&э.1
/IPjfr ЯГЛГЯГЛУЛУ ЛУ/Р
подвески 7 кассеты 8 с опорными плитами 14 и 15, имеющими гнезда для фиксатора 17, причем верхние из плит снабжены упорными фланцами с закреп- . ленными на них направляющими колонками 20, перемещающимися в направляющих втулках 21, соединенных с опорной плитой, при этом в центре тяжести штанги закреплена поперечная ось 12, JQ
вращающаяся в подшипниках на концах тяг подвески, а механизм нагнетания армирующей связки снабжен секционной раскрывающейся манжетсй 39, расположенной между телом изолятора и арматурой, причем секции ее выполнены поворотными за счет сопряжения с тягами траверсы, установленной на штоке пневмоцилиндра. 3 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для армирования керамических изделий | 1985 |
|
SU1346432A1 |
| Установка для армирования керамических изделий | 1982 |
|
SU1057291A1 |
| Опорный изолятор | 1977 |
|
SU705532A1 |
| Опорный изолятор | 1976 |
|
SU650105A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХИЗДЕЛИЙ | 1972 |
|
SU435936A1 |
| Устройство для разгрузки подвесных конвейеров | 1984 |
|
SU1270085A1 |
| Подвесной конвейер | 1979 |
|
SU812665A1 |
| СПОСОБ ЗАЧИСТКИ ПОДВЕСНЫХ ВЫСОКОВОЛЬТНЫХ ИЗОЛЯТОРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2397565C1 |
| Автомат для приварки к торцам труб элементов соединительной арматуры | 1974 |
|
SU640830A1 |
| Кассетная линия для изготовления строительных изделий | 1990 |
|
SU1785906A1 |
Изобретение относится к электроизоляционной технике, а именно к устройствам для армирования изоляторов. Целью изобретения является повышение производительности и качества изоляторов. Устройство для армирования изоляторов снабжено фиксатором на посту армирования и толкающим конвейером, на замкнутом монорельсе 1 которого шарнирно подвешены посредством тяг подвески 7 кассеты 8 с опорными плитами 14 и 15, имеющими гнезда для фиксатора 17, причем верхние из плит снабжены упорными фланцами с закрепленными на них направляющими колонками 20, перемещающимися в направляющих втулках 21, соединенных с опорной плитой, при этом в центре тяжести штанги закреплена поперечная ось 12, вращающаяся в подшипниках на концах тяг подвески, а механизм нагнетания армирующей связки снабжен секционной раскрывающейся манжетой 39, расположенной между телом изолятора и арматурой, причем секции ее выполнены поворотными за счет сопряжения с тягами траверсы, установленной на штоке пневмоцилиндра. 3 ил.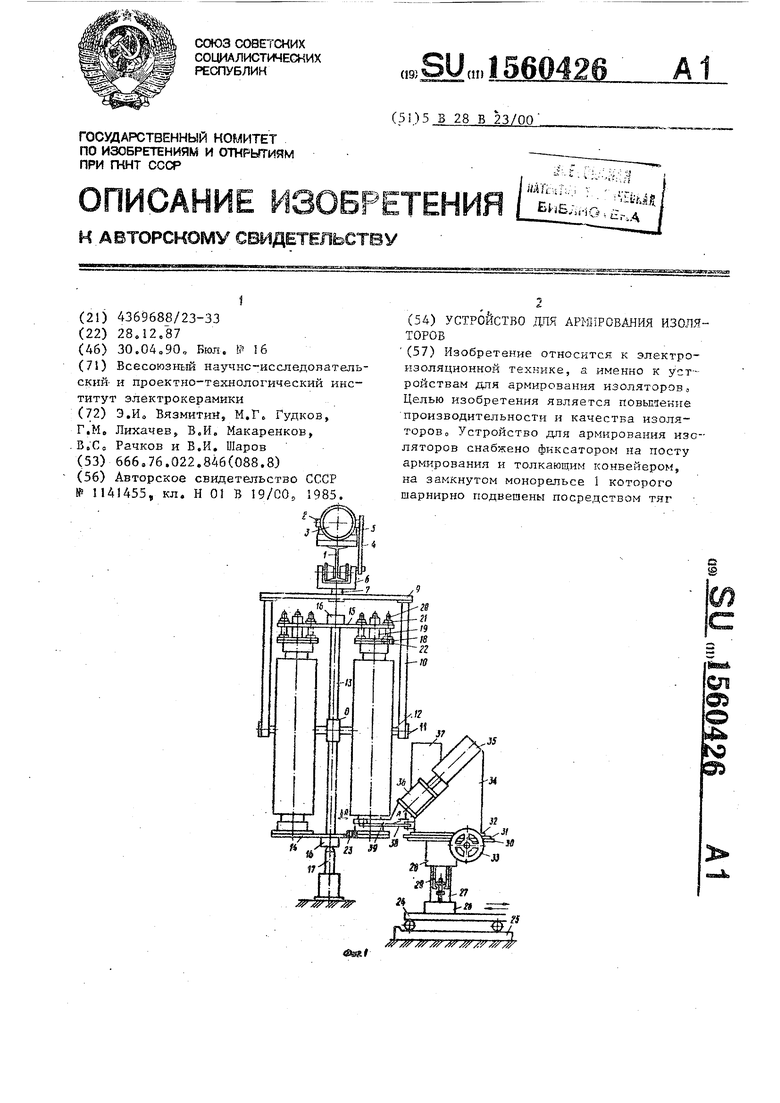
Изобретение относится к электро- изоляционной технике, а именно к устройствам для армирования изоляторов„
Цель изобретения - повышение производительности и качества изоляторов,
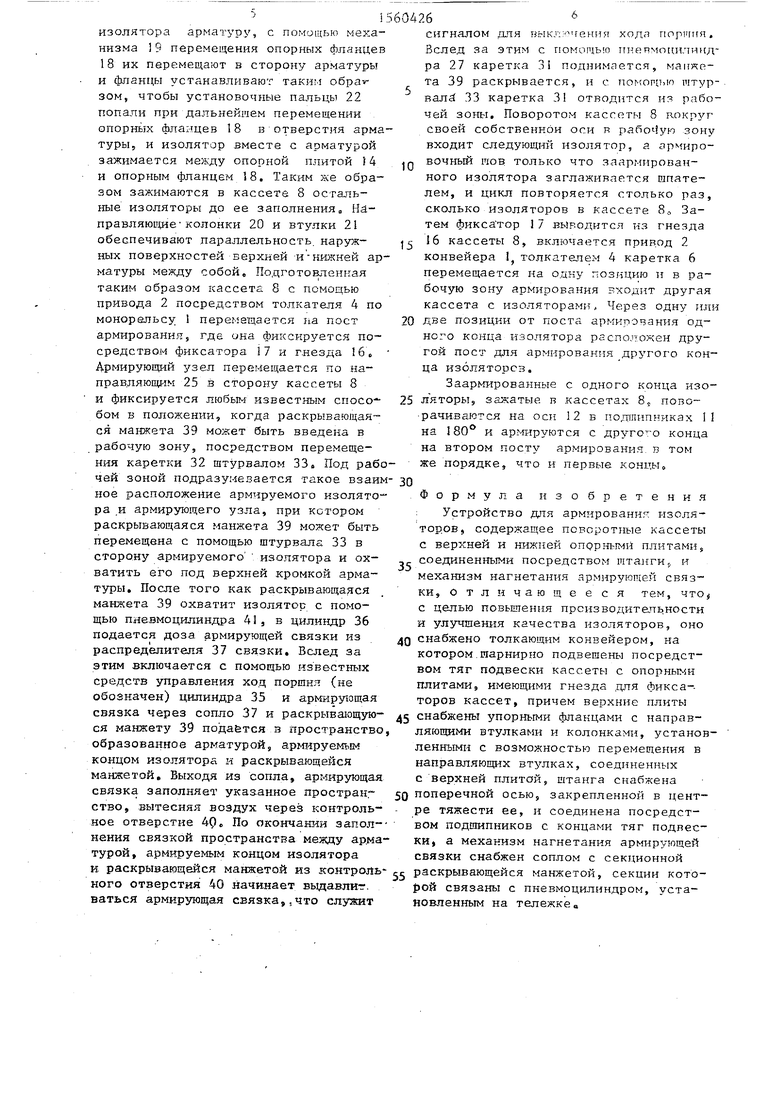
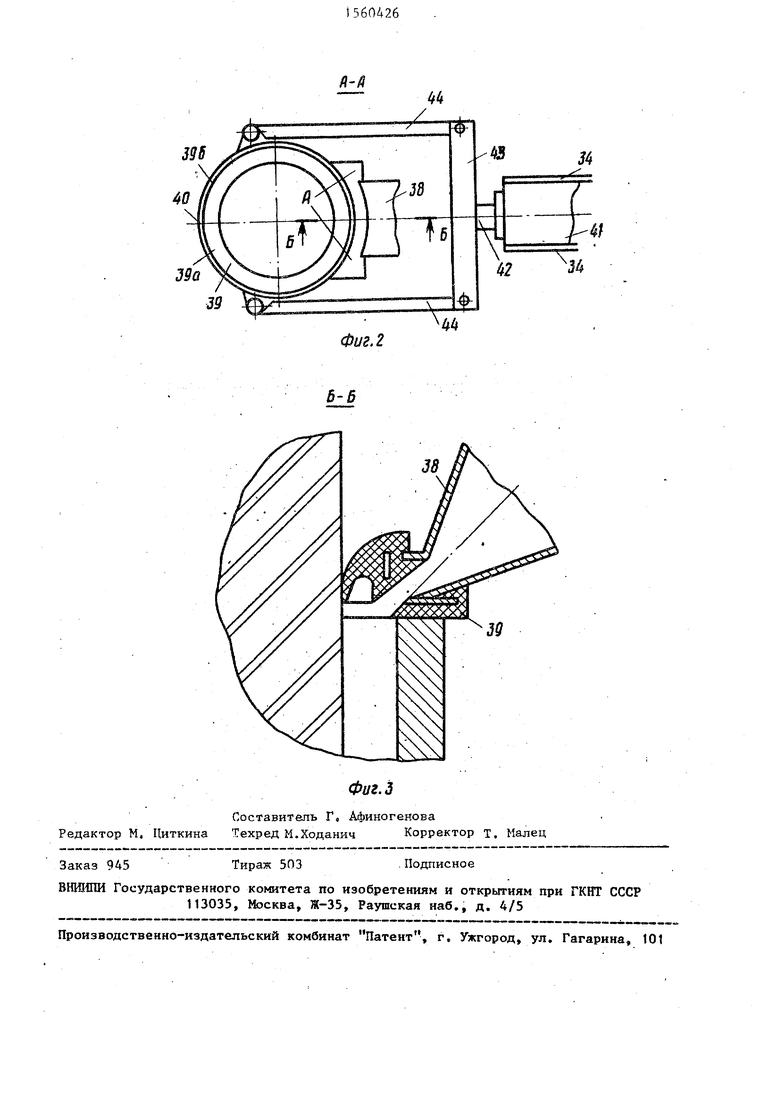
На фиг. 1 показано устройство для армирования изоляторов; на фиг. 3 - разрез А-А на фиг.| на фиг. 3 - разрез Б-В на фиг.2.
Устройство для армирования изоля- торов, преимущественно опорно-стержневых, и покрышек включает толкающий конвейер, гостоящий из монорельса 1, замкнутого по контуру. На монорельсе закреплен привод 2, включающий гидро- цилиндр 3, на штоке плунжера которого (не обозначен) закреплен толкатель 4, перемещающийся возвратно-поступательно по направляющим 5. По всему контуру монорельса расположены каретки 6, шарнирно соединенные между собой. На каретке б с помощью подвески 7 с возможностью вращения вокруг ее оси подвешены кассеты 8 для армируемых изоляторов. Каждая из кас- сет представляет собой траверсу 9, к которой одним концом крепятся две тяги 40, а на другом конце каждой тяги 10 имеется подшипник 11. Ј подшипниках И расположена ось 12, на которой крепится штанга 13, геометрическая ось которой параллельна осям тяг 10. На концах итанги 13 крепятся неподвижно опорные элементы плиты 14 и 15, на каждой из которых с наружной стороны закреплено гнездо 16 для фиксатора 17. На одной из опорных плит размещены опорные фланцы 18 с возможностью перемещения вдоль собственной оси с механизмами 19 перемещения , фланцев и направляющими колонками 20, которые помещены в направляющие втулки 2, закрепленные на опорной плите. На опорных фланцах 18 и плите
5
0
5 g 0 45 ,-
55
14 установлены соосно установочные сменные пальцы 22 и 23 для ориентации между собой арматуры на разных концах армируемого изоляторав
Устройство включает также армирующий узел, состоящий из платформы 24, имеющей возможность возвратно- поступательного движения по направляющим 25. На платформе 24 закреплен с помощью фланца 26 плунжер 27, на котором помещен цилиндр 28 с возможностью регулируемого по величине перемещения вдоль оси плунжера. Величина хода плунжера регулируется ограничителем 29 хода. На верхнем днище цилиндра 28 помещен стол 30 с направляющими 31, по которым может переме- щаться каретка 32 с помощью штурвала 33 шестеренчатого привода (не обозначена) . На каретке выполнен коробчатый кронштейн 34, который несет на себе силовой цилиндр 35, цилиндр 36 для армирующьй связки и распределитель 37 связки, К цилиндру для армирующей связки присоединяется сменное сопло 38 с раскрывающейся манжетой 39, подв вгсные части которой 39 а и 39 б имеют возможность поворота на некоторый угол вокруг осей А, На месте стыка подвижных частей раскрывающейся манжеты 39 выполнено контрольное отверстие 40, В коробчатый кронштейн 34 вмонтирован пневмоцилиндр 41, на штоке 42 которого закреплена траверса 43 с тягами 44, соединенными с подвижными частями 39а и 396 раскрывающейся манжеты 39.
Устройство работает следующим образом.
Обработанная соответствующим обра зом арматура устанавливается на нижнюю опорную плиту 14 на установочные пальцы 23 кассеты 8. Поворачивая вокруг оси штанги 13, заполняют кассету, затем надевают на верхние концы
10
изолятора арматуру, с помощью механизма 9 перемещения опорных фланцев 18 их перемещают в сторону арматуры и фланцы устанавливают таким o6pav зом, чтобы установочные пальцы 22 попали при дальнейшем перемещении опорных фланцев 18 в отверстия арматуры, и изолятор вместе с арматурой зажимается между опорной плитой 14 и фланцем 18. Таким же образом зажимаются в кассете 8 остальные изоляторы до ее заполнения„ Направляющие1 колонки 20 и втулки 21 обеспечивают параллельность наружных поверхностей верхней и нижней арматуры между собой. Подготовленная таким образом кассета 8 с помощью привода 2 посредством толкателя 4 по монорельсу i перемещается на пост армирования, где она фиксируется посредством фиксатора 17 и гнезда 16 Армирующий узел перемещается по направляющим 25 в сторону кассеты 8 и фиксируется любым известным спосо - бом в положении, когда раскрывающаяся манжета 39 может быть введена в рабочую зону, посредством перемещения каретки 32 штурвалом 33. Под рабочей зоной подразумевается такое взаим- 30 ное расположение армируемого изолятора и армирующего узла, при котором раскрывающаяся манжета 39 может быть перемещена с помощью штурвала 33 в сторону армируемого изолятора и охватить его под верхней кромкой арматуры. После того как раскрывающаяся манжета 39 охватит изолятор с помощью пневмоцилиндра 41, в цилиндр 36 подается доза армирующей связки из распределителя 37 связки. Вслед за этим включается с помощью известных средств управления ход поршня (не обозначен) цилиндра 35 и армирующая
сигналом для вчк - гения хода пормня. Вслед за этим с помощью пнеямоцичмнд- ра 27 каретка 31 поднимается, манжета 39 раскрывается, и с помощью штурвала 33 каретка 31 отводится и рабочей зоны. Поворотом кассеты 8 гшкруг своей собственной оси R рабочую зону входит следующий изолятор, а армиро- вочный тов только что заармирован- ного изолятора заглаживается шпателем, и цикл повторяется столько раз, сколько изоляторов в кассете 80 Затем фикса тор 17 выводится из гнезда
jc 16 кассеты 8, включается привод 2 конвейера lf толкателем 4 каретка 6 перемещается на оцну позицию и в рабочую зону армирования РХОДИТ другая кассета с изоляторами, Через одну или
20 две позиции от поста армкпования одного конца изолятора расположен другой пост для армирования другого конца изоляторов.
Заармированные с одного конца изо25 ляторы, зажатые в кассетах 8, поворачиваются на оси 12 Б подшипниках II на 180° и армируются с другого конца на втором посту армирования в том же порядке, что и первые концы„
35
Формула изобретения Устройство для армпровани изоляторов, содержащее поворотные кассеты с верхней и нижней опорными плитами, соединенными посредством штангиs и механизм нагнетания армирующей связки, отличающееся тем, что, с целью повышения производительности и улучшения качества изоляторов, оно 40 снабжено толкающим конвейером, на котором гаарнирно подвешены посредством тяг подвески кассеты с опорными плитами, имеющими гнезда для фиксаторов кассет, причем верхние плиты связка через сопло 37 и раскрывающую- 5 снабжены упорными фланцами с направ- ся манжету 39 подается з пространство, ляющими втулками и колонками, установленными с возможностью перемещения в направляющих втулках, соединенных с верхней плитой, штанга снабжена 50 поперечной осью, закрепленной в центре тяжести ее, и соединена посредством подшипников с концами тяг подвески а механизм нагнетания армирующей
образованное арматурой, армируемым концом изояятора и раскрывающейся манжетой. Выходя из сопла, армирующая связка заполняет указанное пространство, вытесняя воздух через контрольное отверстие 4Q. По окончании эапол-- нения связкой пространства между арматурой, армируемым концом изоляторасвязки снабжен соплом с секционной
и раскрывающейся манжетой из контроль- раскрывающейся манжетой, секции кото- ного отверстия 40 начинает выдавлигрой связаны с пневмоцилиндром, уставаться армирующая связка,,что служит новленным на тележке.
0
0
сигналом для вчк - гения хода пормня. Вслед за этим с помощью пнеямоцичмнд- ра 27 каретка 31 поднимается, манжета 39 раскрывается, и с помощью штурвала 33 каретка 31 отводится и рабочей зоны. Поворотом кассеты 8 гшкруг своей собственной оси R рабочую зону входит следующий изолятор, а армиро- вочный тов только что заармирован- ного изолятора заглаживается шпателем, и цикл повторяется столько раз, сколько изоляторов в кассете 80 Затем фикса тор 17 выводится из гнезда
c 16 кассеты 8, включается привод 2 конвейера lf толкателем 4 каретка 6 перемещается на оцну позицию и в рабочую зону армирования РХОДИТ другая кассета с изоляторами, Через одну или
0 две позиции от поста армкпования одного конца изолятора расположен другой пост для армирования другого конца изоляторов.
Заармированные с одного конца изо5 ляторы, зажатые в кассетах 8, поворачиваются на оси 12 Б подшипниках II на 180° и армируются с другого конца на втором посту армирования в том же порядке, что и первые концы„
Формула изобретения Устройство для армпровани изоляторов, содержащее поворотные кассеты с верхней и нижней опорными плитами, соединенными посредством штангиs и механизм нагнетания армирующей связки, отличающееся тем, что, с целью повышения производительности и улучшения качества изоляторов, оно снабжено толкающим конвейером, на котором гаарнирно подвешены посредством тяг подвески кассеты с опорными плитами, имеющими гнезда для фиксаЭ9а
39
Фиг. 2
Фиг.З
Составитель Г, Афиногенова Редактор М, Циткина Техред М.ХоданичКорректор т. Мапец
Заказ 945
Тираж 503
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул. Гагарина, 101
J4
Ы
Подписное
| Устройство для армирования изоляторов | 1982 |
|
SU1141455A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
