(54) УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ПРОФИЛИРОВАНИЕМ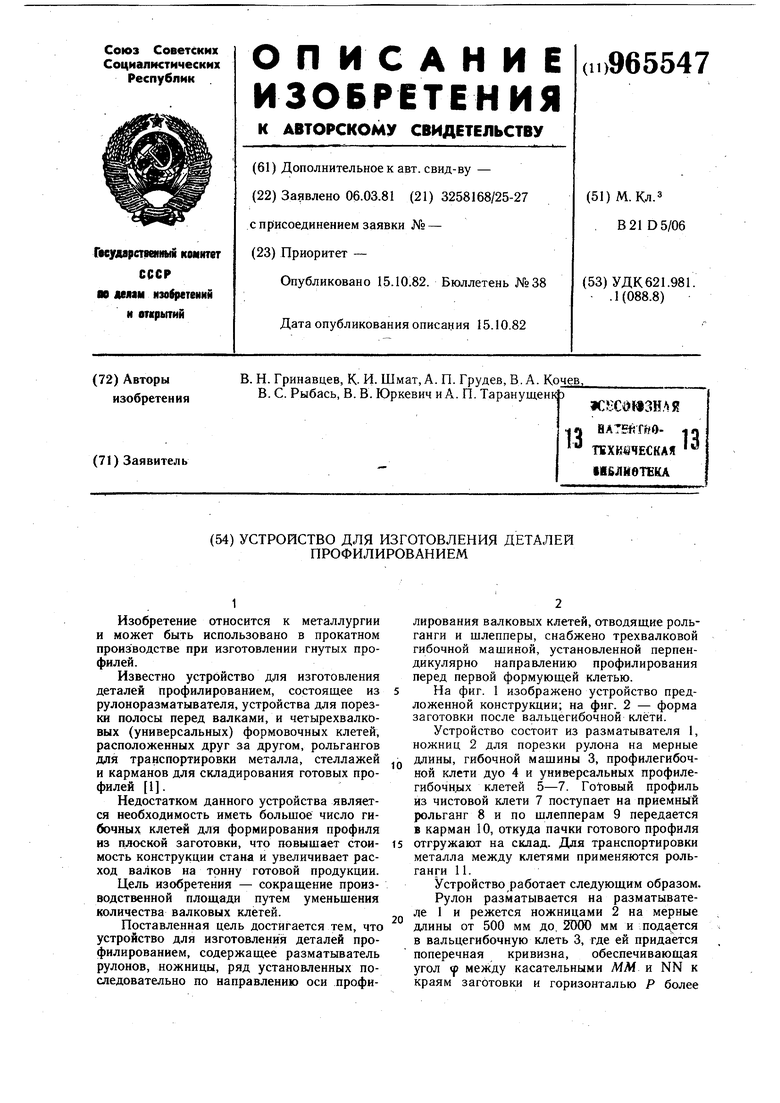
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ | 2006 |
|
RU2330741C2 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| СПОСОБ И ЛИНИЯ ПРОИЗВОДСТВА ЛИСТОВ ПЕНОАЛЮМИНИЯ | 2007 |
|
RU2359783C1 |
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ | 1995 |
|
RU2078632C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| СПОСОБ И ЛИНИЯ ПОЛУЧЕНИЯ ЛИСТОВ ПЕНОАЛЮМИНИЯ | 2010 |
|
RU2430811C1 |
| Универсальный профилегибочный агрегат | 1988 |
|
SU1532122A1 |
| СТАЛЕПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2012 |
|
RU2495730C1 |
| ПРОФИЛЕГИБОЧНЫЙ АГРЕГАТ ЛЕГКОГО ТИПА | 1997 |
|
RU2118214C1 |
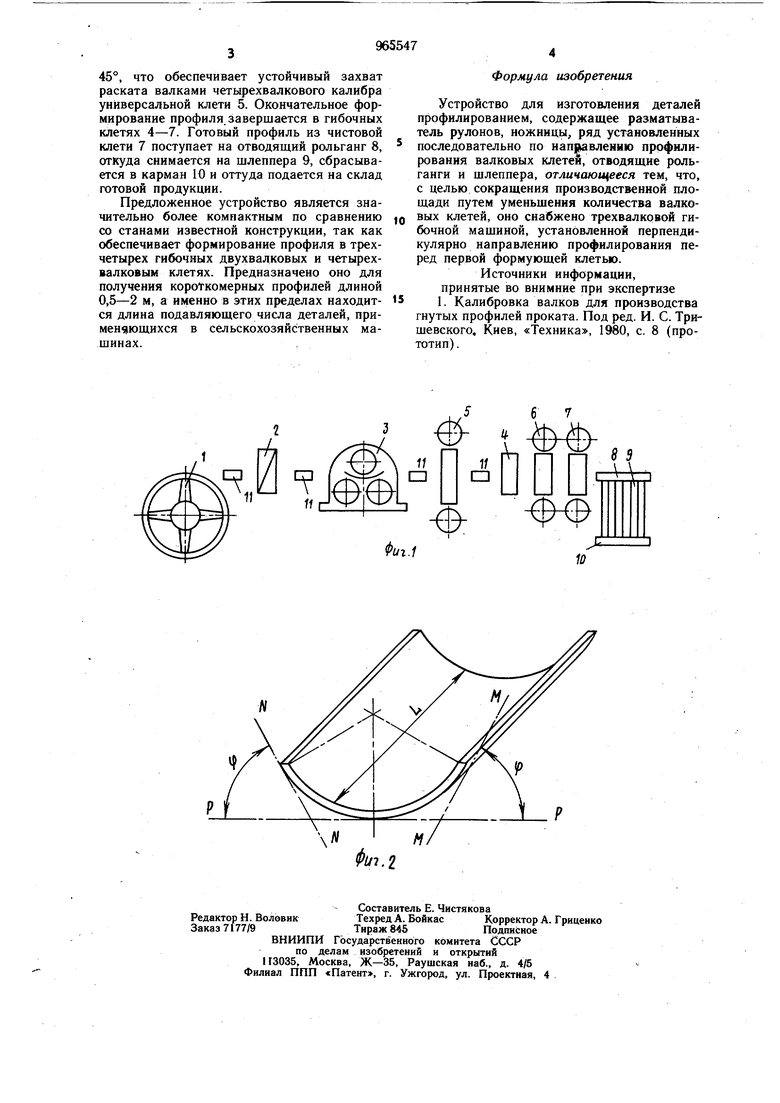
Изобретение относится к металлургии и может быть использовано в прокатном производстве при изготовлении гнутых профилей. Известно устройство для изготовления деталей профилированием, состоящее из рулоноразматывателя, устройства для порезки полосы перед валками, и четырехвалковых (универсальных) формовочных клетей, расположенных друг за другом, рольгангов для транспортировки металла, стеллажей и карманов для складирования готовых профилей 1. Недостатком данного устройства является необходимость иметь большое число гибочных клетей для формирования профиля из плоской заготовки, что повышает стоймость конструкции стана и увеличивает расход валков на тонну готовой продукции. Цель изобретения - сокращение производственной площади путем уменьшения количества валковых клетей. Поставленная цель достигается тем, что устройство для изготовления деталей профилированием, содержащее разматыватель рулонов, ножницы, ряд установленных последовательно по направлению оси профилирования валковых клетей, отводящие рольганги и шлепперы, снабжено трехвалковой гибочной машиной, установленной перпендикулярно направлению профилирования перед первой формующей клетью. На фиг. 1 изображено устройство предложенной конструкции; на фнг. 2 - форма заготовки после вальцегибочной клети. Устройство состоит из разматывателя 1, ножниц 2 для порезки рулона на мерные длины, гибочной машины 3, профилегибочной клети дуо 4 и универсальных профилегибочн.ых клетей 5-7. Готовый профиль из чистовой клети 7 поступает на приемный рольганг 8 и по щлепперам 9 передается в карман 10, откуда пачки готового профиля отгружают на склад. Для транспортировки металла между клетями применяются рольганги 11. Устройство работает следующим образом. Рулон разматывается на разматывателе 1 и режется ножницами 2 на мерные длины от 500 мм до, 2DOD мм и подается в вальцегибочную клеть 3, где ей придается поперечная кривизна, обеспечивающая угол «р между касательными ММ и NN к краям заготовки и горизонталью Р более 45°, что обеспечивает устойчивый захват раската валками четырехвалкового калибра универсальной клети 5. Окончательное формирование профиля завершается в гибочных клетях 4-7. Готовый профиль из чистовой клети 7 поступает на отводящий рольганг 8, откуда снимается на шлеппера 9, сбрасывается в карман 10 и оттуда подается на склад готовой продукции. Предложенное устройство является значительно более компактным по сравнению со станами известной конструкции, так как обеспечивает формирование профиля в трехчетырех гибочных двухвалковых и четырехвалковым клетях. Предназначено оно для получения короТкомерных профилей длиной 0,5-2 м, а именно в этих пределах находится длина подавляющего числа деталей, примен ющихся в сельскохозяйственных машинах. Формула изобретения Устройство для изготовления деталей профилированием, содержащее разматыватель рулонов, ножницы, ряд установленных последовательно по направлению профилирования валковых клетей, отводящие рольганги и шлеппера, отличающееся тем, что, с целью сокращения производственной площади путем уменьшения количества валковых клетей, оно снабжено трехвалковой гибочной машиной, установленной перпендикулярно направлению профилирования перед первой формующей клетью. Источники информации, принятые во внимние при экспертизе 1. Калибровка валков для производства гнутых профилей проката. Под ред. И. С. Тришевского, Киев, «Техника, 1980, с. 8 (прототип).
