X
ел
00 4:
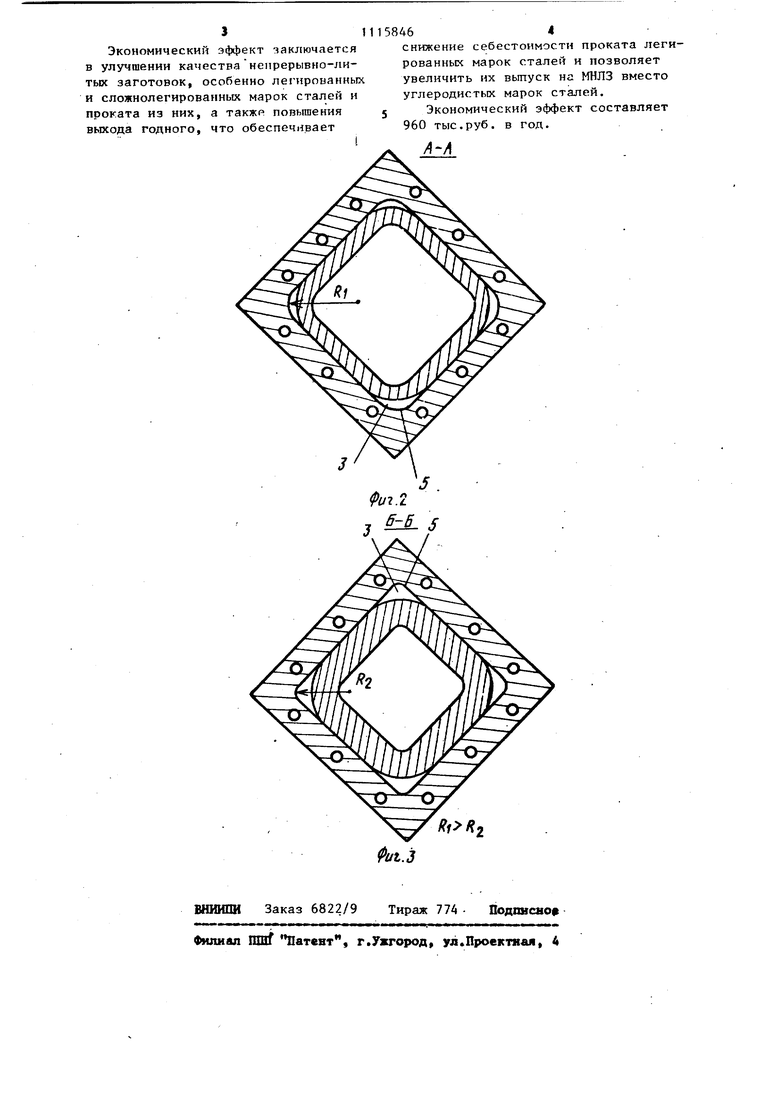
05 Изобретсиие относится к металлургии, а именно к непрерыкной разливке металлов и сплавов. Известен кристаллизатор для установок непрерывной разливки металлов, в углах которого в нижней части выполнены расширяющиеся книзу продольные пазы, для предупреждения искажения профиля слитка CllОднако расширяющиеся книзу пазы выполнены в углах только нижйей части кристаллизатора и не связаны с параметрами литья (температура ста ли, марка стали, скорость вытягивания слитка), которые определяют момент образования устойчивого газовог зазора. Таким образом, к моменту подхода заготовки к расположенным в углах нижней части такого кристаллизатора пазам она уже может иметь искаженный каркас. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является кристаллизатор для непрерывной разливки стали, содержащий медную Еодоохлаждаему облицовку с oтвepcтиям i для отсоса газов, углы которой выполнены по радиусу . Недостатком известного кристаллизатора является образование неравномерного зазора между стенками криста лизатора и коркой заготовки, особенно у ребер заготовки, что снижает интенсивность охлаждения и ухудшает качество заготовок. Цель изобретения - повышение качества заготовок и выхода годного. Поставленная цель достигается тем что в кристаллизаторе для непрерывной разлив1си стали, содержащем медну подоохлаждаемую облицовку с отверстиями для отсоса газов, углы которой выполнены по радиусу,радиус последни вьтолнен плавно уменьшенным по высоте кристаллизатора от верхнего среза к нижнему на 0,01-0,03 высоты кристаллизатора. Предлагаемые пределы относительного уменьшения сверху вниз значения радиуса закругления или размера площадки в углах кристаллизатора являются оптимальными и достаточными для обеспечения плавного и постепенного увеличения размера газового зазора между ребрами формируемой заготовки и угловыми стенками кристаллизатора. П 62 Эти предел1л определяются тем, что если гглвЕжо уменьшать радиус закруглений угловых участков до полного исчезновения закругления, т.е. внизу кристаллизатора угловые участки вьпюлнять уже в виде прямых углов, что в начале реально существующих кристаллизаторов длиной порядка 8001200 мм радиусы закруглений при минимально предлагаемом относительном значении изменения - 0,01 составят 8-12 мм, а при максимальном значении 0,03 - соответственно 24-36 мм. .Минимальные начальные радиусы закруглений определяются требованиями прокатки отлитых заготовок, а максимальные - вероятностью образования на их ребрах наружных продольных трещин. Уменьшение радиуса закругления или размера площадки в угловых участках рабочей полости кристаллизатора может быть вьтолнено не от самого верха торца, а на некотором расстоянии от него, в зоне мениска металла. На фиг. 1 показана водоохлаждаемая стенкаJ на фиг. разрез А-А на фиг. Г, на фиг. разре.з Б-Б на фиг. 1. Б кристаллизаторе 1 вьтолчены отверстия 2 для отсоса охлаждающих потоков воздуха или водовоздушной смеси и;з зазора 3 между коркой заготовки 4 и стенками кристаллизатора, у которого радиусь закруглений угловых участков 5 выполнены уменьшаемыми книзу ( RI Устройство работает следующим образом. После заполнения кристаллизатора металлом включают валки тянущих клетей и открывают задвижку, соединяющую вакуумные насосы с отверстиями 2в углах кристаллизатора 1. При этом потоки воздуха или водовоздушной смееи устремляются снизу в зазор 3 между водоохлаждаемой стенкой кристаллизатора 1 и коркой заготовки 4, охлаждают ее и уносятся через отверстия 2 в вакуумную систему. Зазор 3образуется в результате движения вниз заготовки за счет разницы радиуса закругления ее ребер и закруглений углов кристаллизатора в соответствующих его сечениях или за счет разницы размера скошенного ребра заготовки и размера площадки в углах кристаллизатора.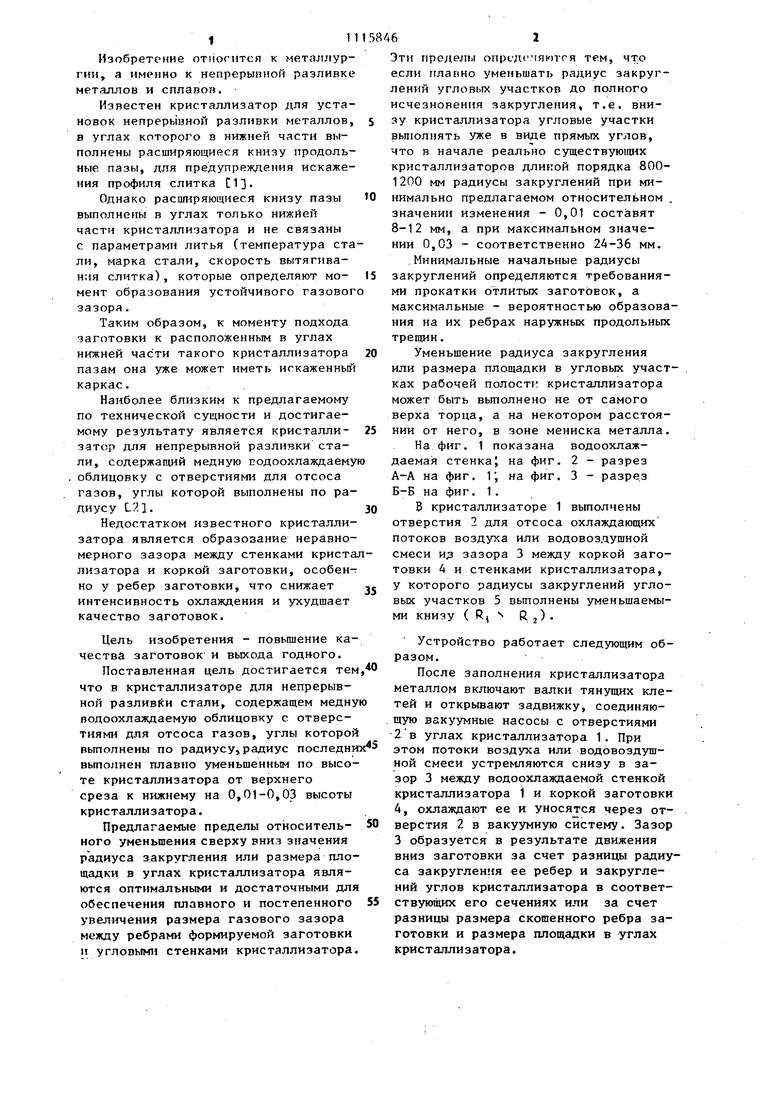
| название | год | авторы | номер документа |
|---|---|---|---|
| Кристаллизатор для непрерывной разливки металлов и сплавов | 1980 |
|
SU929312A1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ ЖИДКИХ МЕТАЛЛОВ, В ЧАСТНОСТИ СТАЛЕЙ, ПРИ ВЫСОКОЙ СКОРОСТИ РАЗЛИВКИ ДЛЯ ПОЛУЧЕНИЯ ПОЛИГОНАЛЬНЫХ СОРТОВЫХ, ЧЕРНОВЫХ И ПРЕДНАЗНАЧЕННЫХ ДЛЯ ПРОКАТА НА БЛЮМИНГЕ ЗАГОТОВОК | 2003 |
|
RU2320453C2 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ | 1998 |
|
RU2152843C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ГОРИЗОНТАЛЬНОЙ РАЗЛИВКИ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532679C1 |
| КРИВОЛИНЕЙНАЯ УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СОРТОВЫХ ЗАГОТОВОК | 2019 |
|
RU2698005C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ ДЛЯ СОРТОВЫХ ИЛИ БЛЮМОВЫХ ЗАГОТОВОК | 2005 |
|
RU2388572C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОГО ПРОКАТА ИЗ НЕПРЕРЫВНОЛИТЫХ ЗАГОТОВОК | 2008 |
|
RU2397041C2 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛА | 2007 |
|
RU2325969C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 2010 |
|
RU2444413C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ДЕФОРМАЦИИ МЕТАЛЛА | 1995 |
|
RU2105632C1 |
КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛИ, содержащий медную водоохлаждаемую облицовку с отверстиями для отсоса газов, углы которой вьтолнены по радиусу, о т л ич а ю.щ и и с я тем что, с целью повышения качества заготовок и выхода годного, радиус углов облицовки вьшолнен плавно уменьшаемым по высоте кристаллизатора от верхнего среза к нижнему на 0,01-0,03 высоты кристаллизатора.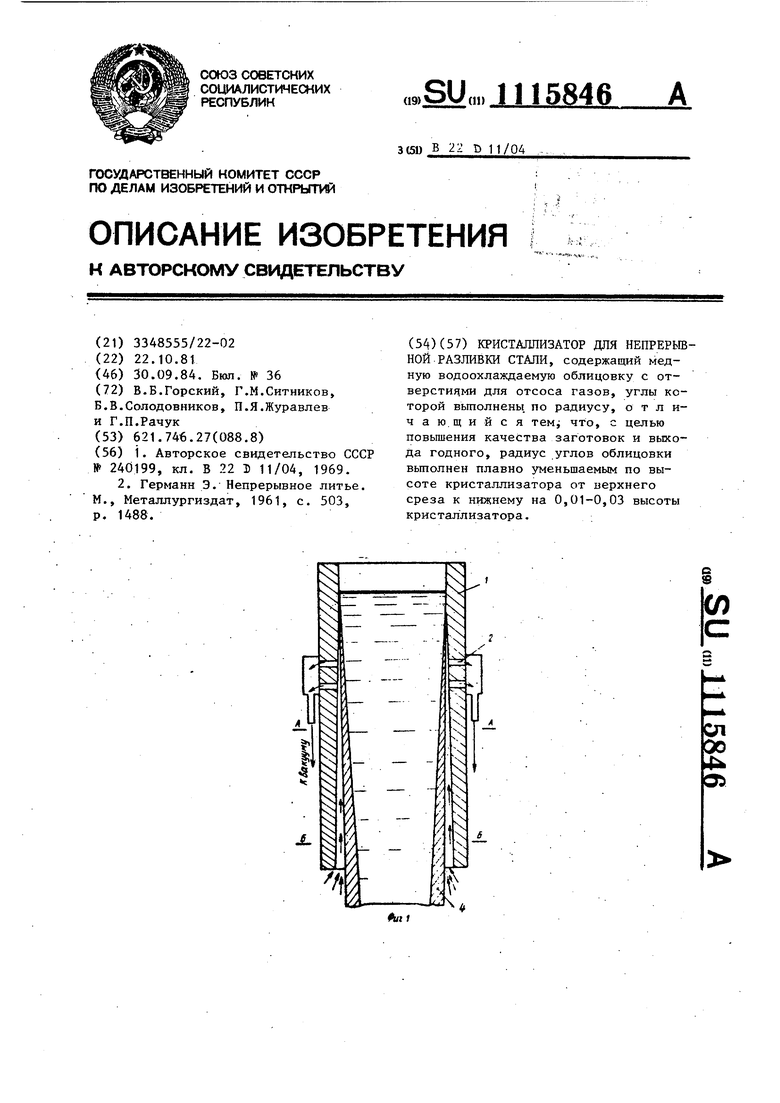
| i | |||
| КРИСТАЛЛИЗАТОР УСТАНОВОК НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 0 |
|
SU240199A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Германн Э | |||
| Непрерывное литье | |||
| М., Металлургиздат, 1961, с | |||
| Электрический фонарь - испытательный прибор | 1912 |
|
SU503A1 |
| Стационарная котельная топка для топлива, дающего значительный унос | 1924 |
|
SU1488A1 |
