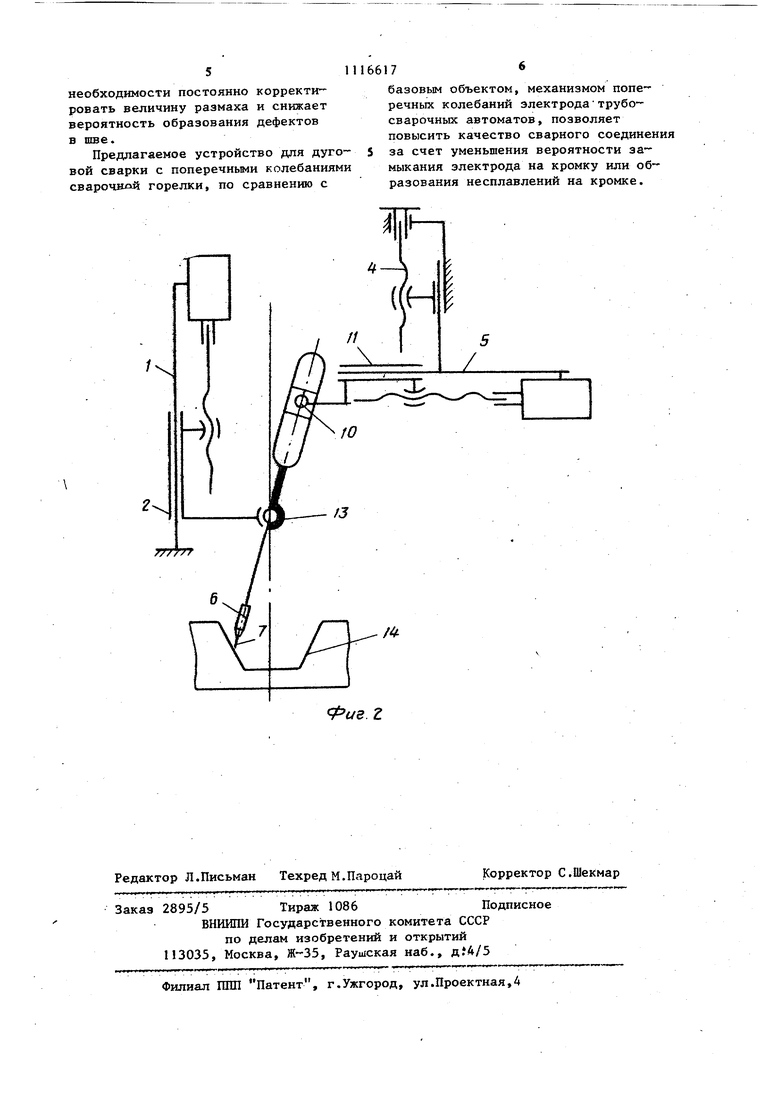
Изобретение относится к устрой ствам для дуговой сварки с попереч ными колебаниями сварочной горелки и может найти применение в машиностроении , энергетической,химичес кой и других отраслях промьшшенност Известно устройство для автома тической сварки с поперечньми колебаниями электрода, содержащее токоведущий наконечник с мундштуком, в котором установлен электрод, и меха низм колебания электрода в виде рычажной системы, шарнирно связанно с приводом 1 . Это устройство обеспечивает требуемую регулировку амплитуды поперечных колебаний, в основном при сварке прямолинейных швов в определенном пространственном положении. При сварке же в различных пространственных положениях, например неповоротных стыков труб, когда высота заполнения разделки на различ- ных участках шва изменяется, а также при сварке круговых многослойных швов, где имеет местопереход от од ного прохода к другому, величина амплитуды колебаний на участках перехода от одной высоты заполнения разделки к другой не будет соответгствовать ширине разделки, так как упор находится на некотором расстоя нии впереди электрода. Кроме того, на указанных участках шва весьма сло но обеспечить работу устройства совместно с системой автоматического поддержания длины дуги. Известно устройство для дуговой . автоматической сварки с колебаниями электрода, содержащее основание и установленные на нем механизм колеб ния электрода, кинематически связанный с горелкой, и механизм вертикаль ного перемещения горелки с кронштейном 2. Указанное устройство предназначено для сварки в узкую разделку, ширина которой практически не изменяется по высоте, и устройство не предусматривает регулировку амплитуды колебаний электрода в прО цессе сварки. При сварке же наиболее широко применяющихся соединений с V-образной разделкой величина амп литуды клебаний в процессе сварки должна изменяться и, следовательно, применение устройства длятаких соед нений не позволяет достичь поставлен ной цели. 172 Наиболее близким по техническрй сущности и достигаемомуэффекту к описываемому изобретению является устройство для дуговой сварки с попе речными колебаниями сварочной горелки, содержащее горелку, с Которой шарнирно связан механизм регулирования длины дуги и механизм поперечных колебаний сварочной горелки с исполнительным органом. Механизм поперечных колебаний закреплен- на кронштейне. Механизм поперечных колебаний вьтолнен в виде державки, соединенной с выходным валом редуктора. На конце державки установлен подшипник, размещенный в пазу плавающей вилки, жестко соединенной через сварочную горелку с хомутом, кинематически связанным с механизмом регулирования дуги С-З . Известное устройство облегчает работу механизма регулировки длины дуги, однако автоматическое регулирование величины амплитуды поперечных колебаний в зависимости от ширины разделки в данном случае не обеспечивается и применение этого устройства при сварке, особенно неповоротных стыков труб, требует . регулировки величины амплитуды поперечных колебаний с помощью дополнительного механизма Цель изобретения - повьшение производительности при многослойной сварке путем автоматического регулирования амплитуды колебаний в зависимости от ширины разделки и высоты наплавки. Цель достигается тем, что устройство для дуговой сварки с поперечными колебаниями сварочной горелки, содержащее горелку, с которой шарнирно связан механизм регулирования длины дуги и механизм поперечных колебаний сварочной горелки с исполнительным органом, снабжено жестко связанным с горелкой штоком с прорезью и стойкой с направляющими для перемещения механизма колебаний, а исполнительньш орган механизма колебаний снабжен шарниром, располо женным в прорези штока. Устройство обеспечивает автомати-. еское изменение размаха колебаний электрода горелки при отрабатьюании еханизмом автоматического регулиования длины дуги изменения высоты заполнения разделки кромок, причем величина размаха колебаний электрода будет соответствоват,ь ширине разделки на уровне сварки, данного прохода. Этим исключается вероят ность замыкания электрода горелки н кромку разделки или образования несплавления с кромкой, которое может образоваться, когда величина размаха колебаний существенно меньше ширины разделки кромок. В резуль тате повышается качество сварных швов, а оператору нет необходимости постоянно корректировать величину размаха колебаний. На фиг.1 приведен общий вид пред лагаемого устройства; на фиг.2 - кинематическая схема устройства. Устройство для дуговой сварки с поперечными колебаниями сварочной горелки содержит корпус 1, на кото ром установлен механизм 2 регулиро вания дуги и стойка 3 с направляющи ми 4.-На направляющих размещен меха низм 5 поперечных колебаний горелки 6 с электродом 7. Горелка жестко связана со штоком R, имеющим осевую прорезь 9, в которой размещен с воз можностью перемещения вдоль оси горелки шарнир 10 исполнительного органа 11 механизма поперечных коле баний, имеющего привод l2. Механизм регулирования длины дуги через шарнир 3 связан со штоком горелки, которая перемещается в разделке 14 кромок кзделня 15 и 16, имеющий угол о( , ширину И и глубину Ь и дно 17. Шарнир 13 расположен на расстоянии С от шарнира 10 и на рас стоянии 2 от конца электрода 7. Устройство работает следующим образом. Перед началом сварки перемещают исполнительный орган 11 механизма 5 поперечных колебаний горелки 6 по направляющим 4 стойки 3, устанавливая первоначальное расстояние Ч , обеспечивая соотношение расстояний ( и, С, . Первоначально расстояние определяют из соотношения ,Й 1l + + Sy2tri( .. Величина этого .расстояния определяет закономерность изменения амплитуды колебаний в зав симости от изменения ширины разделки при ее заполнении. При меньшем значении первоначального расстояния в процессе дальнейшей сварки может произойти замьжание электрода 7 на кромках разделки 14, а при больш значении расстояния С. в процессе заполнения разделки 14 возможно несплавление у кромок, так как амплитуда колебаний горелки 6 может быть значительно меньше ширины разделки I4 на каждом проходе при заполнении разделки. Далее механизмом 5 поперечных колебаний горелки 6 устанавливают амплитуду cf колебаний исполнительного органа 1I из соотношения о (/Й, , причем эту величину амп литуды в процессе сварки механизмом 5поперечных колебаний не изменяют. Первоначальную величину амплитуды колебаний определяют из соотношения Си IQ. , при котором величина амплитуды колебаний электрода 7 будет равна ширине S дна 17 разделки 14. Этим обеспечивается йроплавление как дна 17 разделки 14, так и сплавление кромок раэделки 14 в начальный момент сварки. После установления первоначального расстояния Ч. и амплиту-ды колебаний (х исполнительного органа 11, возбуждают дугу и начинают процесс сварки. По мере заполнения разделки 14 в процессе сварки механизм 2 регулирования длины дуги будет поднимать горелку 6 в зависи™ мости от высоты наплавки от предыдущего прохода, обеспечивая постоянную длину дуги. Благодаря тому, что механизм регулирования длины дуги 2 шарнирно связан со штоком 8 горелки 6, шток 8 вместе с горелкой 6перемещается относительно меха- низма 5 поперечных колебаний, так как шарнир 10 исполнительного органа 11 последнего размещен в прорези 9 щтока 8. При этом уменьшается расстояние 2 , что. приводит к изменению соотношения Соответственно этому изменяется автоматически и величина амплитуды колебани,я горелки 6, которая после заполнения разделки 14 будет равна ее шурине у поверхности 15 и 16 изделия. Таким образом, при заполнении разделки 14 происходит автоматическое изменение амплитуды колебания горелки 6 в заисимости от ширины разделки и высоты наплавки при отработке длины дуги механизмом 2 регулирования длины дуги. Автоматическое измене ние размаха поперечных колебаний электрода по мере-заполнения разделки освобождает оператора от необходимости постоянно корректировать величину размаха и снижает вероятность образования дефектов в шве. Предлагаемое устройство для дуг вой сварки с поперечными колебания сварочной горелки, по сравнению с 76 базовым объектом, механизмом поперечных колебаний электродатрубо- сварочньк автоматов, позволяет повысить качество сварного соединения за счет уменьшения вероятности замыкания электрода на кромку или образования несплавлений на кромке.
Ох

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1983 |
|
SU1146908A1 |
| Устройство для сварки неповоротных стыков труб | 1981 |
|
SU1018833A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ ШВОВ ТРУБОПРОВОДОВ | 2013 |
|
RU2529127C1 |
| Устройство для дуговой автоматическойСВАРКи C КОлЕбАНияМи элЕКТРОдА | 1979 |
|
SU846191A1 |
| Устройство для сварки неплавящимся электродом с подачей присадочной проволоки | 1982 |
|
SU1031698A1 |
| Способ автоматической дуговой сварки | 1984 |
|
SU1169271A1 |
| Способ дуговой сварки стыковых вертикальных соединений | 2023 |
|
RU2811485C1 |
| Способ регулирования процесса дуговой сварки (его варианты) | 1983 |
|
SU1116615A1 |
| Устройство для сварки с колебаниями электрода | 1980 |
|
SU897434A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОЛСТОЛИСТОВОГО МЕТАЛЛА МЕТОДОМ "ПОПЕРЕЧНАЯ ГОРКА", СВАРОЧНЫЙ АВТОМАТ И ВИДЕОСЕНСОРНЫЙ БЛОК ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 2006 |
|
RU2372176C2 |
УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ с поперечными колебаниями сварочной горелки, содержащее горел17 ку, с которой шарнирно связан меха низм регулирования длины дуги, и механизм поперечных колебаний сварочной горелки с исполнительным органом, отличающееся тем, что с целью повьшения производитель ности при многослойной сварке путем автоматического регулирования амп литуды колебаний в зависимости от ширины разделки и высоты наплавки , устройство снабжено жестко связанным с горелкой штоком с прорезью и стойкой с направляющими для перемещения механизма колебаний, а исполнительный орган механизма колебаний снабжен шарниром, расположенным в прорези штока. (Л ./г Од О)
| I | |||
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ СВАРКИ С ПОПЕРЕЧНЫМИ КОЛЕБАНИЯМИ ЭЛЕКТРОДА | 0 |
|
SU336118A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| .- | |||
