Изобретение относится к сварке, а именно к устройствам для сварки трением.
Цель изобретения - расширение технологических возможностей существующего оборудования для сварки трением с электромагнитным приводом осадки путем обеспечения сварки заготовок большего сечения.
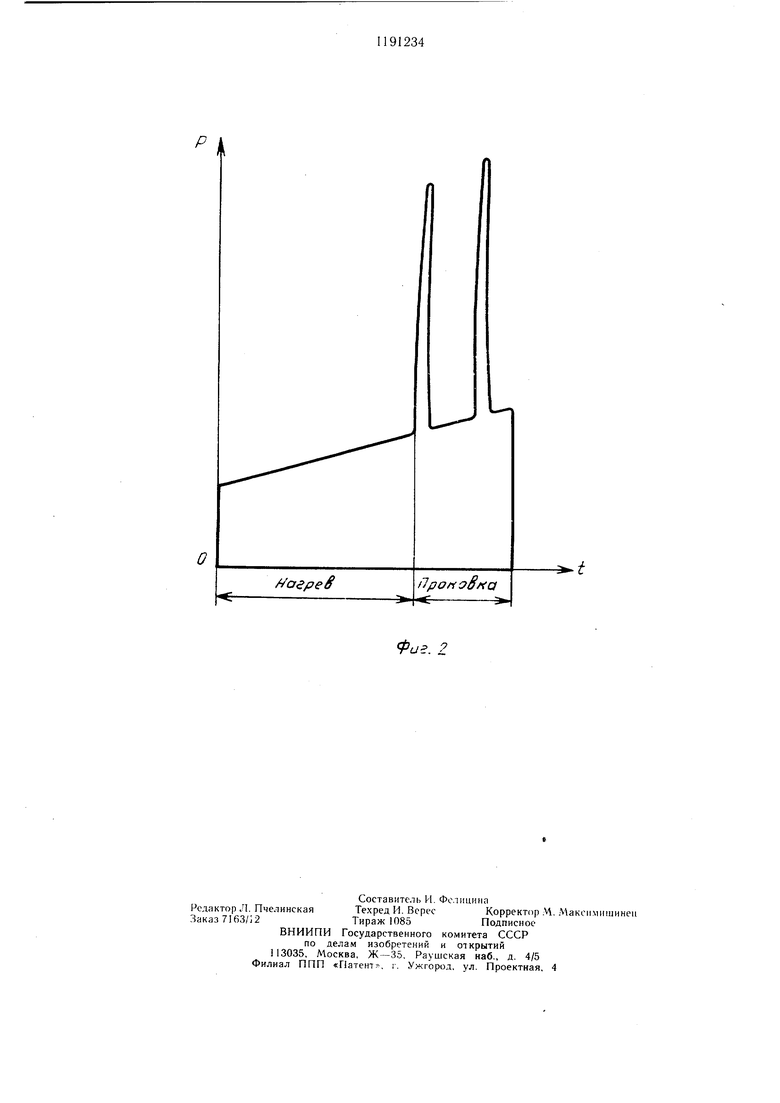
На фиг. 1 показана конструктивная схема машины для сварки трением; на фиг. 2 - график изменения усилия во время сварки.
Машина содержит корпус 1, на котором смонтированы привод 2 вращения и электромагнитный привод осевого сварочного давления, в корпусе - магнитопроводе 3 которого на подшипниках 4 установлен шпиндель 5. В шпинделе 5 с возможностью осевого перемещения смонтированы якорь 6 конструктивно объединенный со штоком, и зажимное устройство 7 для свариваемой заготовки 8. Полость между рабочими торцами штока якоря б и зажимного устройства 7 заполнена жидкостью 9, а на торце смонтированы два электрода 10 и 11, связанные с импульсным электрическим источником 12 питания. Магнитный поток электромагнита создается обмоткой 13.
Для возврата якоря 6 и зажимного устройства 8 в исходное положение установлены пружины 14 и 15. Неподвижное зажимное устройство 16 для заготовки 17 смонтировано на корпусе - магнитопроводе 3. Шпиндель 5 с приводом вращения связан посредством клиноременной передачи 18.
Машина работает следующим образом.
После установки свариваемых заготовок в зажимных устройствах включается нриЕюд вращения и нишндель разгоняется до номинальных оборотов. Затем включается обмотка 13 электромагнита и якорь 6 со IHTOKOM, перемещаясь вправо, передает давление через жидкость на зажимное устройство и далее на сварочный стык. Происходит разогрев торцов свариваемых заготовок. По истечении времени разогрева (реле времени не показано) подается сигнал на торможение противотоком привода вращения и одновременно подается два
импульса напряжения на электроды 10 и 11. Между электродами возникает разряд, что приводит к резкому нарастанию давления в жидкости и скачкообразному нарастанию проковочного давления (см. фиг. 2).
Во время действия электрогидравлических импульсов смещения якоря 6 практически не происходит, так как масса якоря равна примерно 1000 кг, а время действия импульса слищком мало. Масса зажи.много
0 устройства 10 кг, поэтому на сварочный стык передача импульсов давления происходит достаточно эффективно (процесс аналогичен происходящему в артиллерийской пушке).
5 В некоторых случаях, например при сварке жаропрочных сталей с конструкционными, целесообразно наложс.чие электрогидравлических импульсов но время нагрева. Это способствует разрушению пленообразования в сварочном стыке и по вышению качества сварного соединения.
Изменяя величину импульса напряжения, подаваемого на электроды, можно эффективно регулировать величину силы импульсного воздействия.
После проковки сварка закончена. Сваренную заготовку вынимают из зажи.мных
устройств.
При проектировании оборудования для сварки трением применение предлагаемого технического решения позволяет значительно уменьшить металлоемкость конструкции и снизить энергозатраты эксплуатации. PacnjnpeHHe технологических возможностей маишны достигается в результате расширения ассортимента свариваемых заготовок. Так, если на машине сварки трением с максимальным усилием электромагнитного привода 50 тыс. можно было сваривать та готовки инструмента с максимальным диаметром 60 мм, то при модернизации машины стала возможна сварка заготовок
0 диаметром 80 мм, при этом энергозатраты возросли всего на 5%. Заготовки инстр мента диаметром 80 мм, как правило, сваривали на машине сварки трением с усилием осадки 100 тыс, потребляемая мош, ность которой примерно в два раза больикчем машины с усилием 50 тыс.
О
aepeS
Ipo/ioSffd е
Фие. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для сварки трением | 1987 |
|
SU1579688A1 |
| СПОСОБ КОМБИНИРОВАННОЙ СВАРКИ ТРЕНИЕМ | 1991 |
|
RU2034686C1 |
| Пневмогидравлический привод машины для сварки трением | 1986 |
|
SU1333510A1 |
| Устройство для сварки трением | 1981 |
|
SU1016119A1 |
| Машина для сварки трением | 1983 |
|
SU1098723A1 |
| Машина для сварки трением | 1988 |
|
SU1655726A1 |
| Машина для сварки трением | 1983 |
|
SU1076237A1 |
| Устройство для сварки трением | 1987 |
|
SU1479243A1 |
| Зажимное устройство машин для сварки трением | 1984 |
|
SU1376379A1 |
| Машина для сварки трением | 1979 |
|
SU776823A1 |
МАШИНА ДЛЯ СВАРКИ ТРЕНИЕМ, включающая шпиндель и электромагнитный привод осевого сварочного давления, якорь которого, установленный с возможностью осевого перемеш,ения относительно шпинделя, снабжен штоком, связанным с установленным в шпинделе зажимным устройством для одной из свариваемых деталей, отличающаяся тем, что, с целью расширения технологических возможностей путем обеспечения сварки заготовок большего сечения, она снабжена импульсным электрическим источником питания и связанными с ним двумя электродами, шток якоря установлен в шпинделе, полость, образованная торцами штока и зажимного устройства, заполнена жидкостью, а оба электрода установлены на одном из этих торцов. (Л о ю со 4
| Способ инерционной сварки трением | 1979 |
|
SU816723A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Машина для сварки трением | 1980 |
|
SU870038A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
