и привод, отличающееся тем, что, с целью повыщения производительности и качества отрезки выводов интегральных микросхем, оно снабжено наборносчет1а1М механизмом и световым табло с контактным меха1шзмом, причем наборно-счетный механизм 4 Затем при нажат1Ш подпружиненным кла- . вишным толкателем 16 на один торец клиновой ползущки 5 нож 3 под действием этой ползущки под1шмается и устанавливается в рабочее положение, а другим торцом ползушка, опираясь на диэлектрическую планку 9 контактного механизма и сдвигая ее, замыкает контактные пружины 11, и на световом электрическом табло 14 включается соответствующая лампочка и высвечивается номер набранного ножа. При этом номер набранного ножа соответствует номеру отрезаемого вывода ИМС. После окончания настройки ножей 3 в той же выщеогшсанной последовательности производит ся настройка ножей 4 посредством подпружиненного клавищного толкателя 17, клиновой ползущки 6, цифрового барабана 24 и маховика 22. В случае отрезки двух противоположных выводов ИМС устройство позволяет производить одновременную настройку двух ножей 3 и 4 при одном и том же перемещении бегунка 18 по резьбовому валу 19 от одного поворота маховика 22 согласно показанию щкалы цифрового барабана 24. После окончания набора всей комбинации из ножей 3 и 4 по световому электрическому табло 14 производится OKOHIQтельный контроль правильности настройки устройства. Затем в гнездо выталкивателя 26 укладывают интегральную микросборку. При ходе ползуна пресса вниз все выводь; ИМС пуансоном 28 прижимаются к выталкивателю 26, и при дальнейщем движении пуансона происходит отрезка выводов согласно набранной комбинации. После возврата пуансона 28 в верх)юе исходное положение интегральную микросборку снимают с выталкивателя. Операцию отрезки выводов повторяют в зависимости от требуемого числа интегральных микросборок. При изменении комбина1щи отрезаемых выводов ИМС с помощью рычагов 38 и 39 пово-. рач11вают эксцентрики 37 и 38. При этом клиновые нолзущки 5 и 6 опускают ножи 3 и 4 нижнее нерабочее положение, и происходит одновременное отключе1ше ламп на табло 14.
выполнен в виде резьбового вала, на котором установлены бегунок с клавишными толкателями и цифровой барабан, а клиновые ползушки установлены с возможностью взаимодействия одним концом с контактным механизмом светового табло, другим концом с клавишными
толкателями наборно-счетного механизма, а боковой поверхностью - с отрезными ножамя.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР IP 302858, кл. Н 05 К 13/00, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Проволочно-гвоздильный автомат | 1977 |
|
SU766716A1 |
| АВТОМАТ ДЛЯ ДВУСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1971 |
|
SU307841A1 |
| Штамп последовательного действия для изготовления деталей типа скоб | 1983 |
|
SU1143494A1 |
| Одноударный автомат для высадки гвоздей | 1982 |
|
SU1050793A1 |
| Гвоздильный автомат | 1980 |
|
SU971552A1 |
| Штамп для резки труб | 1978 |
|
SU810399A1 |
| Автомат для изготовления гвоздей | 1979 |
|
SU1039625A1 |
| Штамп для формовки и обрезки выводов радиоэлементов | 1984 |
|
SU1228324A1 |
| Роторный автомат | 1988 |
|
SU1586838A1 |
| Прессформа для литья под давлением | 1975 |
|
SU534300A1 |


I
ii 7
Фаг.З 6
