1
Изобретение относится к машиностроению, в частности к дисковым фрезам-протяжкам, предназначенным для обработки различных пазов как сегментных закрытых, так и прямолинейных сквозных в различных деталях машин и механизмов на универсальном оборудовании.
Известны дисковые (круглые) фрезы-протяжки, у которых в пазу корпуса закреплены державки с круглыми резцами.
Эти инструменты не могут быть использованы для обработки продольных сквозных или закрытых сегментных пазов, так как их конструкция, представляющая собой кулисный механизм, сложна и не может быть использована на универсальном оборудовании.
Цель изобретения - осуществить снятие припуска по генераторной схеме резания на черновых и чистовых участках.
Это достигается тем, что резцы установлены на торцовых и цилиндрических поверхностях корпуса по контуру развертки однополостного гиперболоида вращениями ло периодически повторяющемуся контуру развертки однополостного гиперболоида вращения.
Кроме того, для установки державок применены мерные шифры, а паз для резцов выполнен прямоугольным.
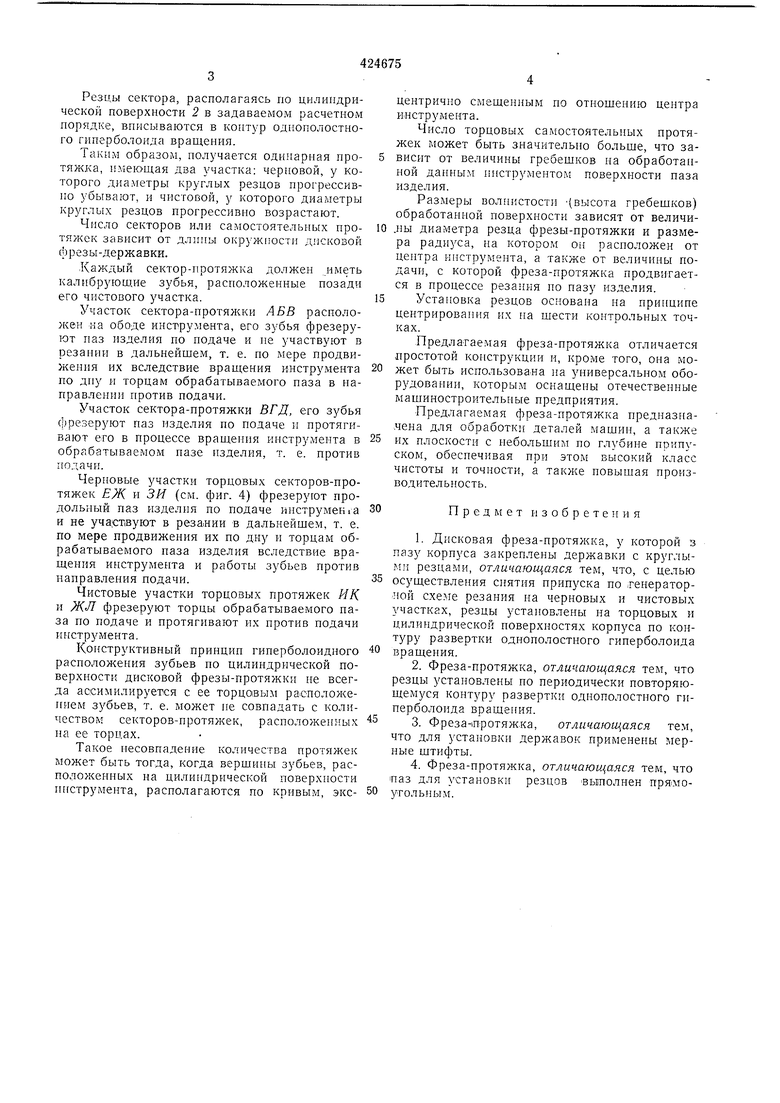
Иа фиг. 1 изображена дисковая фрезапротяжка, общий вид; на фиг. 2 - сечение
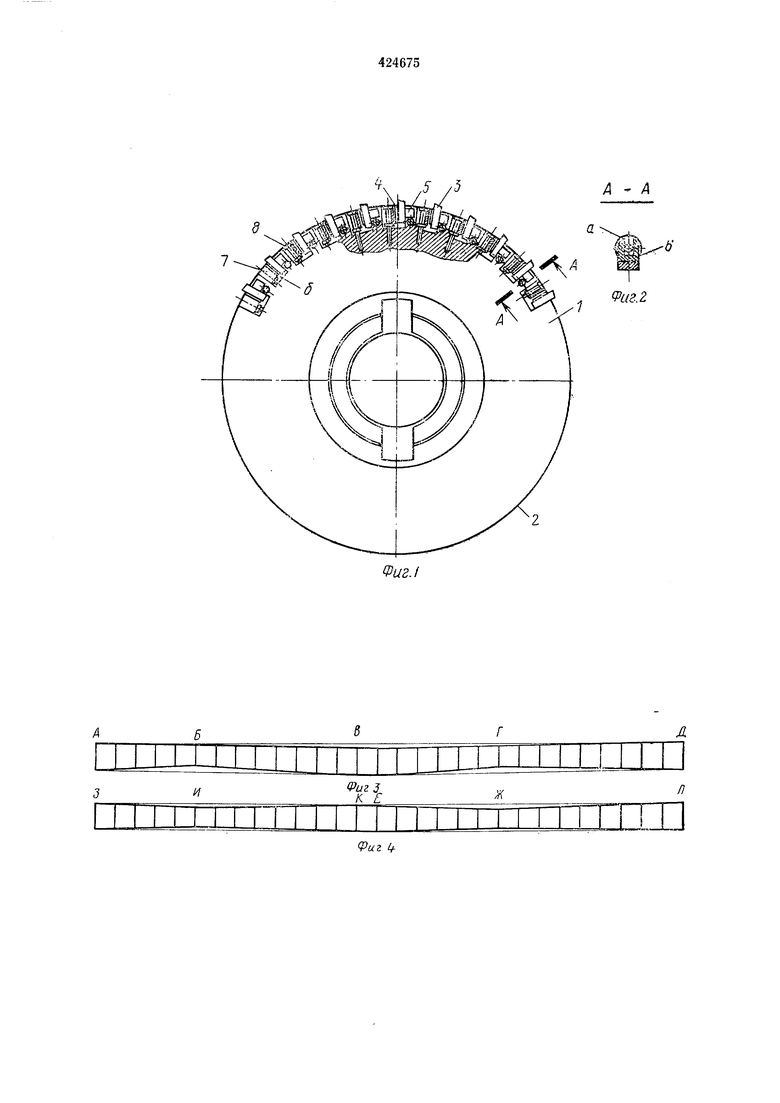
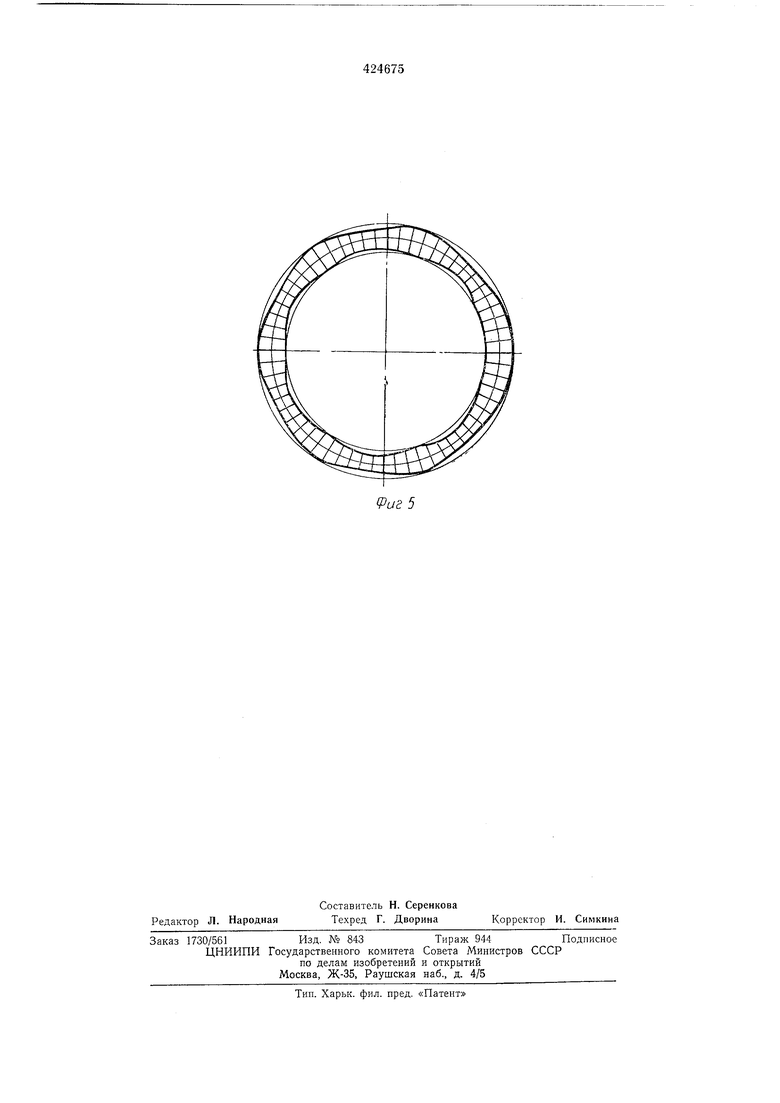
но .4-А па фиг. 1; на фиг. 3 - схема-развертка радиального расноложения резнов на цилиндрической поверхности корпуса но контуру однополостного гннерболоида вращения; на фиг. 4 - схема-развертка располол ения резцов по торцовым поверхностям развертки по периодически повторяющемуся контуру однополостного Г1 перболоида вращення; на фиг. 5 - общая контурная схема расноложения секторов протяжек по цилиндрической и торцовым новерхно:стям KopiHyca.
Фреза-протяжка состоит из корпуса /, на цилиндрической новерхности 2 которого выполнен кольцевой паз а с поперечными пазами (гнездами) б.
В назы б установлены круглые резцы 3, надетые па ось-державку 4.
Хвостовик 5 державки 4, несущий резец 3, заходит в центрирующий от бокового смещения резца кольцевой прямоугольный паз а и опирается на мерный штифт 6, устанавливающий резец в точно заданном вертикальном положении.
Кренленне резца 3 вместе с державкой 4 осуществляется клином 7 и винтом 8.
Резцы фрезы-протяжки разделепы по периметру инструмента на несколько секторов, каждый нз которых является салгостоятелыюй протяжкой.
Резцы сектора, располагаясь по цилиндрической поверхности 2 в задаваемом расчетном порядке, вписываются в контур однополостного гиперболоида вращения.
Таким образом, получается одинарная протяжка, .ая два участка: черновой, у которого диаметры круглых резцов прогрессивно убывают, и чистовой, у которого диаметры круглых резцов прогрессивно возрастают.
Число секторов или самостоятельных нротяжек зависит от длины окружности дисковой фрезы-державки.
Каждый сектор-нротяжка должен иметь калибрующие зубья, расположенные позади его чистового участка.
Участок сектора-протяжки АБВ расположен на ободе инструмента, его зубья фрезеруют паз изделия но подаче и не участвуют в резании в дальнейщем, т. е. по мере продвижения их вследствие вращения инструмента по дну и торцам обрабатываемого паза в нацравленпи против подачи.
Участок сектора-протяжки ВГЦ, его зубья фрезеруют паз изделия по подаче и протягивают его в процессе вращения инструмента в обрабатываемом пазе нзделия, т. е. против по.лачи.
Черновые участки торцовых секторов-протяжек ЕЖ п ЗИ (см. фиг. 4) фрезеруют продольный паз изделня по подаче инструмек1а и не участвуют в резании в дальнейшем, т. е. по мере продвижения их по дну н торцам обрабатываемого паза изделия вследствие вращения инструмента и работы зубьев против направления подачи.
Чистовые участки торцовых протяжек Я/С и ЖЛ фрезеруют торцы обрабатываемого паза по подаче и протягивают их против подачи инструмента.
Конструктивный принцип гиперболоидного расположения зубьев по цилиндрической поверхности дисковой фрезы-протяжкн не всегда ассимилируется с ее торцовым располои епием зубьев, т. е. может не совпадать с количеством секторов-протяжек, расположенных на ее торцах.
Такое несовпадение количества протяжек может быть тогда, когда вершины зубьев, расположенных на цилиндрнческой поверхности п гструмента, располагаются по кривым, эксцентрично смещенным по отношению центра илструмента.
Число торцовых самостоятельных протяжек может быть значительно больше, что зависит от величины гребешков на обработанной данным инструментом поверхности паза изделия.
Раз.меры волнистости (высота гребешков) обработанной поверхности зависят от величи.ны диаметра резца фрезы-протяжки и размера радиуса, на котором он расноложен от центра инструмента, а также от величины подачи, с которой фреза-протяжка продвигается в процессе резания по пазу изделия. Установка резцов основана на принципе центрирования их на шести контрольных точках.
Предлагаемая фреза-протяжка отличается простотой конструкции и, кроме того, она может быть использована на универсальном оборудовании, которым оснащены отечественные машиностроительные предприятия.
Предлагаемая фреза-протяжка предназначена для обработки деталей мащин, а также их плоскости с небольшим по глубине припуском, обеспечивая при этом высокий класс чистоты и точности, а также повышая производительность.
Предмет изобретения
1.Дисковая фреза-протяжка, у которой в пазу корпуса закреплены державки с круглыми резцами, отличающаяся тем, что, с целью
осуществления снятия припуска по .генераторной схеме резания на черновых и чистовых участках, резцы установлены на торцовых и цилиндрической поверхпостях корпуса по контуру развертки однополостного гиперболоида
вращения.
2.Фреза-протяжка, отличающаяся тем, что резцы установлены но периодически повторяющемуся контуру развертки однополостного гиперболоида вращения.
3. Фреза-лротяж.ка, отличающаяся тем, что для установки державок применены мерные штифты.
4. Фреза-протяжка, отличающаяся тем, что паз для установки резцов выполнен пря моугольным.
д
1
f( 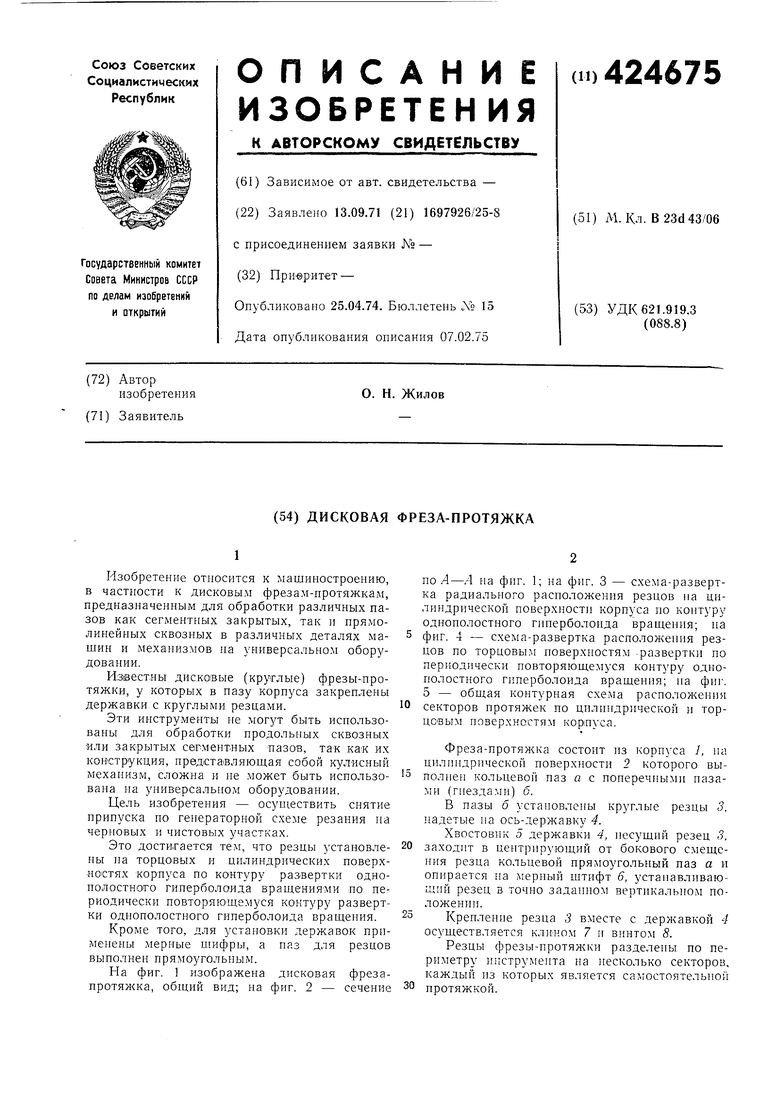
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2296035C2 |
| Непрерывно-протяжной станок | 1982 |
|
SU1115869A1 |
| Станок для нарезания зубьев цилиндрических зубчатых колес | 1974 |
|
SU511161A1 |
| Способ изготовления зубчатых колёс | 2024 |
|
RU2840513C1 |
| Способ изготовления впадины зуба круглой протяжки | 2018 |
|
RU2689254C1 |
| ТОРЦЕВАЯ ФРЕЗА | 1992 |
|
RU2014175C1 |
| Резцовая головка-протяжка | 1976 |
|
SU618220A1 |
| Резьбонарезной инструмент | 1990 |
|
SU1815037A1 |
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
| СПОСОБ НАРЕЗАНИЯ ЗУБЬЕВ НА БОКОВОЙ ПОВЕРХНОСТИ ДЕТАЛИ | 2001 |
|
RU2200076C2 |
и
iPiizJ
Л
Ж
