Изобретение относится к технологическому оборудованию для обработки стеклоизде.-|ИЙ и может быть использовано при производстве кварцевых тиглей и кремниевых формообразователей в цветной металлургии и электронной промышленности.
Производство тиглей из кварцевого стекла диаметром более 150 мм ведется по безраздувочной технологии. При этом получаются тигли с нестабильной фррмой и размерами наружной поверхности. Обработка таких изделий представляет определенные трудности, так как фиксировать изделия при обработке краев приходится име1ц но по наружной поверхности. При этом возникают нагрузки, сконцентрированные на небольших участках поверхности, перекосы и неравномерность прижатия изделия к инструменту, приюдящие к растрескиванию и скола-м, т.е. к браку при обработке.
Известна машина для шлифования края стеклоизделий, снабженная горизонтально вращающимися дисками для шлифовки и смонтированным над каждым диском щпинделем с подъемно-опускным прижимом для прижатия стеклоизделия к шлифовальному диску, а фиксация и вращение изделия относительно диска осуществляется горизонтальной плитой, смонтированной на подпружиненном вращающемся валу, проходящем через полый шпиндель шлифовального круга {.
Однако соосное расположение обрабатываемого изделия и шлифовального диска приводит к значительной выработке инструмент.а, и, как следствие, к искажению формы обработанных краев изделий..
Кроме того, устройство для фиксации и вращения изделия не позволяет обрабатывать изделия с цилиндрической или с малой конусностью обечайки и с нестабильнс1-формой и размерами наружной поверхности.
Известно также устройство для обработки краев полых стеклоизделий, содержащее вертикально смонтированный приво.а вращения инструмента с торцовой рабочей поверхностью, эксцентрично расположенный под инструментом прижимной шпиндель и прижим с эластичным элементом (2).
Расположение прижимного нлинделя эксцентрично шлифовальному кругу значительно снижает неравномерность износа круга и искажение формы обработанных краев. Фиксация изделий по наружной поверхности расширяет диапазон форм и размеров, обрабатываемых изделий.
Недостатком известного устройства является жесткость системы инструмент-изделие-прижим, приводящая к появлению сколов и трещин при обработке изделий из хрупких материалов, например кварцевых тиглей.
Кроме того, даже наличие эластичной прокладки в прижиме не .устраняет конГ1ентрацию нагрузки на днище изделия, что приводит к растрескиванию при обработке тонких изделий из хрупких материалов, особенно имеющих непостоянную форму наружной поверхности (вздутия, пояски, овалы). В последнем случае, кроме того, не обеспечивается равномерный прижим изделия к инструменту, что приводит к перекосу обрабатываемой плоскости.
Целью изобретения является повышение качества обрабатываемых изделий путем создания равномерного прижимного усилия.
Поставленная цель достигается тем, что в устройстве для обработки краев полых стеклоизделий, содержанАем вертикально смонтированный привод враиления инструмента с торцовой рабочей поверхностью, эксцентрично расположенный над инструментом прижимной шг|Индель и прижим с эластичным элементом, прижим выполнен в виде полого корпуса, а эластичная прокладка - в виде диафрагмы.
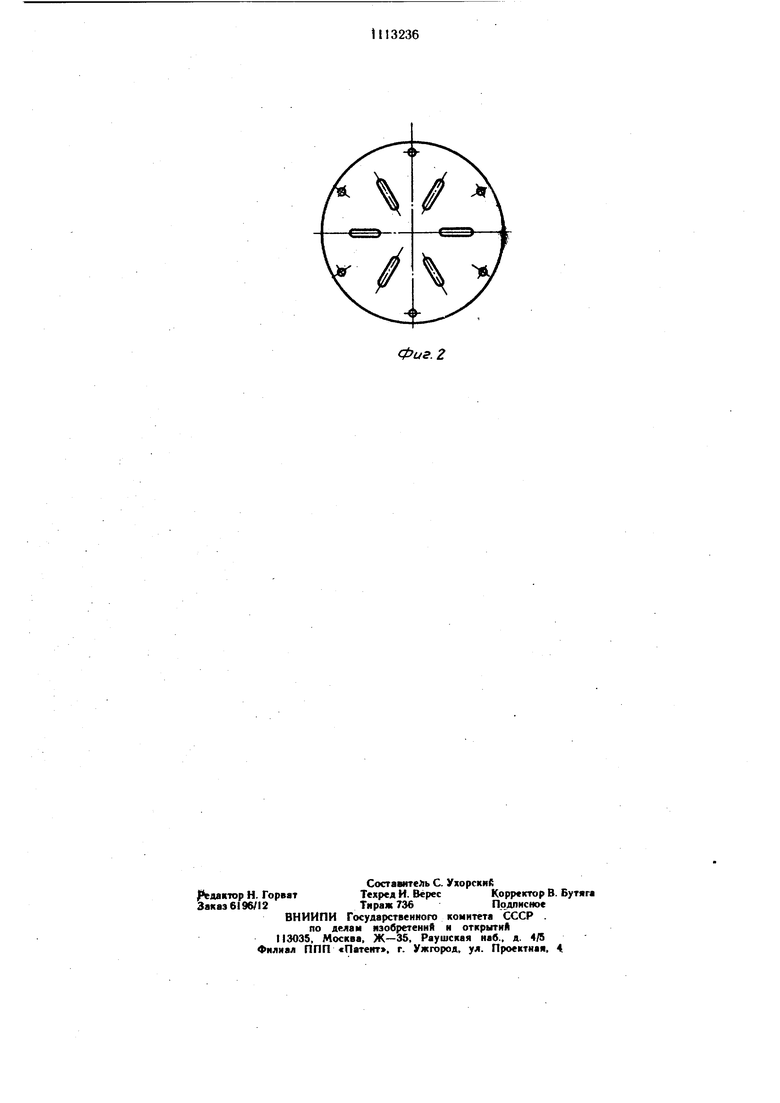
На фиг. I изображен станок, вертикальный разрез; на фиг. 2 - диафрагма, план.
Станок содержит станину I, на которой установлен шпиндель 2 с шлифовальным кругом 3 с электрюприводом 4, вертикальный прижимной шпиндель 5, на нижнем конце которого укреплен прижим, содержащий полый корпус 6 и диафрагму 7, а на верхнем конце регулятор оборотов шпинделя 8, на станине 1 смонтирован педальный подъемно-опускной механизм 9.
Станок работает следующим образом.
Нажатием на педаль подъемно-опускного механизма 9 поднимают шпиндель 5 в верхнее положение и устанавливают изделие под прижим на шлифовальный круг 3. Опускают шпиндель с прижимом на нзде; лие.
При этом диафрагма 7 охватывает верхнюю часть изделия и фиксирует его на круге 3. Включают врашение круга и производят шлифование краев изделия. При вращении круга 3 за счет трения начинает вращаться вместе с прижимным шпинделем и изделие. Для ограничения оборотов прижимного шпинделя 5 до необходимой величины служит установленный на нем регулятор оборотов, в 1полненный в виде регулируемого тормоза.
По окончании обработки обесточивают электропривод, поднимают прижим и снимают с круга готовое изделие.
Станок позволяет повысить выход годных деталей за счет обеспечения равномерной нагрузки на поверхность изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шлифования краев полыхСТЕКлОиздЕлий | 1979 |
|
SU841924A1 |
| УСТРОЙСТВО для ОБРАБОТКИ КРАЯ ПОЛОГО СТЕКЛОИЗДЕЛИЯ | 1973 |
|
SU387945A1 |
| Способ обработки края чашеобразного стеклоизделия | 1981 |
|
SU992166A1 |
| Станок для шлифования края стеклоизделияна ножке | 1973 |
|
SU509549A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2288076C2 |
| Устройство для программного управления фигурным фацетированием | 1982 |
|
SU1073081A1 |
| Устройство для шлифования фасок стеклоизделий | 1982 |
|
SU1057251A1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 1996 |
|
RU2100177C1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ПЛОСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2167040C1 |
| Станок для шлифования стружечных канавок концевого инструмента | 1986 |
|
SU1379060A1 |
УСТРОРГСТВС ДЛЯ ШЛИФОВАНИЯ КРАЯ ПОЛЫХ СТЕКЛОИЗДЕЛИЙ, содержащее вертикально смонтированный привод вращения инструмента с торцовой рабочей поверхностью, эксцентрично расположенный над инструментом прижимной шпиндель и прижим с эластичным элементом, отличающееся тем, что, с целью повышения качества обрабатываемых изделий путем создания равномерного прижимного усилия, прижим выполнен в виде полого корпуса, а эластичный элемент - в виде диафрагмы.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ травления железа и его сплавов | 1926 |
|
SU8308A1 |
| кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Реактивная дисковая турбина | 1925 |
|
SU1958A1 |
| Шлифовальный станок для обработки краев полых стеклоизделий | 1955 |
|
SU103014A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Двухступенное или многоступенное гидравлическое инжекционное устройство для сжатия воздуха и других газов, с применением насосов для постоянного поддержания циркуляции в нем жидкости | 1925 |
|
SU1955A1 |
