(5 4) К С) Н ВI: R Г- р Н Ая ; 1И Н И Я Ф О р о в А и м я о Б ЪЕ н Б х
1
И.зобретение относится к строительной индустрии, а H.vi(-ii.4o к .чводству сборны.х железобетонных э.тементов для зданий.
Известна конвейерная ,т.и;ния для изготовления объемн.ы.х y.icMeiiToii. содержа цая направляющие, закреплепшяе i:a основании, формы-вагонетки, уета.човле1Н ;:с онора.ми качения на эти .., н)г:вод для перемещения фо).м-вагонеток по гн.м направ.тяющи.м и посты в(1броформ{;ва ия. расиа.тубки и термообработк, каждая из фор.мвасонсток с(.)стоит из плат(Ьор.П)1. сердечника, закрепленного на этой платформе, нодвижных наружных щитов и приспособлений для соединения их друг с другом и с платформой 11 j.
Однако конвейерная линия и.меет недостаточную производительность и требует значительных эксплуатационных рае.ходов.
Цель изобретения - - повышение производительности и снижение эксплуатационных расходов.
Поставленная пель доетигается тем, что конвейерная линия фор.К)вания объемных эле.ментов. содержащая направляющие, заЭЛЕМП ТОВ
крепленные на основании, формы-вагонетки, станов,1енные опорами качения на эти направляющие, нр1;вод для перемещения формвагонеток но направляющим и посты виброформования, распалубки и термообработки, причем каждая нз фс рм-вагонеток состоит из Г1,1атформь;. сердечника, закрепленного fia этой платформе, подвижных наружных щитов и приепособлений для соединения их друг с другом I с платформой, выполнена
10 так, что пост тер.мообработки снабжен устройствами для подачи пара в сердечники (ро)м-вагонеток, а каждая из форм-вагопеток - кронштейнами и пр11снособ,1епиями для соединения их друг с другом, причем устройство для подачи пара в сердечник
15 фо): 1Ы-вагонетки состоит ii3 составного коллектора, уложенного на кронштейны формы-вагонетки, системы подвода пара от ко,плекто|1а к сердечникам, щланга, соединяющего пароп.ровод е кол,1екторо.м прп помощи
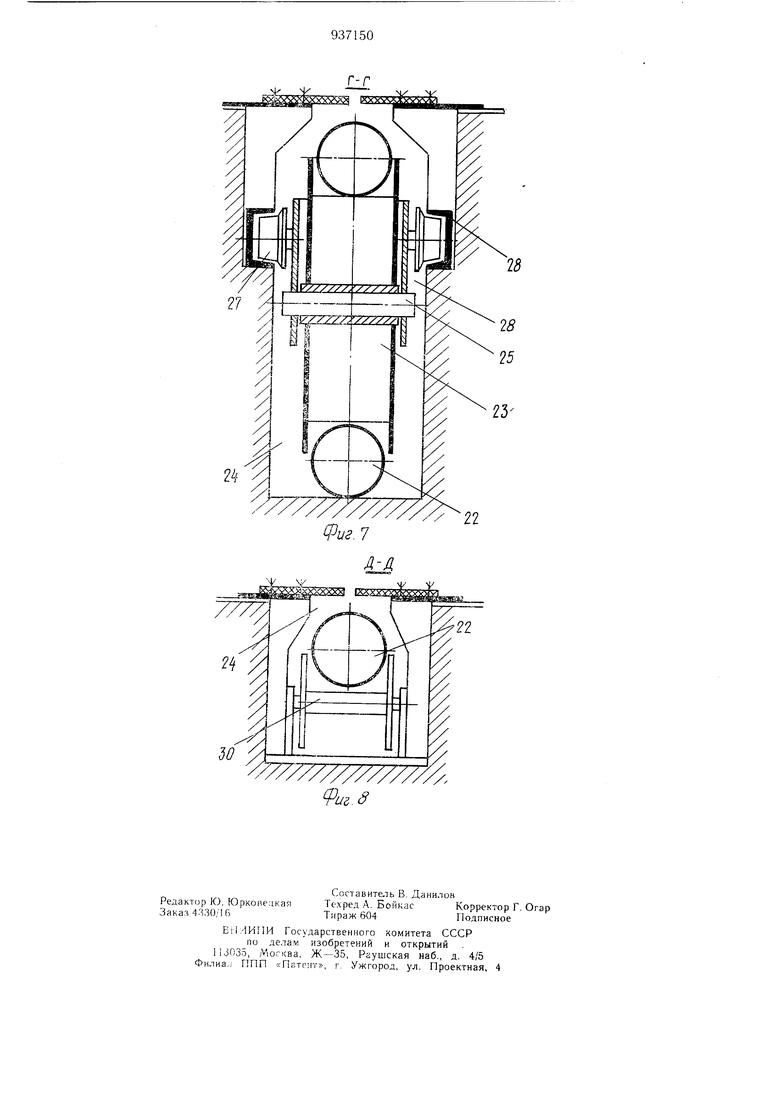
20 каретки е обводным барабаном, кронн1тейны закреплены на поддонах фюрм-вагонеток со стороны устройства для подачи пара, а нрпснособление для соединения форм-вагонеток выполнено разъемным с возможпост1 1о ,:rii:- ;i лыюгч) перемещения форм-вагоне: -, ;i-s, : отиоси.ч льмо ,фу|.|, при этом iiaii . , - ID/I i;iii;l)S; K. Iriiil/; (})()) M - Bel IOlii UK :: ОС ; , В;|бр()фОГ).П(1})(и-,анИЯ HЬiПO,(.:: мк -;: 4Kii,:Mi;, .1 j);i VLCMIKX прн:, :,:и (j.iiijiM-B;;r(;iie: :: i4,. hj нзаимодейе1ву1О1иих одна с i,i. ..: :-, :.kiifiofi lia нз (jjopM-liaiOliiMO . v--on:,. :i на другой )а. II;; фиг. 1 i;(ma;jan ii.ia.u ко 1вейер1К)й диiiHi; на . 2 ystvi 1 на (риг. 1; на (|)нг. 3 jia.ifKVi А Л на фиг . 1; на фш. 4 разрез Л Л на фи1 ; па фиг. 5 разрез Б Б на фиг. 1: на фнг. 6 разрез В В на фиг. 5; |;: сЬиг. 7 разрез Г - Г на фиг. 5; на фнг. 8раз)ез Д ,, на фиг. 5. Koiii;-il-piiav ;1ини 1 ео тонт из поста 1 формо1 ан1 я, ociiaiuenHoio ме.ханнзмом 2 укл.;.к.ч iieioHHoH смесп, iibiiio.iiieHHiuM, iiaiiримс.), 1 кoиco, (гоноук адчпк;, мехач; .мом 3 ун.1О1Н1. исчо.нной смеси, ппе 1ста .ляющего i:o6oH li :бр). Uijiiixio идо iU,;u-.y, и подьемно-опсскным к.1ьс()5ьгм .iu-.-iiOM L 5ег)тикадьн,)е перемещение KOiopoг-;;- .сств.;яют, на 1ример, гидродомк 1а1 , i;oc-.: П )аснадубки, рас:1;одоженно о :о нро 1,1.1... г; оси .1ИНИИ и снабже |ногп viexas::;.i.vio;s: о ; :нресеовки, выноднепным, нанример, н виде гидродомк)атов. Над ностами 1 формования н 5 распалубки располагаются 11.:;;:.надки 7 обслуживания. Оба чти нос1а ;)a3 iei;i,)i рядом, а ио cioe сто;)оиь от них находя 1ся две Ipyiiiibi iiociOH 8 тендовой обраоогки. F3ce посты конвейе)ной .шиии расиодагаютея но ее нродо:1ьн()й оси. lia ко 1нейерной .тинии на.ходятся иос,1е.тоиате; Ьио соеди1: 1ныс друг с д)1ом форм1 1-15агоНе :,и . -K,;iK)4aK)HUic 11ир жные IUHIBI И). ce ;ieinr;Kii 11. Фор-иы-вагонетки 9 iie K ie1Ц;;С)Т iKi ;-.ibcoBbiM НИiipaвлЯк И1Им 12 с помощью 1ривода 13 Бозвратнолюстуна iCJihHoГ ;clo : мнения, нредставдяюн1его собой. ;. .,, р, систему тросов с реверсивнс.)- лебгдкои. Фо)М1)1Д5агонетки 9 связаны между собой подвижными соединениями 4, вы ill .-1 с Тч)браз;;ым сте)жнем 15, за:.;}; i.iCi;n,,iM на форме-15агч)нетке 9, и о.хватыв.нощей его скобы 16, закренденно на другой форме-вагонетке 9. Таким o6i)a.iov;, .ка.ждая фо)ма-нагонетка 9 с одной стороиы снабжена Т-образным стержнем 1Г), а с другой стороны --скобой 16. (л.едииение 14 дает возможсть вертикального смен1еиия фо11м-пагонегок 9 относите.чыю друг друга. В.ходн:ная в состав линии система подачи нара в се})демники 11 форм-вагонеток 9 нредставляег собой грубчатый коллектор, состоян,ий ч.з отдельны.х звеньс 17, связанных между обой фланцевыми соединениями 18. Каждое . iKi;o 17 сободно оперто на консо.п-i 19 фо)мы-вагонетки. 9 и соединено нос)едCTiiOM гпб.-.ого liLiaHra 20 с соответетвуюн1им ;-ердеч1(иком il. На узле подсоединения звена 17 .:1ектора к (-ердечнику 11 устагк вен запорный вентиль 2. Один из торцов кол.1ектора за1луц1ен, а другой с но.мощью гибкого Hj. 22, пропущенного вокруг огибного барабана 23, соединен с нарЪпроводо.м, снабжаюнгим те.хнологическим паром конвейерную линию. Огибной барабан 23 ()асно:и)жеп в приямке 24 и подвешен через центральную ось 25 на тележке 26, снабженной катками 27, которые размещены в нап|)авлякяц.и.х паза.х 28 нриямка 24 е возможностью перемещения вдоль ноеледнего с иомо1цью привода 29, выполненного, например, в виде лебедки и троса. Гибкий шланг 22 покоится на ро.щковы.х опорах 30 стационарно устапов.тенпых в приямке 24. Кон15ейерпаи линия работает следующим об). 1 одготов. 1енную .к бетонированию isaroneTKy . с по.мощью механизма 13 пе()С .% е1цепия подают с госта 5 распалубки на пост (|)ор|()вания и устанавливают на подъc iio ;л; чйном )ельсово звене 4. С 1юмо| П к) |ос.1е;л его форму-ва онетку 9 опускают па 15 2f) мм так, чтобы низ сердечника 11 во1пе. в кс.чпакт с механиз.мом 3 уплотнения бе1опной смеси. Сверху в формовочную полость, )бра:,ованну1о наружны.ми щита.ми 10 и се)дечником 11, с помощ1)Ю механизма 2 укладк.и подают бетонную смесь, равномер}1о р :спре;11ляя ее по периметру стен объемгюгс Л . к:15а. Одновременно включают механизл .- п.(. Iloc;ic окончания бетони л)вапия .. уык.1к;чают, а формуiiaroHiTKv 9 на под1 емно-опускном рельсовом .;в...пе 4 iuxTi.ii.viaiOT Д(J огметки рельсовых на 1равл5-:кяцих 12 и, откр1)1вая авто.матический з.)1П;:й 15е):тиль 21, 1ачинают подачу па(К1 ; сер.течпик 1 1 формы-вагонетки 9. 1)и опускании и подъе.ме последней на посi v 1 ерормо1 иния Т-образный стержень 15 ПОДВИЖНО .} сое;1инения 14 смещается в верriiKa.ibHOM iaiipiaii.ieHHH в охватывающей его скобе И), не вьгчодя из за 1енления с ней, Пос,ле подъема формы-вагонетки 9 ее сдвигают по рельсовым паправ;1яющим 12 на пост 8 т(Ч1.1ов(;й обработки. Находящиеся па ({)ормьм5агонетки 9 с помощью подвижных соедн11ений 14 связаны друг с другом в единый поезд. Поэтому при пере.меще ип ;1юбой формы-вагонетки 9 по поста.м линии одн(жременпо прсжсходит движение в гом же нап)авле1 ии и всех оетальных формisaroHciOK 9. При тако.м движении одновремен 1о с включением привода 13 возвратно11оступате:1Ы1ого пepeмeцJ,eния фор.м-вагонеток 9 включают привод 29, с по.мощью которого пере.мени1ют тележку 26 огибного барабана 23 в наг равлении движения поезда. Тележка 26 передвигается на катках 27, направляющими для которых являются пазы 28. При этом огибной барабан 23 вращаетея вокруг центральной оси 25 и, удерживая гибкий щланг 22 в натянуто.м состоянии, перемещает его в приямке 24. Передвигая формы-вагонетки 9 в направлении от поста 5 распалубки к посту 1 формования, на последнем производят бетонирование всех изделий. После этого с помощью привода 13 возвратно-постунательного перемещения форм-вагонеток 9 весь поезд перекатывают в противоположном направлении и устанавливают его на постах 8 тепловой обработки и примыкающем к ним посту 5 распалубки. В результате этого форма-вагонетка 9, прощедщая бетонирование первой, оказывается на посту 5 распалубки. Здесь раскрывают наружные щиты 10, и с помощью механизма 6 выпрессовки отделяют изделие от сердечника 11. Распалубленное изделие краном удаляют с конвейерной линии 11 и на том же посту 5 распалубки осуществляют гюдготовку формы-вагонетки 9 к бетонированию. Такая подготовка включает чистку и смазку наружных щитов 10 и сердечника 11, установку арматурного каркаса, элементов оснастки и т.п. После заверщения подготовки наружные щиты 10 закрывают и осуществляют технологические операции в описанном выще порядке. Формула изобретения 1. Конвейерная линия формования объемных элементов, содержащая направляющие закрепленные на основании, формы-вагонетки, установленные опорами качения на эти направляющие, привод для перемещения форм-вагонеток по направляющим и посты виброформования, распалубки и термообработки, причем каждая из форм-вагонеток состоит из платформы, сердечника, закрепленного на этой платформе, подвижных наружных щитов и приспособлений для соединения их друг с другом и с платформой, отличающаяся тем, что, с целью повыщения производительности и снижения эксплуата циопных расходов пост термообработки снабжен устройствами для подачи пара в сердечники форм-вагонеток, а каждая из фор.мвагонеток-кронштейнами и приспособлениями для соединния их друг с другом, причем устройство для пода1и пара в сердечник формы-вагонетки состоит из составного коллектора, уложенного на кронштейны формы-вагонетки, системы подвода пара от коллектора к сердечникам, шланга, соединяющего паропровод с колектором при помощи каретки с обводным барабаном, кронштейны закреплены на поддонах форм-вагонеток со стороны устройства для подачи пара, а приспособление для соединения формвагонеток выполнено разъемным с возможностью вертикального перемещения формвагонеток друг относительно друга, при этом направляющие под опоры качения форм-вагонеток на посту виброформования выполнены подъемно-опускными. 2. Линия по п. 1, отличающаяся тем, что разъемное приспособление для соединения форм-вагонеток состоит из взаимодействующих одна с другой закрепленной на одной из форм-вагонеток скобы, а на другой - двутавра. Источники информации, пранятые во внимание при экспертизе 1. Технологическая линия изготовления санитарно-технических кабин. Межотраслевая информация ЦНТИ Госграждапстроя, М., 1974.

| название | год | авторы | номер документа |
|---|---|---|---|
| Двухярусный поточно-конвейерная линия для изготовления железобетонных изделий | 1975 |
|
SU555016A1 |
| Конвейерная линия для изготовления строительных изделий | 1981 |
|
SU982925A1 |
| Технологическая линия для изготовления объемных железобетонных изделий | 1981 |
|
SU1108015A1 |
| КОНВЕЙЕРНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 1969 |
|
SU247830A1 |
| Конвейерная линия для изготовления железобетонных изделий | 1978 |
|
SU776921A1 |
| Двухъярусная поточно-конвейерная линия для изготовления железобетонных изделий | 1973 |
|
SU476990A1 |
| Конвейер для перемещения форм-вагонеток на технологической линии | 1980 |
|
SU950532A1 |
| Конвейерная линия для изготовления изделий кассетным методом | 1975 |
|
SU732138A1 |
| Устройство для передачи форм-вагонеток в технологических линиях | 1978 |
|
SU695821A1 |
| Устройство для распалубки и сборки форм-вагонеток | 1973 |
|
SU468786A1 |

-.-±±ni:iii..J
1
I ч
ii
--..И
. |рвЛ
ixxxw tvS if)
24
иг.7
