Изобретение отнбсится к обработк металлов давлением, в частности к ф мовке трубной заготовки, и может быть использовано при изготовлении сварных многослойных труб, предназначеинёк для строительства магистральных газопроводов. Известен агрегат для навивки обе чаек, содержащий последовательно ра мещенные подающую машины, трехвалко вый гибочный калибр, навивочное уст ройство L1 3 Недостатком этоТо агрегата является невозможность обеспечения плот ной навивки ело ев,, особенно на послед них витках полосы, что обусловлено расформовкой полосы, изогнутой на гибочной машине. Для повышения плотности навивки на гибочной машине нижний выходной валок вьтолняют с возможностью пере мещения на участке. Однако даже в этом случае величина зазоров между слоями достигает 1,5-3,0 мм, что не допустимо, так как после операции экспандирования на обечайках остают межслойные зазоры, являющиеся причи ной перевода таких обечаек в катего рию пониженного качества. Цель изобретения - повьш1ение пло ;ности навивки. Указанная цель достигается тем, что в известном агрегате для навивки многослойных обечаек, содержащем последовательно размещенные подающу машину, трехвалковый гибочный калибр и навивочное устройство, ось которого смещена относительно рабочей полости агрегата, трехвалковый гибочный калибр наклонен на угол 715 к рабочей полости агрегата в сторону, прртивоположную расположению навивочного устройства, при это вершина угла наклона обращенав сто рону подающей машины. На чертеже изображена схема устройства. Схема включает навивочное устрой во 1, трехвалковый гибочный калибр 2 с верхним перемещающимся валком, промежуточные транспортные средства, . выполненные в виде роликоввх проводок 3, подающзпо машина 4, вход ное транспортное средство 5, представляющее собой рольганг, навивае- мую полосу 6. Навивка обечаек осуществляется следующим образом. 0 Передний конец полосы 6 рольгангом 5 задается-в разведенные, валки подающей машины 4.После этого опускают верхний валок подающей машины и через промежуточные роликовые проводки 3 задают полосу в гибочный калибр 2. Передний конец полосы после гибки в гибочной машине задается в зазор между барабаном и захлестывателем навивочного устройства 1. После образования первого витка . скорость вращения барабана увеличивается до рабочей, а для обеспечения натяжения полосы уменьшает скорость сращения валков задающей машины. Навиваемая под натяжением полоса на выходе из гибочной машины за счет ее наклона взаимодействует только с ее верхним валком, положение которого с этого момента и определяет конечный радиус изгиба навиваемой полосы. В этом случае перемещение верхнего валка гибочной машины в нижнее положение достаточно для изгиба полосы до радиуса, равного (или несколько меньшего) радиусу навивочного барабана (чего не удается достичь на известном агрегате). В результате этого навиваемые слои плотно охватывают барабан, что определяет более плотную навивку обечаек. При угле наклона менее удается устранить расформовку изогнутой полосы, а следовательно, уменьшить зазоры между слоями. Наклоншибочной машины на угол более 15 приводит к ухудшению условий, предопределяющих плотное прижатие первого витка к поверхности навивочного барабана, необходимое для создания требуемого натяжения полосы. Вследствие этого, первый виток полосы начинает проскальзывать по поверхности барабана и плотность навивки обечаек заметно снижается. Предлагаемая конструкция агрегата для навивки обечаек опробавана в цехе многослойных труб при изготовлении 4-слойных обечаек с внутренним диаметром 1380 мм из стали 09Г2СФ толщиной 5,4 мм. Навивку осуществляют с .на наклоном 3-валковой гибочной машины на угол 9°. Одновременно осуществляют навивку обечаек из такой же полосы на известном агрегате, т.е. на агрегате, в котором
3
З-валковая гибочная машина установлена горизонтально.
Плотность навивки оценивается по величине межслойных зазоров. Между . слоями обечаек, навитых на агрегате, у которого З-валковая гибочная машина наклонена, наблюдаются отдельные локальные зазоры, величина которых н превышает 0,6-1,0 мм. На торцах обечаек, навитых на известном агрегате, величина межслойных зазоров находится в пределах 1,5-3,0 мм. Это свидетельствует о повышении плотности навивки в 2,5-3 раза в случае навивки их на предлагаемом агрегате.
8304
Базовым объектом является агрегат дня навивки обечаек, установленный на Выксунском металлургическом заводе (ВИЗ) и принятый в качестве прототипа.
Использование агрегата для навивки обечаек предлагаемой конструкции по сравнению с известным позволяет повысить плотность навивки обечаек, т.е. уменьшить величину 1ежслойных зазоров за счет предотвращения расформовки предварительно изогнутой полосы на нижнем валке гибочной машн%
ны.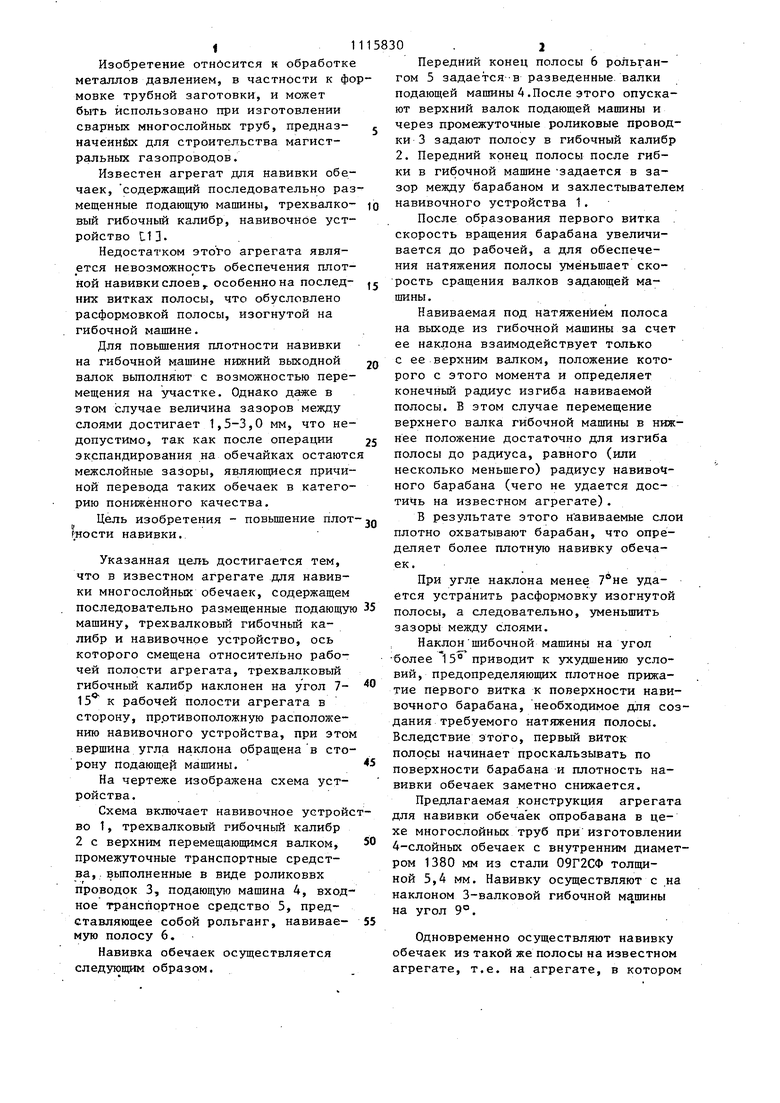
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления многослойных обечаек | 1981 |
|
SU1007796A1 |
| Способ изготовления сосуда высокого давления | 1977 |
|
SU715185A1 |
| Станок для многослойной навивки спиралей | 1979 |
|
SU904837A1 |
| Способ изготовления многослойных конструкций | 1984 |
|
SU1186443A1 |
| Станок для многослойной навивки спиралей | 1984 |
|
SU1199351A2 |
| Способ производства многослойных труб и сосудов | 1987 |
|
SU1447497A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА СЕРДЕЧНИКОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2013 |
|
RU2627228C9 |
| Устройство для изготовления деталей профилированием | 1981 |
|
SU965547A1 |
| СПОСОБ ОПРЕССОВКИ МНОГОСЛОЙНОЙ ЦИЛИНДРИЧЕСКОЙ ОБЕЧАЙКИ | 2007 |
|
RU2389577C2 |
| Автомат для изготовления двухветвевых пружин | 1973 |
|
SU484036A1 |
АГРЕГАТ ДЛЯ НАВИВКИ МНОГОСЛОЙНЫХ ОБЕЧАЕК, содержащий последовательно размещенные подающую машину, трехвалковый гибочный калибр и навивочное устройство, ось которого смещена относительно рабочей штоскости агрегата, отличающийс я тем, что, с целью повышения плотности навийки, трех-валковый гибочный калибр наклонен на угол 7-15 к рабочей плоскости агрегата в сторону, противоположную расположению навивочного устройства, при этом вершина угла наклона обращена в сторону подающей машины. сл 00 со
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Установка гибочно-подающая | |||
| Чертеж 313720037, СБ, СКМЗ, 1980 (прототип). | |||
