) ч (ф bjyjer.-,,.,, - --, , ,
fTVs IfV V
S
(Л
i-27
СА:
со
о
Oi
Фие/
1нне I установлены бабки 3 изделия, задняя бабка 4, шлифовальная бабка 6. Обрабатываемый инструмент, напри мер метчик 16, устанавливают на линии центров бабки 3 изделия и задней бабки 4. Внутри шпинделя 18 баб ки 3 изделия установлен дополнитель ный шпиндель 21,связанный со шпинделем 18 фрикционной муфтой 22. На дополнительный шпиндель 21 установлен патрон с самоустанавливающимися прижимами 23, а на задней бабке 4 установлена упругая упорка 24. На корпусе бабки 3 изделия установлен фиксатор 25. Фиксатор 25 взаимодействует с гнездом фиксирующего диска 26, расположенного на шпинделе 18. Метчик 16 предварительно зажима ют в центрах задней бабки 4 и бабки 3 изделия и в самоустанавливающихся прижимах 23. Шпиндель 18 пово рачивает дополнительный шпиндель 21 и через самоустанавливающиеся прижи мы 23 - метчик 16. Передняя поверхность метчика 16 упирается в упру79060
ryjo упорку 24. Вращение мг.тчика (6 прекращается, а дополнительный шпиндель 21 вращается до тех пор, пока самоустанавливающиеся прижимы 23 не захватят плоскость квадрата хвостовика метчика 16. Вращение шпинделя 18 и дополнительного шпинделя 21 прекращается. Фиксатор 25 через фиксирующий диск 26 жестко связывает шпиндель 18 с корпусом бабки 3 изделия. Гидроцилиндр 27 через коромысло 28 и самоустанавливающиеся прижимы 23 зажимает плоскость квадрата хвостовика метчика 16 и соединяет посредством кoнyc roй фрикционной полумуфты 29 и конус ной лолумуфты шпиндель 18 с дополнительным шпинделем 21. Метчик 16 жестко зафиксирован относительно корпуса бабки 3 изделия. Устройство ориентации и зажима позволяет щлифонать ;i - ;iN b;e на- навки инструмента, образе методом деформации, обеспечить точност; ориентации и повысить качество обработки. 3 1л.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для заточки метчиков | 1986 |
|
SU1388265A1 |
| Полуавтомат для заточки передних поверхностей винтовых зубьев концевых фрез | 1987 |
|
SU1516315A1 |
| УСТРОЙСТВО для ЗАТОЧКИ МНОГОЛЕЗВИЙНОГО ИНСТРУЛ1ЕНТА | 1973 |
|
SU366061A1 |
| СПОСОБ КРУГЛОГО ШЛИФОВАНИЯ ПРИ ИЗГОТОВЛЕНИИ ИНСТРУМЕНТОВ ИЗ ТВЕРДОГО СПЛАВА И КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ШЛИФОВАНИЯ ЦИЛИНДРИЧЕСКИХ ИСХОДНЫХ ЗАГОТОВОК ПРИ ИЗГОТОВЛЕНИИ ИНСТРУМЕНТОВ ИЗ ТВЕРДОГО СПЛАВА | 2004 |
|
RU2312002C2 |
| Станок для заточки многолезвийного режущего инструмента | 1989 |
|
SU1682129A1 |
| ШЛИФОВАЛЬНО-ЗАТЫЛОВОЧНЫЙ АВТОМАТ ДЛЯ ЗАТОЧКИ | 1969 |
|
SU251401A1 |
| СПОСОБ ШЛИФОВАЛЬНОЙ КОМПЛЕКСНОЙ ОБРАБОТКИ ВАЛООБРАЗНЫХ ДЕТАЛЕЙ С ЦИЛИНДРИЧЕСКИМИ И ПРОФИЛИРОВАННЫМИ УЧАСТКАМИ | 2017 |
|
RU2711392C2 |
| СПОСОБ ЗАТЫЛОВОЧНОГО ШЛИФОВАНИЯ РЕЖУЩИХ ЗУБЬЕВ МЕТЧИКОВ, ФОРМИРОВАТЕЛЕЙ РЕЗЬБЫ И ПОДОБНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ И ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2007 |
|
RU2397059C2 |
| Круглошлифовальный станок с ЧПУ | 1977 |
|
SU1144852A1 |
| Автомат для заточки метчиков | 1970 |
|
SU362562A1 |
Изобретение относится к области станкостроения, предназначено для шлифования стружечных канавок инструмента и может быть использовано при серийном изготовлении металлорежущего инструмента, например метчиков. Целью изобретения является повышение качества обработки. На ста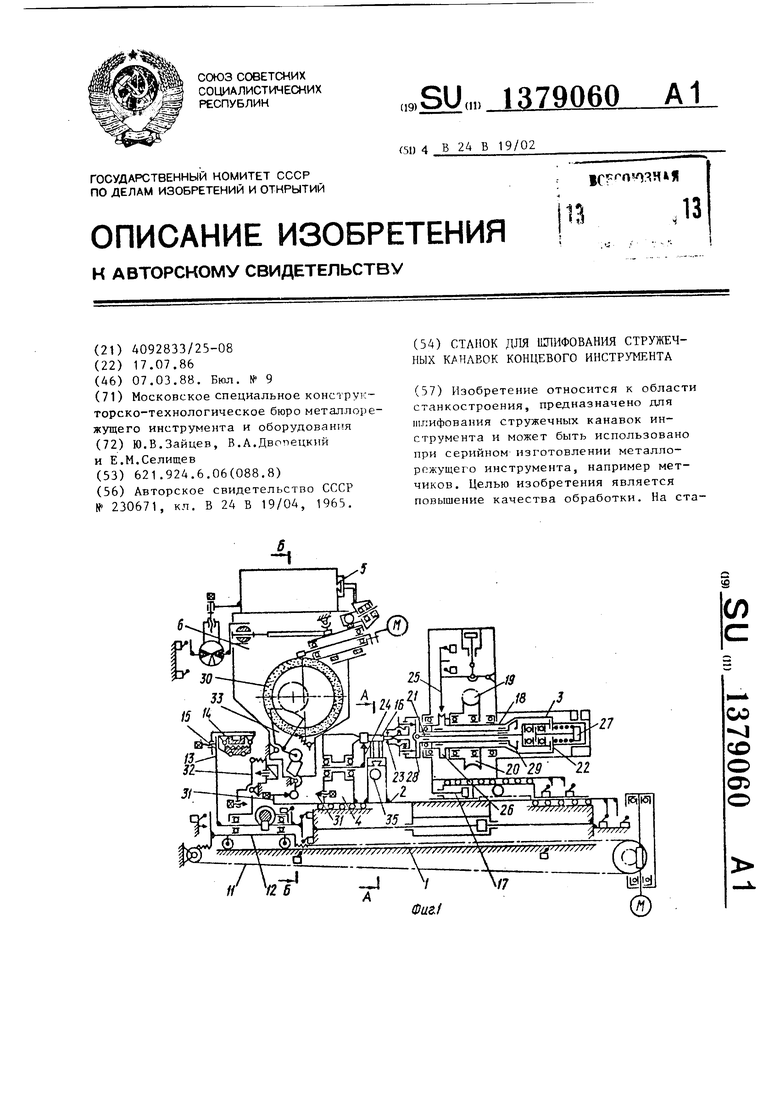
1
Изобретение относится к станкостроению, предназначено для шлифования стружечных канавок инструмента и может быть использовано при серийном изготовлении металлорежущего инструмента, например метчигюв.
Целью изобретения является повышение качества обработки.
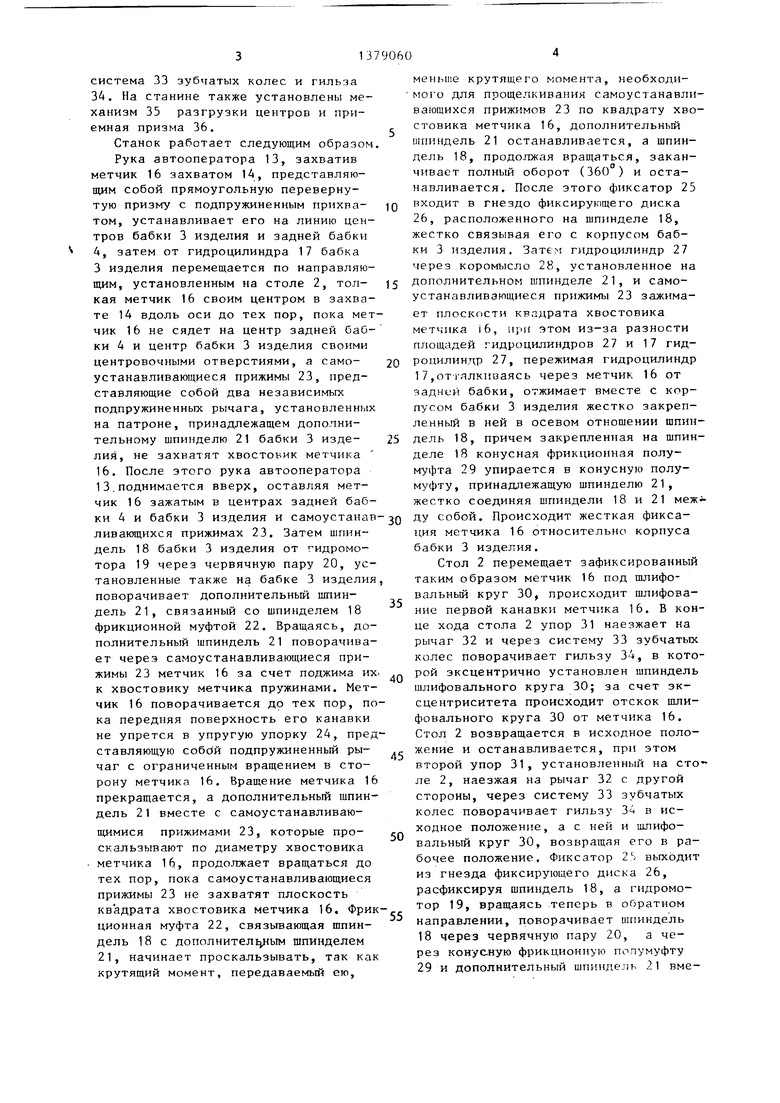
На фиг.1 показана кинематическая схема станла; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1.
На станине 1 установлены стол 2 с расположенными на нем бабкой 3 из делил, задней бабкой 4, расположсннс в направляющих 5, шлифовальной бабкой 6 с установленными на ней механизмом 7 правки и механизмом 8 компенсации износа круга и направляющаи 9, по которой перемещается посредством барабана 10 и подпружиненных тросиков 11 каретка 12, несущая на себе руку 13 автооператора с установленными на них захватами 14 и 15, Концевой инструмент, например
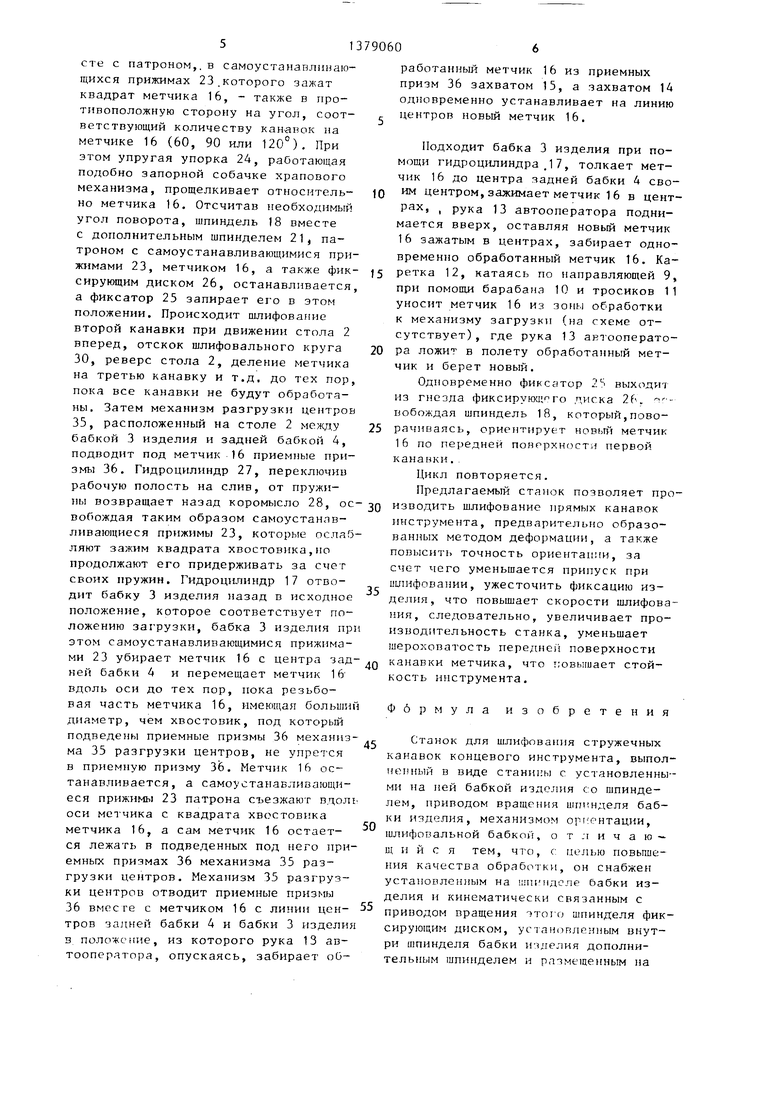
метчик 16, устанавливается на линии центров бабки 3 изделия и задней бабки 4. На столе 2 установлен гидроцилиндр 17. Бабка 3 изделия содержит шпиндель 18, гидромотор 19, связанный червячной парой 20 с дополнительным шпинделем 21, установленным внутри шпинделя 18 бабки 3 издеЛИЯ и связанным со шпинделем 18 фрикционной муфтой 22. На дополнительном шпинделе 21 установлен патрон с самоустанавливающимися прижимами 23. На задней бабке 4 установлена упругая
упорка 24. На корпусе бабки 3 изделия установлен фиксатор 25, который может взаимодействовать с каждым из 12-ти равномерно расположенных гнезд фиксирующего диска 26. В бабке 3 изделия также установлены гидроцилиндр 27, коромысло 28, конусная фрикционная полумуфта 29. 1Ялифовку канавок производят шлифовальным кругом 30. На столе 2 расположены упоры 31,
На шлифовальной бабке 6 расположены выполненный в виде кулачка рычаг 32,
система 33 зубчатых колес и гильза ЗА. На станине также установлены механизм 35 разгрузки центров и приемная призма 36.
Станок работает следующим образом
Рука автооператора 13, захватив метчик 16 захватом 1А, представляющим собой прямоугольную перевернутую призму с подпружиненным прихватом, устанавливает его на линию центров бабки 3 изделия и задней бабки 4, затем от гидроцилиндра 17 бабка 3 изделия перемещается по направляющим, установленным на столе 2, толкая метчик 16 своим центром в захвате 14 вдоль оси до тех пор, пока метчик 16 не сядет на центр задней бабки 4 и центр бабки 3 изделия своими центровочными отверстиями, а самоустанавливающиеся прижимы 23, представляющие собой два независимых подпружиненных рычага, установленных на патроне, принадлежащем дополнительному шпинделю 21 бабки 3 изделия, не захватят хвостовик метчика 16. После этого рука автооператора 13.поднимается вверх, оставляя метчик 16 зажатым в центрах задней бабки 4 и бабки 3 изделия и самоустанавливающихся прижимах 23. Затем шпиндель 18 бабки 3 изделия от гидромотора 19 через червячную пару 20, установленные также на бабке 3 изделия поворачивает дополнительный шпиндель 21, связанный со шпинделем 18 фрикционной муфтой 22. Вращаясь, дополнительный шпиндель 21 поворачивает через самоустанавливающиеся прижимы 23 метчик 16 за счет поджима их к хвостовику метчика пружинами. Метчик 16 поворачивается до тех пор, пока передняя поверхность его канавки не упрется в упругую упорку 24, представляющую собЬй подпружиненный рычаг с ограниченным вращением в сторону метчика 16. Вращение метчика 16 прекращается, а дополнительный шпиндель 21 вместе с самоустанавливающимися прижимами 23, которые проскальзывают по диаметру хвостовика метчика 16, продолжает вращаться до тех пор, пока самоустанавливающиеся прижимы 23 не захватят плоскость квадрата хвостовика метчика 16. Фрикционная муфта 22, связывающая шпиндель 18 с дополнител11лым шпинделем 21, начинает проскальзывать, так как крутящий момент, передаваемый ею.
5
0
5
0
5
0
5
0
меньше крутящего момента, необходи- мого для прощелкивания самоустанавливающихся прижимов 23 по квадрату хвостовика метчика 16, дополнительный шп15ндель 21 останавливается, а шпиндель 18, продолжая вращаться, заканчивает полный оборот (360 ) и останавливается. После этого фиксатор 25 входит в гнездо фиксирующего диска 26, расположенного на шпинделе 18, жестко связывая его с корпусом бабки 3 изделия. Затем гидроцилиндр 27 через коромысло 28, установленное на дополнительном шпинделе 21, и самоустанавливающиеся прижимы 23 зажимает плоскости квадрата хвостовика метчика 1б, при этом из-за разности площадей гидроцилиндров 27 и 17 гид- родилиндр 27, пережимая гидроцилиндр 1 7,от 1 ялкииаясь через метчик 16 от задней бабки, отжимает вместе с корпусом бабки 3 изделия жестко закрепленный в ней в осевом отношении шпиндель 18, причем закрепленная на шпинделе 18 конусная фрикционная полумуфта 29 упирается в конусную полумуфту, принадлежащую шпинделю 21, жестко соединяя шпиндели 18 и 21 между собой. Происходит жесткая фиксация метчика 16 относительно корпуса бабки 3 изделия.
Стол 2 перемещает зафиксированный таким образом метчик 16 под шлифовальный круг 30, происходит шлифование первой канавки метчика 16. Б конце хода стола 2 упор 31 наезжает на рычаг 32 и через систему 33 зубчатых колес поворачивает гильзу 3ч, в которой эксцентрично установлен шпиндель шлифовального круга 30; за счет эксцентриситета происходит отскок шлифовального круга 30 от метчика 16. Стол 2 возвращается в исходное положение и останавливается, при этом второй упор 31, установленный на сто ле 2, наезжая на рычаг 32 с другой стороны, через систему 33 зубчатых колес поворачивает гильзу ЗА в исходное положение, а с ней и шлифовальный круг 30, возвращая его в рабочее положение. Фиксатор
выходит
из гнезда фиксирующего диска 26, расфиксируя шпиндель 18, а гидромотор 19, вращаясь теперь в обратном направлении, поворачивает шпиндель 18 через червячную пару 20, а через конусную фрикционную полумуфту 29 тл дополнительный шпшщель 21 вме
сте с патроном,, в самоустанавлинаю- щихся прижимах 23.которого зажат квадрат метчика 16, - также в противоположную сторону на угол, соответствующий количеству канавок на метчике 16 (60, 90 или 120°), При этом упругая упорка 24, работающая подобно запорной собачке храпового механизма, прощелкивает относительно метчика 16, Отсчитав необходимый угол поворота, шпиндель 18 вместе с дополнительным шпинделем 21, патроном с самоустанавливающимися прижимами 23, метчиком 16, а также фиксирующим диском 26, останавливается, а фиксатор 25 запирает его в этом положении. Происходит шлифование второй канавки при движении стола 2 вперед, отскок шлифовального круга 30, реверс стола 2, деление метчика на третью канавку и т,д, до тех пор, пока все канавки не будут обработаны. Затем механизм разгрузки центров 35, расположенный на столе 2 мел(д,у бабкой 3 изделия и задней бабкой 4, подводит под метчик 16 приемные призмы 36, Гидроцилиндр 27, переключив рабочую полость на слив, от пружины возвращает назад коромысло 28, ос вобождая таким образом самоустанавливающиеся прижимы 23, которые ослабляют зажим квадрата хвостовика,но продолжают его придерживать за счет своих пружин. Гидроцилиндр 17 отводит бабку 3 изделия назад в исходное положение, которое соответствует положению загрузки, бабка 3 изделия пр этом самоустанавливающимися прижимами 23 убирает метчик 16 с центра зад ней бабки 4 и перемещает метчик 16 вдоль оси до тех пор, пока резьбовая часть метчика 16, имеющая больши диаметр, чем хвостовик, под который подведены приемные призмы 36 механиз ма 35 разгрузки центров, не упрется в приемную призму 36, Метчик 16 останавливается, а самоустанаБливающи- еся прижимы 23 патрона съезжают вдол оси метчика с квадрата хвостовика метчика 16, а сам метчик 16 остает- ся лежать в подведенных под него приемных призмах 36 механизма 35 разгрузки центров. Механизм 35 разгрузки центров отводит приемные призмы 36 вместе с метчиком 16 с линии цен- тров задней бабки 4 и бабки 3 издели в. положение, из которого рука 13 автооператора, опускаясь, забирает оО
0
5
0
5
Q Q
5
работанный метчик 16 из приемных призм 36 захватом 15, а захватом 14 одновременно устанавливает на линию центров новый метчик 16,
Подходит бабка 3 изделия при помощи гидроцилиндра .17, толкает метчик 16 до центра задней бабки 4 своим центром, зажимает метчик 16 в центрах, I рука 13 автооператора поднимается вверх, оставляя новый метчик 16 зажатым в центрах, забирает одновременно обработанный метчик 16, Каретка 12, катаясь по направляющей 9, при помощи барабана 10 и тросиков 11 уносит метчик 16 из 3ofibi обработки к механизму загрузки (на схеме отсутствует) , где рука 13 автооператора ложит в полету обработанный метчик и берет новый.
Одновременно фиксатор 2S выходят из гнезда фиксируюа; : го , 2. вобождая шпиндель 18, который,поворачиваясь, ориентирует HoBbrfi метчик 16 по передней понерхности первой канавки,.
Цикл повторяется.
Предлагаемый станок позволяет производить шлифование прямых канавок инструмента, предварительно образованных методом деформации, а также повысить точность ориентаиии, за счет чего уменьшается припуск при ишифовании, ужесточить фиксацию изделия, что повьш ает скорости шлифования, следовательно, увеличивает производительность станка, уменьшает uiepoxoBaToCTb nepe/uieii поверхности канавки метчика, что тювьниает стойкость инструмента,
Ф6 13 мула изобретения
Станок для шлу1фования стружечных канавок концевого инструмента, выполненный в виде станины с установленными на ней бабкой изделия со шпинделем, приводом вращения шпинделя бабки изделия, механизмом орггентации, шлифовальной бабкой, отличаю- щ и и с я тем, что, с целью повьпле- ния качества обработки, он снабжен установленным на шпинделе бабки изделия и кинематически связанным с приводом вращения этого шпинделя фиксирующим диском, упанопленным внутри шпинделя бабки изделия дополнительным шпинделем и размещенным на
самоустанавливающимся, при этом станок снабжен задней бабкой, а механизм ориентации выполнен в виде
упоры, причем шпиндель бабки изделия и дополнительный шпиндель кинематически связаны между собой.
| Авторское свидетельство СССР № 230671, кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
