(54) ГОРИЗОНТАЛЬНО-ПРОТЯЯШОЙ СТАНОК ДЛЯ НЕПРЕРЫВНОГО ВНУТРЕННЕГО ПРОТЯГИВАНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для протягивания внутренних поверхностей | 1982 |
|
SU1021558A1 |
| Непрерывно-протяжной станок | 1982 |
|
SU1115869A1 |
| Протяжной станок | 1980 |
|
SU1004025A1 |
| Вертикально-протяжный станок для внутреннего протягивания с автоматической сменой инструмента | 1981 |
|
SU1055005A2 |
| Горизонтально-протяжной станок для обработки внутренних поверхностей | 1981 |
|
SU1002110A1 |
| Вертикально-протяжный станок для внутреннего протягивания с автоматической сменой инструмента | 1979 |
|
SU775932A1 |
| Протяжной станок | 1979 |
|
SU782966A2 |
| Горизонтально-протяжной станок | 1979 |
|
SU921719A1 |
| Устройство для измерения сил резания в протяжном станке | 1983 |
|
SU1093440A1 |
| Протяжной станок с автоматической сменой инструмента | 1974 |
|
SU745647A1 |
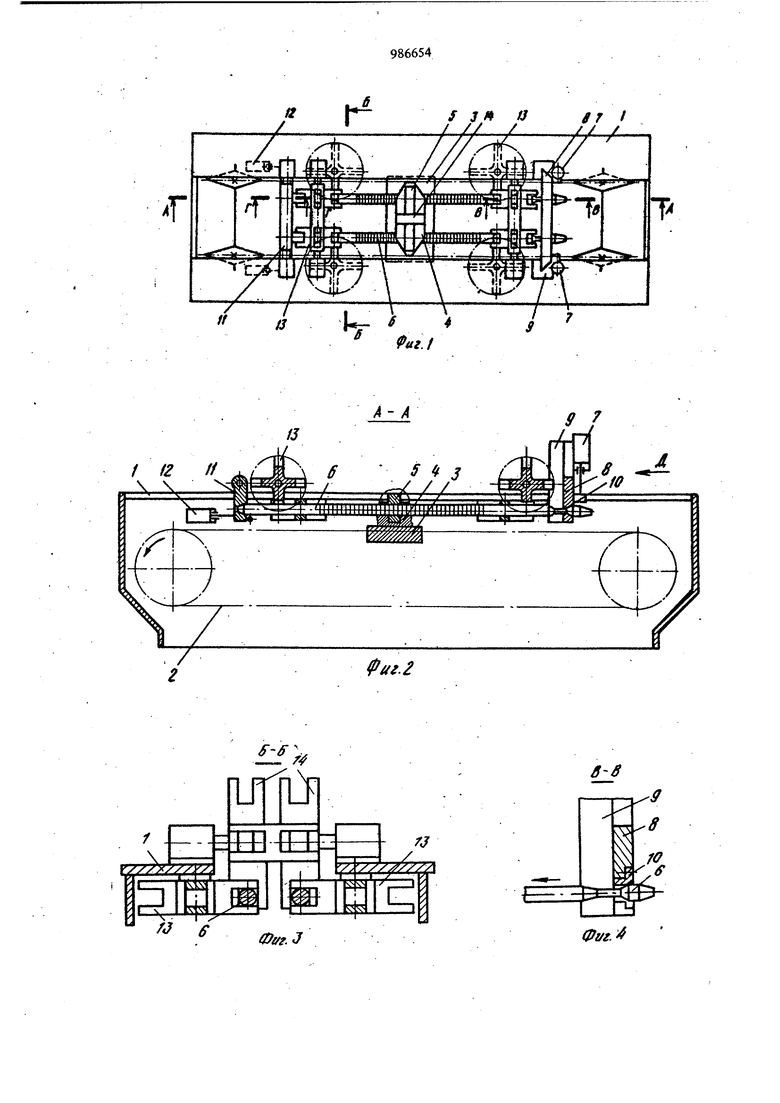
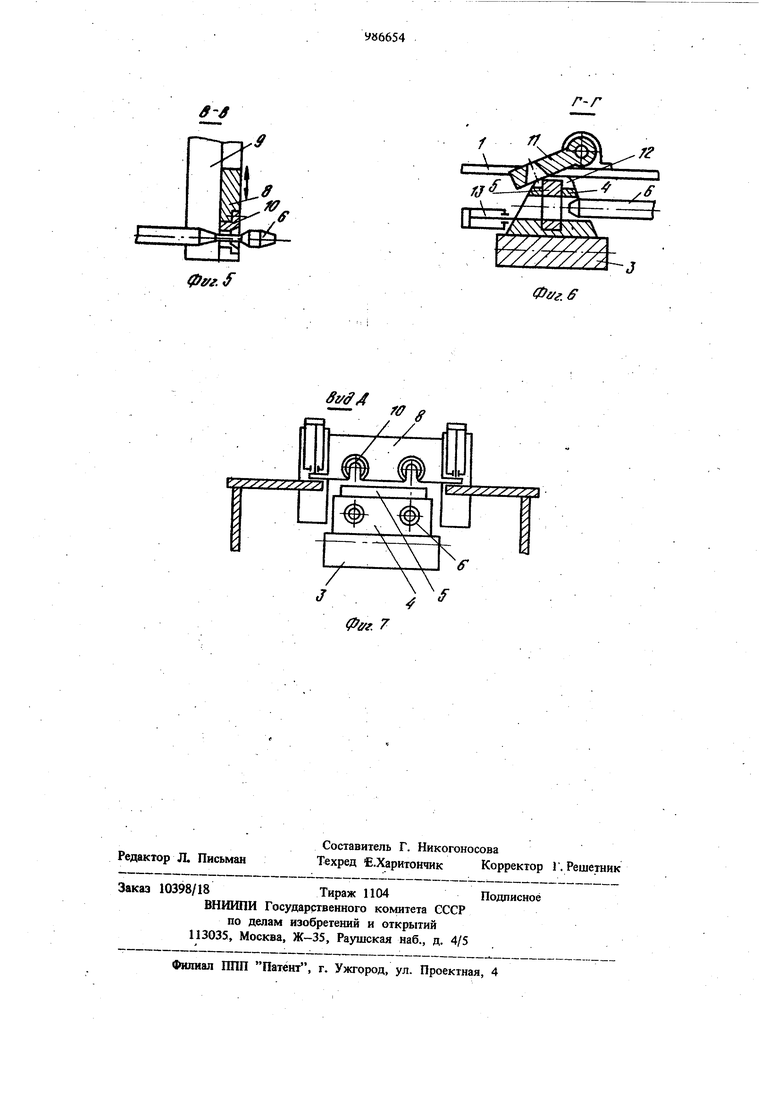
Изобретение относится к области станкостр ения и может быть использовано для обрабо ки внутренних поверхностей деталей в услов ях массового и крупносерийного производств Известен горизонтально-протяжной станок для непрерывного внутреннего протягивания, содержащий установленный на станине транспортер с приспособлением для размещения заготовки, механизмы ориентащ1и переднего и заднего хвостовиков протяжки и промежуточные держатели инструмента 1}. Недостатком известного станка является сложность механизмов ориентации, большое количество гидро- и злектроаппаратуры, что снижает надежность устройства. Кроме того, вылет механизмов орнентащш н промежуточных держателей зависит от геометрии изделня и зажимного пришосрбления, т.е. при большом вылете возникают значительные де.формащш зажимны} устройств, что снижает точность обработки. Цель изобретения - повьпиение надежности работы и точности обработки. Это достигается тем, что меха1шзм ориентации заднего хвостовика протяжки выполнен в виде упора, установленного на оси с возможностью поворота прн взаимодействии с приспособлением, для размещения : заготовки, а механизм ориентации переднего хвостовика протяжки - в виде каретки и втулки, имеющей паз и соответств)гющее шейке протяжки отверстие, связанной с кареткой, установленной с возможностью перемещения в плоскости, перпендикулярной оси протяжки на введенном в станок кронщтейне, жестко закрепленном на станине, причем промежуточные держатели выполнены в виде крестовин, снабженных пазами- для взаимодействия с протяжкой и установленньк с возможностью поворота на осях, одна из которых размещена в плоскости, перпендикулярной оси протяжки, а другая - в плоскости, параллельной оси протяжки. На фиг. 1 изображен общий вид станка; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 разрез В-В на фиг. 1 (положение инструмента в момент резания); на фиг. 5 - 7о же, положение инструмента в момент входа и выхода заготовки; на фиг. 6 - разрез Г-Г на фиг. 1; на фиг. 7 - вид Д на фиг. 2. Горизонтально-протяжной станок для непрерывного внутреннего протягивания имеет станину 1, на которой смонтирован цепной транс портер 2. На последнем установлены каретки 3, несущие приспособление 4 для закрепления заготовки 5. Механизм ориентации передних хвостовиков Протяжек 6 выполнен в виде приводной от гидроцилиндров 7 каретки 8, смонтированной на вертикальных направляющих кронштейна 9 и несущей две втулки 10, выполненными с пазами и коническими отвер стиями. Механизм ориентации для задних хвостовиков выполнен в виде упора 11, смонтированного на оси с возможность поворота при взаимодействии с элементов 12 подъема, закрепленном на приспособлении 4. Гидроцилиндры 13 предназначены для поджима центрирующего упора 11 к заднему хвосговику протяжки 6, ориентируя ее ось параллельно направлению перемещения заготовки 5. Между механиз 1ами ориентации передних хвостовиков протяжек и задних хвостовиков на станине 1 размещены две пары про межуточных держателей протяжки 6. Каждый из промежуточных держателей выполнен в виде крестовин 14, установленных на взаимно перпендикулярных осях с возможностью поворота так, что пазы на их лопастях образуют окна для размещения протяжек. Станок работает следующим образом. Заготовка 5, закрепленная в приспособлении 4, смонтированном на каретке 3, перемещается цепным транспортером 2 в зоне резания. При подходе приспособлений к переднему механиз му ориентации, последний поднимается вверх по направляющим кронштейна 9 посредством гидроцилиндра 7 и остается в зтом положени до тех пор, пока приспособление с заготовкой не пройдут зону его действия. В это; время протяжки 6 фиксируются от горизонтального и вертикального смещения крестовинами 14, а от осевого смещения центрирую щим упором 11. Проходя дальще, приспособление 4 воздействует на крестовины 14 элементами 12 подъема, при зтом крестовины, поворачиваясь на 90°, пропускают .заготовку и . зажимное приспособление 4 между своими лопастями. При врезании заготовки 5 в протяжку 6 втулки 10 с коническими отверстия ми охватывают щейки протяжек 6 и оконательно центрируют их. При этом протяжи 6 несколько смещаются назад под дейстием силы резания. После обработки отвертия в заготовке и отсутствия силы резания ротяжки 6 возвращаются в исходное полоение под действием гидроцилиндров 13 и ентрирующего упора 11, на. выходе из зоы резания приспособление 4 снова проходит ерез крестовины 14 и, воздействуя на центирующий упор 11, поворачивает его элеентом 12 подъема. После выхода заготовки из зоны резаНия центрирующий упор 11 озвращается в исходное положение и цикл повторяется. Такая конструкция упрощает механизмы ориентации за счет исключения гидро- и электроаппаратуры, что повыщает надежность устройства, точность центрирования протяжки и точность обработки. Формула изобретения Горизонтально-протяжной станок для непрерывного внутреннего протягивания, содержащий установленный на станине транспортер с приспособлением для размещения заготовки, механизмы ориентации переднего и заднего хвостовиков протяжки и промежуточные держатели инструмента, отличающийся тем, что, с целью повышения надежности работы и точности обработки, механизм ориентации заднего хвостовика протяжки выполнен в виде упора, установленного на оси с возможностью поворота при взаимодействии с приспособлением для размещения заготовки, а механизм ориентации переднего хвостовика - в виде каретки и втулки, имеющей паз и соответствующее шейке протяжки отверстие, связанной с кареткой, установленной с возможностью перемещения в плоскости, перпендикулярной оси протяжки на введенном в станок тсронщтейне, жестко закрепленном на станине, причем промежуточные держатели вьшолнены в виде крестовин, снабженных пазами для взаимодействия с протяжкой и установленных с возможностью поворота на осях, одна из которых размеще на в плоскости, перпендикулярной оси протяжки, а другая - в плоскости, параллельной оси протяжки. Источники информации, принятые во внимание при экспертизе 1. Патент Великобритании № 1024519, кл. В 3 L, опублик. 1966.
К
а
/
.a.cf fnMkt4 ,
S 3 f о
87 I
/ // / /L /
//// tt r//У4.Ш1Ж ,jL.
Г
. /
г
Lf
Фиг.2
//
0fff.f
0f/e.ff
