Изобретение относится к стройтел ьной индустрии, а именно к производству сборных железобетонных элементов дня зданий.
Известна технологическая линия . для изготовления объемных элементов, включающая стационарно установленные форйы с сердечником и передвижную раму с вибрационным устройством lj .
Недостаток известной линии состоит в повышенной крановой загрузке, необходимой для выполнения операций по распалубке и коллектации форм.
Наиболее близкой к предлагаемой является технологическая линия для изготовления объемных, элементов, содержащая формы с сердечником, стационарно установленные над приямником, в котором расположены передвижной распалубщик и вибрационное устройство 2j ,
Однако известная линия характеризуется необходимостью создания под каждой формой фундаментов, воспринимающих распалубочные усилия, и необходимостью в виброизоляции оснований форм.
Цель изобретения - снижение материалоемкости .
Поставленная цель достигается тем, что технологическая линия для изготовления объемных элементов, содержащая формы с сердечником, стационарно установленные над приямком, в котором расположены передвижной распалубки и вибрационное устройство, снабжена расположенным в заполненном водой приямке понтоном на котором установлены вибрационное устройство и распалубки, при этом ,понтон выполнен с перфорированным днищем и снабжен йеремещаемым по высоте горизонтальным щитом, герметичн примыкающим по периметру к внутренним сторонам стенок понтона,
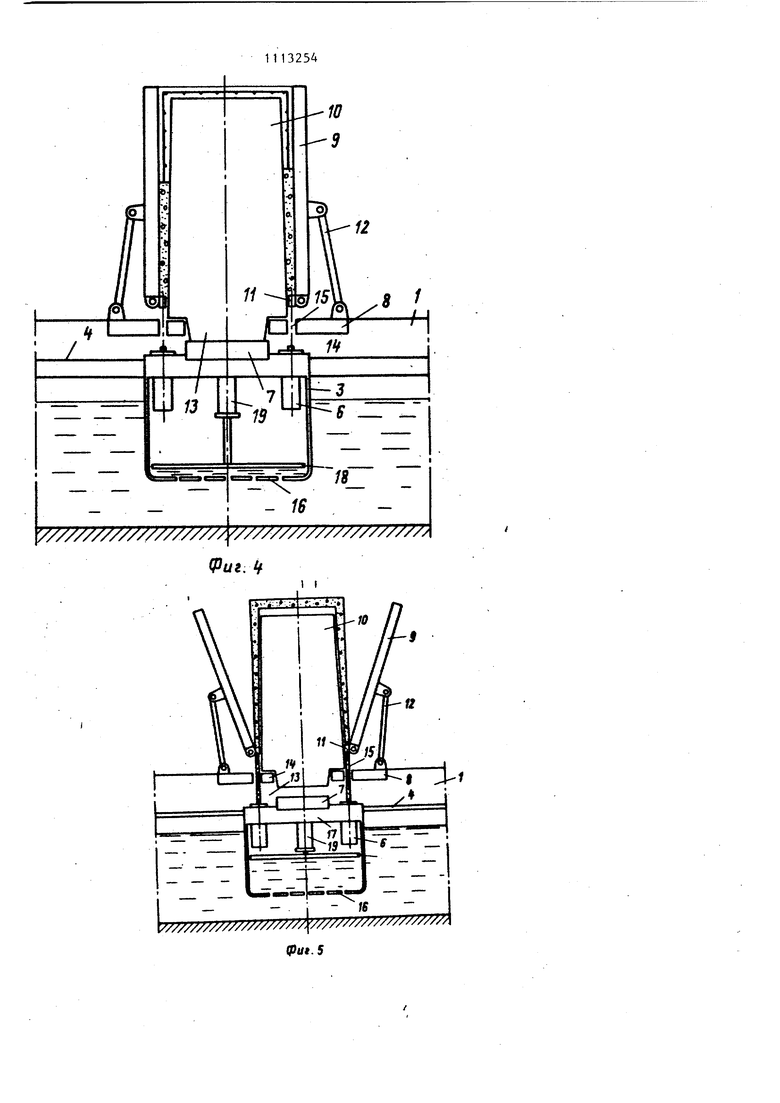
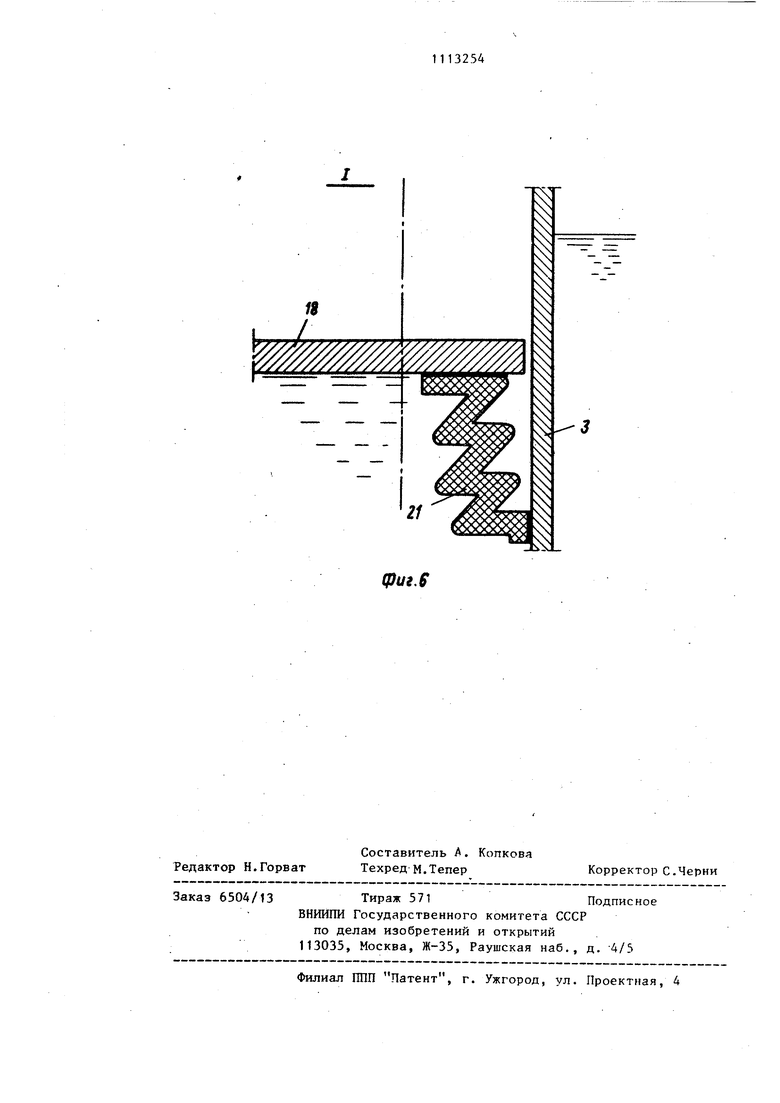
На фиг. 1 изображена технологическая линия для изготовления объемных элементов, общий вид в планер на фиг. 2 - продольный разрез А-А на фиг. 1j на фиг. 3 - поперечный разрез Б-Б на фиг. 1; на фиг. 4 - фрагмент продольного разреза А-А на фиг. 1, в момент бетонирования; на фиг, 5 - фрагмент продольного разреза А-А на фиг. 1, в момент распалубки; на фиг. 6 - узел 1 на фиг. 13,
Линия содержит заполненный вЬдой приямок 1, формы 2, установленные над приямником 1, понтон 3, расположенный в приемнике 1, привод перемещения 4 понтона 3 вдоль приямка 1, установленные на понтоне 3 распалубщик 5 с гидроцилиндрами 6 и вибрационное устройство 7,
Форма 2 состоит из опорной рамы 8 наружных щитов 9 с угловыми замками (не показаны), сердечника 10 с планшайбой 11, Наружные щиты 9 шарнирно прикреплены к планшайбе 11, ас помощью шарнирных тяг 12 - к опорной раме 8,
Сердечник 10 выполнен в виде жесткого короба, имеющего в нижней части выступ 13, а опорная рама 8 выполнена с проемом 14 для выступа 13 и с отверстиями 15 для штоков гидроцилиндров 6 распалубщика 5
Понтон 3 выполнен в виде короба с перфорированным днищем 16 и 17. В полости понтона 3 установлен горизонтальный щит 18, герметично примыкакаций по периметру к внутренним сторонам стенок понтона 3. Щит 18 перемещается по вертикали с помощью гидроцилиндров 19, прикрепленных изнутри понтона 3 к его крышке 17, На крышке 17 также изнутри понтона 3 закреплены гидроцилиндры 6 распалубщика 5. На крышке 17 понтона 3 установлено вибрационное устройство 7, например виброплощадка.
Понтон 3 имеет консольные опоры 20, Привод перемещения 4 понтона 3 выполнен, например, в виде лебедки, расположенной в торце приямника 1, и системы тросов.
Герметичность примыкания щита 18 по периметру к внутренним сторонам стенок понтона 3 обеспечивается приклейкой к ним, например, гофрированных Тканно-резиновых уплотнителей 21 .
На понтоне 3 установлена насосная станция с подводками (не показана) к гидроцилиндрам 6 и 19. Питание насосной станции электрическое с помощью подвесного кабеля.
Линия работает следующим образом
Перед началом формования понтон притапливают. Для этого включают привод гидроцилиндров 19 и их штоки двигаясь, перемещают щит 18 вверх. При этом вода через перфорированное днище 16 заполняет освободившееся пространство внутри понтона 3. В результате понтон 3 притапливается
311
до образования минимально допустимого зазора между верхом приямкя 1 и упорами 20 (зазор должен быть более 5 см). Далее включают привод перемещения 4 понтона 3 вдоль приямка 1, передвигают понтон 3 под одну из форм 2, подготовленную для бетонирования. Вновь включают привод гидроцилиндров 19 и их штоки, выдвигаясь, перемещают щит 18 вниз, вытесняя воду из понтона 3 через перфорированное днище 16. Понтон 3 всплывает, при этом выступ 18 сердечника 10 входит в контакт с виброплощадкой 7, рас положенной на понтоне 3. Затем соединяют сердечник 10 с виброплЬщадкой 7 замками (не показаны). Включают виброплощадку 7 и одновременно подают бетонную смесь (например, бетонораздатчиком) в формовочную полость, образованную сердечником 10 и наружными щитами 9.
После окончания бетонирования начинают тепловую обработку объемного элемента путем, например, введения во внутреннюю полость сердечника 10 теплоносителя.
Одновременно отсоединяют сердечник 10 от виброппощадки 7, включают привод гидроцилиндров 19, штоки которых, вдвигаясь, перемещают щит 18 вверх. При этом понтон 3 прйтапливается до исходного положения и его перемещают к следукяцей подготовленной к бетонированию форме 2 приводом 4.
После окончания тепловой обработки объемного элемента понтон 3 приводом 4 вновь перемещают под форму 2 с готовым изделием -и производят его распалубку. Открывают угловые замки наружных щитов 9. Включают привод гидроцилиндров 6 распалубщика 5. Их штоки, вьщвигаясь вверх, проходят через отверстия 15 в раме 8 и упираются в планшайбу 11 сердечника 10. При дальнейшем перемещении штоков
544
вверх возникает реактивная сила, направленная вертикально вниз и передаваемая на понтон 3, который под действием этой силы притаготивается до момента упора консольных опор 20 о стенки приямка 1.
Перед дальнейшем движении гидроцилиндров 6 вверх планшайба 11с изделием упирается в сердечник 10, а наружные щиты 9, поворачиваясь вокруг шарниров, отклоняются в стороны. Привод гидроцилиндров 6 выключают.
После окончания распалубки издрлие снимают с сердечника 10 краном и понтон 3, освобождаясь от нагрузки, вызываемой массой изделия, всплывает.
Рабочие поверхности наружных щитов 9 и сердечника 10 чистят и смазывают, устанавливают на сердечник 10 арматурный каркас и элементы оснастки. Далее включают привод гидроцилиндров 6 распалубщика 5. Штоки гидроцилиндров 6, опускаясь, освобождают планшайбу 11, и она, падая под собственньм весом, тянет за собой наружные щиты 9, которые, поворачив.аясь вокруг шарниров, устанавливаются в вертикальное положение. Затем запирают угловые замки. После этого цикл повторяется.
В предложенной линии не требуются специальные фундаменты под формы дпя восприятия распалубочного усилия, так как это усилие значительно снижается за счет действия на понтон архимедовых сил, не требуется вибройзоляции, поскольку вибрация передается на понтон, а от него - на воду, выполняющую роль гасителя вибрационных колебаний. Технологическая линия не требует рельсовых путей и армированных фундаментов под ними для перемещения вибрационного устройства и распалубщика под формами. Это позволяет снизить расход металла и других материалов при создании производства объемных элементов.

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления объемных элементов из бетонных смесей | 1980 |
|
SU948671A1 |
| Устройство для формования объемных железобетонных элементов | 1972 |
|
SU445577A1 |
| Установка для формования объемных элементов | 1981 |
|
SU992196A1 |
| Установка для формирования объемных элементов | 1980 |
|
SU874362A1 |
| Установка для изготовления объемных элементов из бетонных смесей | 1977 |
|
SU743876A1 |
| Механизм распалубки наружных щитов формы | 1982 |
|
SU1121142A1 |
| Конвейерная линия формования объемных элементов | 1980 |
|
SU937150A1 |
| Установка для формования объемных элементов | 1989 |
|
SU1701537A1 |
| Установка для формования объемных элементов | 1981 |
|
SU992195A1 |
| Пост формования технологической линии для изготовления объемных блоков | 1985 |
|
SU1465334A1 |

ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ЭЛЕМЕНТОВ, содержащая формы с сердечником, стационарно установленные над приямком, в котором расположены передвижной распалубщик и вибрационное устройство, отличающаяся тем, что, с целью снижения материалоемкости, линия снабжена расположенным в заполненном водой приямке понтоном, на котором установлены вибрационное устройство и распалубщик, при этом понтон выполнен с перфорированным днищем и снабжен перемещаемым по высоте горизонталь§ ным щитом, герметично примыкающим по периметру к внутренним сторонам (Л стенок понтона. с
W//W//////7////////Y///////////7//7//////A
(put.tf
7///////////////// //Щ / (put. 5
(pui.f
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ МОНОЛИТНЫХ ОБЪЕМНЫХ БЛОКОВ | 0 |
|
SU186320A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Граник Ю.Г., Гаврилина В.М. | |||
| и Спивак А.Н | |||
| Обзорная информация | |||
| Технология изготовления санитарнотехнических кабин, вып | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
| рис | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
