Изобретение относится к упаковочиофасовочной технике и предназначено для переформирования и механизированной загруз ки в тару послойно пакетов правильной геометрической формы или коробок, поступающих с фасовочного автомата в порядке, не соответствующем размерам стандартной тары. Устройство может быть попользовано в любой отрасли народного хозя,иства.
Известно устройство для укладки предметов в тару, состоящее из транспортера, механизма для набора слоя пакетов, содержащего стол-накопитель, механизма для захвата слоя предметов и укладки его в тару, содержащего электромагнитную плиту, установленную с возможностью возвратно-поступательного движения в вертикальной плоскости 1.
Указанное устройство укладывает в тару только металлические предметы, например консервные банки, поступающие по транспортеру в один ряд, что ограничивает его использование.
Наиболее близким к изобретению является устройство для укладки предметов в тару, содержащее подающий транспортер, приемный стол с микропереключателем н толкателем, установленным с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном подающему транспортеру, и выдвижной стол ,с отсекателем 2J.
Недостатком известного устройства является то, что оно не позволяет производить загрузку в стандартную тару пакетов, поступающих послойно с фасовочных автоматов, наггример, фирмы «Хессер, с которых упакованные пакеты выходят в два ряда по пять щтук в каждом.
Целью изобретения является обеспечение укладки предметов при их дискретной подаче слоями, количество пакетов по сторонам которых не кратно количеству пакетов по сторонам слоя, помещаемого в тару.
Поставленная цель достигается тем, что в устройстве для укладки предметов в тару, содержащем подающий транспортер, приемный стол с микропереключателем и толкателем, установленным с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном подающему транспортеру, и выдвижной стол с отсекателем, приемный стол имеет ре.зервную зону с дополнительным толкателем, установленным с возможностью возвратно-поступательного перемещения в направлении, па: раллельном подающему транспортеру, при этом микропереключатель приемного стола установлен на рабочей поверхности дополнительного толкателя, а между приемным и выдвижным столами установлена площадка, служащая второй резервной зоной и оснащенная промежуточным выключателем, взаимодействующим с толкателем приемного стола.
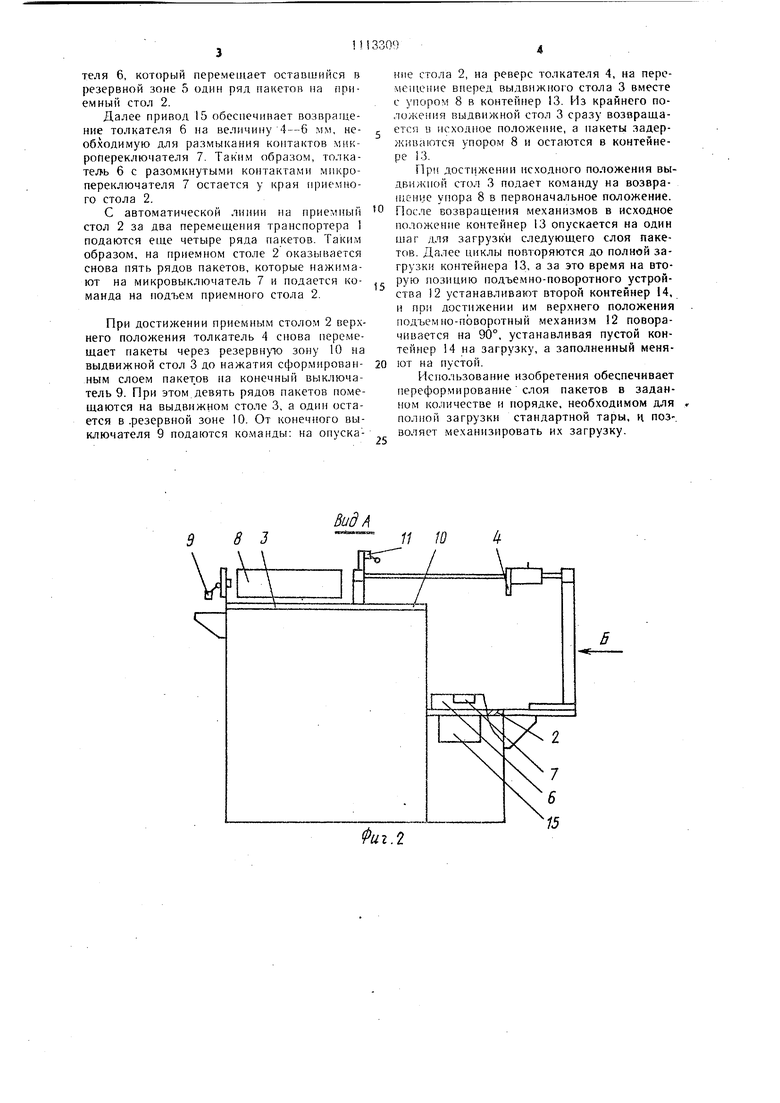
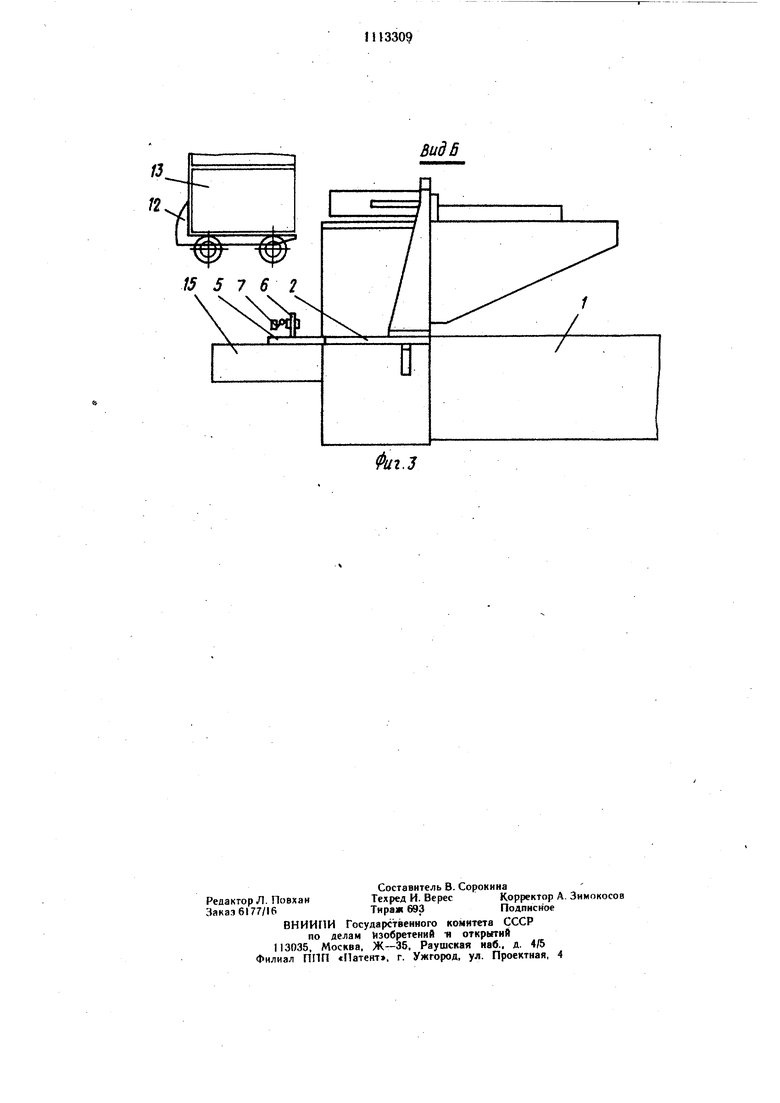
На фиг. 1 представлена схема устройства для укладки предметов в тару, в плане; на фиг. 2 - вид А на фиг. ; на фиг. 3 - вид FD на фиг. 2.
Устройство для укладки предметов в тару содержит подающий шаговый транспортер 1 и формирователь слоя пред.метов в продольном и поперечном направлениях, включающий подъемно-опускной приемный стол 2, выдвижной стол 3 и -толкатель 4.
ОПриемный подъемно-опускной стол 2 имеет резервную зону 5, расположенную на од- . ном уровне с приемным столом 2 в его нижнем положении, толкатель 6 установлен с возможностью возвратно-поступательного
перемещения в направлении подающего транспортера 1-й .микропереклк чателя 7, установленного на толкателе 6. Выдвижной стол 3 снабжен упором 8 и конечным ВЫКЛЕО чателем 9. Между приемным 2 и выдвижным 3 столами имеется площадка, служащая
0 второй резервной зоной 10. Толкатель 4, выполненный с возможностью возвратнопоступательного пере.мещения в направлении, перпендикулярном подающему транспортеру 1, снабжен промежуточным выключателем 1 I. Со стороны выдвижного стола 3 установлено двухпозиционное подъемно-поворотное устройство 12, на которое устанавливаются контейнеры 13 и 14.
Работе устройства в автоматическом режиме предшествуют подготовительные опеQ рации: на каретку подъемно-поворотного устройства 12 вручную вкатывают пустую стандартную тару 13 (колесный контейнер) и с пульта управления кнопкой «Вверх поднимают ее в крайнее верхнее положение, при котором механизм поворачивается на 90°,
вводя тару 13 в зону загрузки.
Устройство работает следующим образом.
С автоматической линии фасовки по транспортеру I пакеты подают на подъемноо опускной приемный стол 2, за одно перемещение транспортера подается десять пакетов (в два ряда по пять пакетов). За три двойных хода шагового транспортера на приемный стол 2 подается шесть рядов пакетов, пять рядов остается на приемном столе 2, а один ряд пакетов перемещается в резервную зону 5 и нажимает на микропереключатель 7. Подается команда на подъем приемного стола 2 и при достижении им крайнего верхнего положения (уровень вы0 движного стола 3 и резервной зоны 10) включается толкатель 4, который перемещает пакеты через резервную зону 10 на выдвижной стол 3.
При своем перемещении толкатель 4 нажимает на промежуточный выключатель 11, 5 который подает команду на реверс толкателя 4 и опускание приемного стола 2 в исходное положение. В нижнем положении прием ного стола 2 включается привод 15 толка
теля 6, который nepeMCiitaeT оставаийся FJ резервной зоне 5 один ряд пакетов на приемный стол 2.
Далее привоя 15 обсспеч1 нает возвращение толкателя 6 на величину 4-б мм, необходимую для размыкания ко 1тактов NJHKропереключателя 7. Таким образом, толкатель 6 с разомкнутыми контактами микропереключателя 7 остается у края ириемного стола 2.
С автоматической линии на нриемиый стол 2 за два перемещения транснортера 1 подаются еще четыре ряда пакетов. Таким образом, на приемном столе 2 оказывается снова пять рядов пакетов, которые нажимают на микровыключатель 7 и подается команда на подъем приемного стола 2.
При достижении приемным столом 2 верхнего положения толкатель 4 снова перемещает пакеты через резервную зону 10 на выдвижной стол 3 до нажатия сформированным слоем пакет.ов на конечный выключатель 9. При этом девять рядов пакетов помещаются на выдвижном столе 3, а один остается в .резервной зоне 10. От конеч1 ого выключателя 9 подаются команды: на опускавне стола 2, на реверс толкателя 4, на переMeuieiine вперед выдвижного стола 3 вместе с упором 8 в контейнер 13. Из крайнего положе {ия выдвижной стол 3 сразу возвращается I) исходное положение, а пакеты задерживаются упором 8 и остаются в контейнере 13.
npi достижении исходного положения выдвижной стол 3 подает команду на возвраliieHHo упора 8 в первоначальное положение. После возвращения механизмов в исходное положение контейнер 13 опускается на один шаг для загрузки следующего слоя пакетов. Далее циклы повторяются до полной загрузки контейнера 13, а за это время на вторую позицию подъе.мно-поворотного устройства 12 устанавливают второй контейнер 14, и пр( достижении им верхнего положения гюдъемно-поворотный механизм 12 поворачивается на 90°, устанавливая пустой контейнер 14 на загрузку, а заполненный меня0 ют на пустой.
Использование изобретения обеспечивает переформирование слоя пакетов в заданном количестве и порядке, необходимом для полной загрузки стандартной тары, ц поз-. воляет механизировать их загрузку.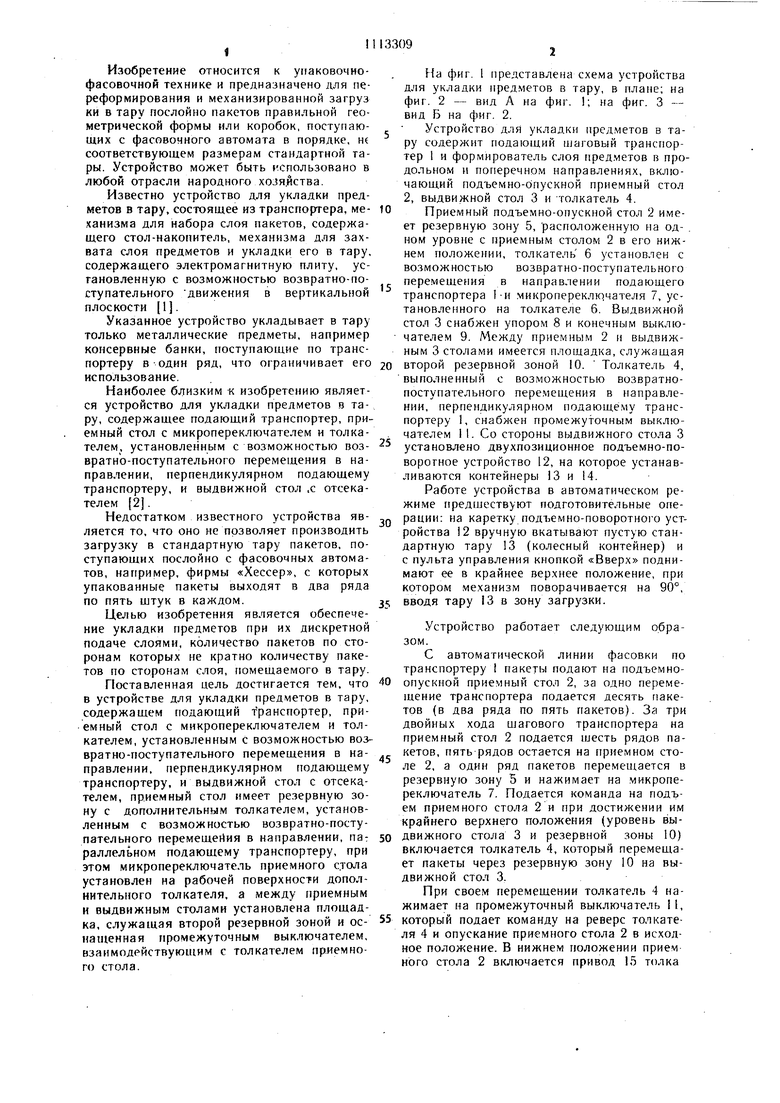
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для укладки предметов в тару | 1982 |
|
SU1041421A1 |
| Устройство для укладки изделий в тару | 1986 |
|
SU1386515A1 |
| Устройство для укладки цилиндрических изделий в тару | 1981 |
|
SU1043070A2 |
| Устройство для укладки в пакет штучных предметов | 1981 |
|
SU1009906A1 |
| Устройство для укладки цилиндрических изделий в тару | 1984 |
|
SU1181943A1 |
| Устройство для укладки цилиндрических изделий в тару | 1980 |
|
SU1006310A1 |
| Установка для укладки предметов в тару | 1987 |
|
SU1433852A2 |
| Устройство для укладки в тару конических штучных предметов | 1980 |
|
SU921973A1 |
| УСТРОЙСТВО ДЛЯ ПОСЛОЙНОЙ УКЛАДКИ ИЗДЕЛИЙ В ТАРУ | 2000 |
|
RU2184057C2 |
| УСТРОЙСТВО ДЛЯ ПОСЛОЙНОЙ УКЛАДКИ ИЗДЕЛИЙ В ТАРУ | 2001 |
|
RU2198831C2 |
УСТРОЙСТВО ДЛЯ УКЛАДКИ ПРЕДМЕТОВ В ТАРУ, содержащее подающий транспортер, приемный стол с микропереключателем и толкателем, установленным с возможностью возвратно-поступательного перемещения в направлении, перпендикулярном подающему транспортеру, и выдвижной стол с отсекателем, отличающееся тем, что, с целью обеспечения укладки предметов при их дискретной подаче слоями, количество пакетов по сторонам которых не кратно количеству пакетов по сторонам слоя, помещаемого в тару, приемный стол имеет резервную зону с дополнительным толкателем, установленным с возможностью возвратно-поступательного перемещения в направлении, параллельном подающему транспортеру, при этом микропереключатель приемного стола установлен на рабочей поверхности дополнительного толкателя, а между приемным и выдвижным столами установлена площадка, служащая второй резервной зоной и оснащенная промежуточным выключателем, взаимодействующим с толкателем приемного стола.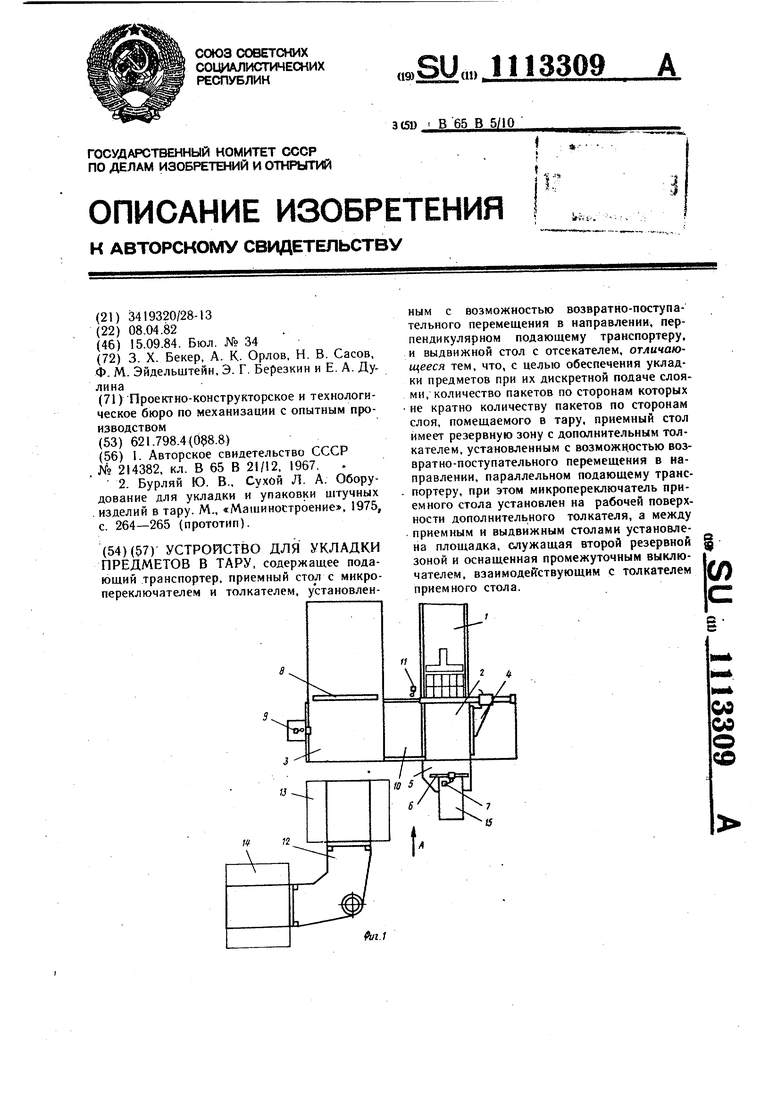
ВидВ
Фиг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ УКЛАДКИ ПРЕДМЕТОВ В ТАРУ | 1967 |
|
SU214382A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Бурляй Ю | |||
| В., Сухой Л | |||
| А | |||
| Оборудование для укладки и упаковки штучных | |||
| изделий в тару | |||
| М., «Машиностроение, 1975, с | |||
| Железнодорожный снегоочиститель | 1920 |
|
SU264A1 |
