(21)3948002/25-63
(22)29.08.85
(46) 23.06.90. Бюл. № 23
(71)Изюмский оптико-механический завод
(72)Д.Ф.Погребняк (53) 62-229.61 (088.8)
(56)Авторское свидетельство СССР № 1129003, кл. В 30 В 15/30, 1983.
j(54) УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЛИННО- МЕРНЫХ ЗАГОТОВОК
(57)Изобретение относится к механо- обрабатывающему производству для обработки заготовок шарнира очковых оправ. Цель изобретения - упрощение конструкции и повышение точности обработки. Для этого механизмы 1-3 подаА-А
чи заготовки в виде прутка 20 выпол-1- нены клиновыми с ползунами 5,8 и 12, имеющими встречно расположенные клинья. В механизме 1 захват 7 выполнен с пазами, соответствующими по форме пазам, получаемым посредством фрезерной головки 11 на первой позиции. При взаимодействии клиньев ползуна 5 со стенками пазов захвата 7 обеспечивается перемещение прутка 20 в позиции обработки. Перемещение прутка 20 между позициями и его выгрузка осуществляются клиньями ползунов 8 и 12, взаимодействующими со стенками пазов, сформированных на заготовке головками 11 и 15 на рабочих позициях. 6 ил.
г to
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления шарнира очковых оправ | 1985 |
|
SU1338932A1 |
| Устройство для фрезерования шарниров очковых оправ из профильного проката | 1983 |
|
SU1117146A1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ДЕТАЛЕЙ СЛОЖНОЙ | 1971 |
|
SU295676A1 |
| Автоматическая линия для обработки длинномерных трубчатых деталей | 1990 |
|
SU1710301A1 |
| УСТРОЙСТВО ДЛЯ ФРЕЗЕРОВАНИЯ ДЕТАЛЕЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 1971 |
|
SU288988A1 |
| Подающее устройство к деревообрабатывающему станку | 1985 |
|
SU1288061A1 |
| Устройство для обработки длинномерного материала | 1989 |
|
SU1712038A1 |
| Станок для обработки прутков | 1986 |
|
SU1407702A1 |
| АГРЕГАТНЫЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРУТКА | 2006 |
|
RU2357849C2 |
| АВТОМАТИЧЕСКОЕ УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ПОЛЫХ ИЗДЕЛИЙ ИЗ ПРУТКА | 1990 |
|
RU2009759C1 |
Изобретение относится к механообрабатывающему производству для обработки заготовок шарнира очковых оправ. Цель изобретения - упрощение конструкции и повышение точности обработки. Для этого механизмы 1 - 3 подачи заготовки в виде прутка 20 выполнены клиновыми с ползунами 5, 8 и 12, имеющими встречно расположенные клинья. В механизме 1 захват 7 выполнен с пазами, соответствующими по форме пазам, получаемым посредством фрезерной головки 11 на первой позиции. При взаимодействии клиньев ползуна 5 со стенками пазов захвата 7 обеспечивается перемещение прутка 20 в позиции обработки. Перемещение прутка 20 между позициями и его выгрузка осуществляется клиньями ползунов 8 и 12, взаимодействующими со стенками пазов, сформированных на заготовке головками 11 и 15 на рабочих позициях. 6 ил.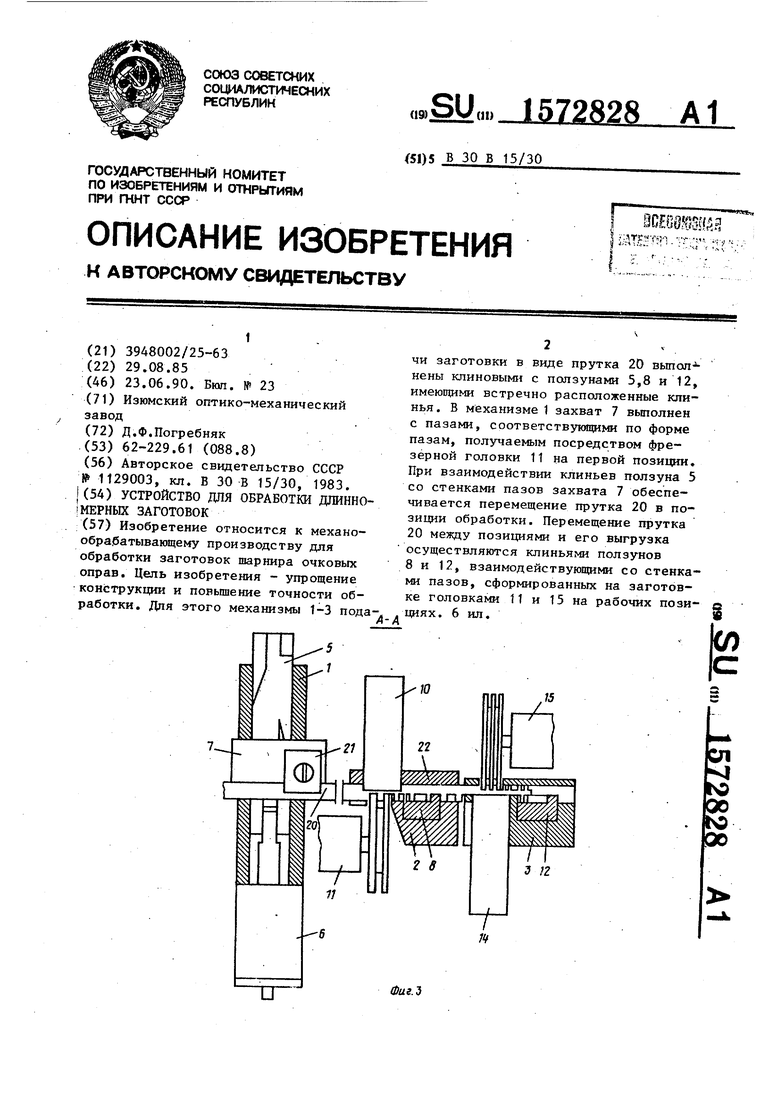
Изобретение относится к механо- Обрабатывающему производству, может использовано в медицинской про- (чышленности для обработки заготовок Ырнира очковых оправ, а также в радио- и электропромышленности.
Цель изобретения - упрощение конструкции и повышение точности обработки путем обеспечения возможности перемещения длинномерных заготовок от однотипных клиновых механизмов, расположенных на обрабатывающих позициях, одновременно и синхронно вма- ямодействующих с захватом и с aaroTOB кой при ее подаче в позиции обработки и перемещении от одной обрабатывающей позиции к другой, с фиксацией при обработке.
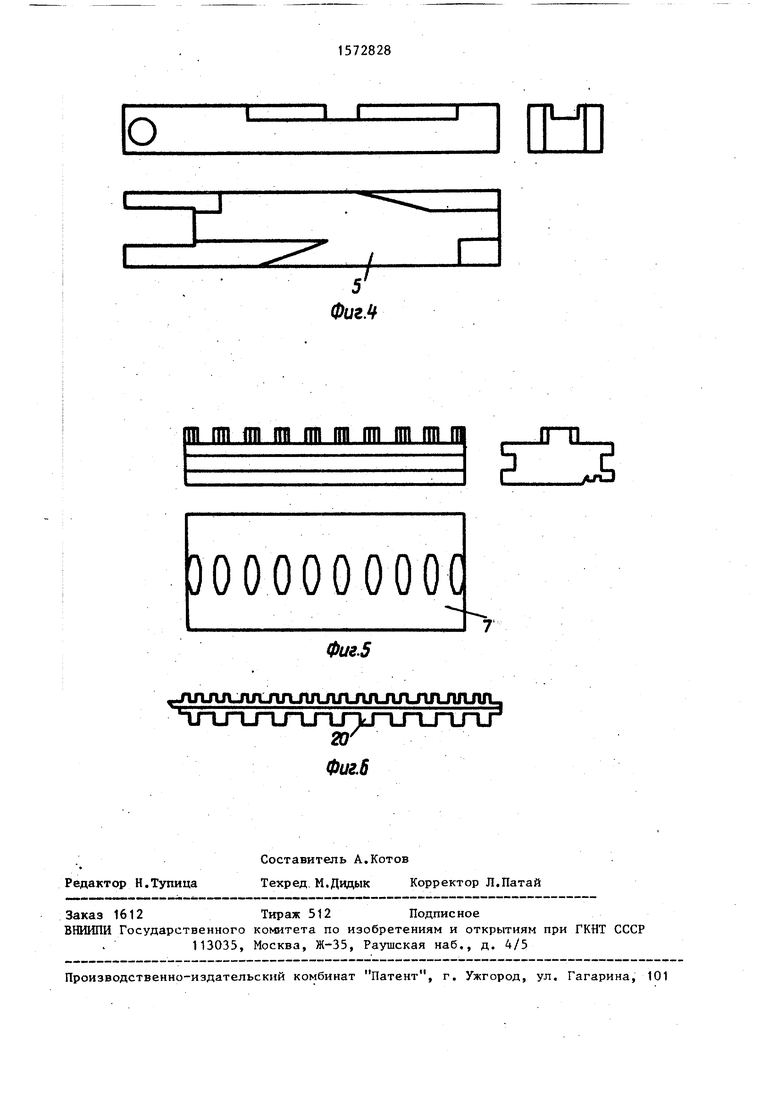
На фиг.1 показано устройство, об- щий вид; на фиг,2 - то же, вид свер- iscy; на фиг.З - разрез А-А на фиг. 1 ; |на фиг,4 - ползун со встречно расположенными клиньями; на фиг.З - захват с пазами; на фиг.6 - изделие обработки.
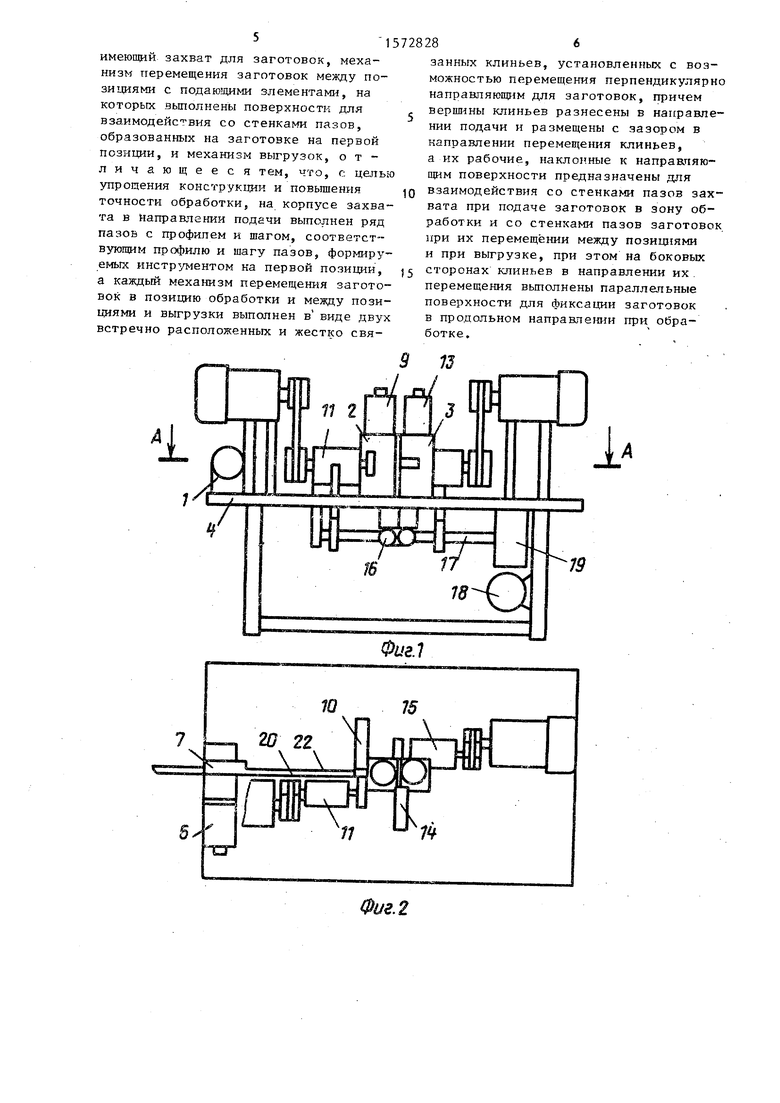
Устройство содержит механизм I шагового перемещения длинномерных; заготовок в обрабатывающие позиции, механизм 2 подачи заготовок между позициями и механизм 3 выгрузки, установленные на станине 4. Механизм 1 включает в себя ползун 5 с двумя встречно расположенными клиньями и привод его возвратно-поступатель- ного перемещения в виде силового f цилиндра 6, а также захват 7 с гребенкой, образованной пазами, соответствующими по форме пазам, получаемым на заготовке в первой позиции обработки. Механизм 2 содержит ползун 8 с клиньями, аналогичными клиньям ползуна 5, и привод его возвратно- поступательного перемещения в виде силового цилиндра 9. Устройство имеет прижим 10 для зажима заготовки при фрезеровании головкой 11 первой позиции обработки, установленной на станине 4. Механизм 3 включает в себя ползун 12 с клиньями, аналогичными клиньям ползунов 5 и 8, и привод его перемещения - силовой цилиндр 13, Вторая позиция обработки имеет прижим 14 для зажима заготовки при ее обработке фрезерной головкой 15. Цилиндры 6, 9 и 13 связаны с распределителем 16, обеспечивающим синхронную работу цилиндров. Прижимы 10 и 14 работают в одном цикле с распределителем 16.
Привод прижимов-осуществляет посредством вала 17 электродвигатель 18 через редуктор 19.
Устройство работает следующим образом.
Захват 7 (фиг.2) крепится к длинномерной заготовке - прутку 20 прижимом 21 на расстоянии от края, которое обеспечивает вырезку пазов гребенки на прутке 20 набором фрез фрезерной головки 11, и вводится своими выступами в зацепление с клиньями ползуна 5. Пруток 20 перемещается по направляющей 22. Ползун 5, выступами взаимодействуя при перемещении со стенками пазов захвата 7, сообщает заготовке пульсирующее движение по позициям. Для первых нескольких шагов, до вступления во взаимодействие клиньев ползуна 8 со стенками пазов, вырезанных набором фрез фрезерной головки 11 на прутке 20, опорной и установочной базой являются стенки пазов захвата 7. По мере продвижения прутка 20 вступает в работу ползун 8, который работает синхронно с ползуном 5 до выхода из зоны зацепления захвата 7, после чего захват 7 снимается, а ци-- линдр 6 отключается.
Ползун 8 начинает работать самостоятельно, клиньями взаимодействуя со стенками пазов, сформированных на первой обрабатывающей позиции, продвигает пруток по позициям, используя боковые стенки пазов прутка 20 как опорную и установочную базу. По мере продвижения прутка 20 вступает в работу фпезерная головка 15 с набором фрез, которая фрезерует гребенку на противоположной стороне прутка 20.
При дальнейшем перемещении прутка начинает работать ползун 12 синхронно с ползуном 8. По мере продвижения пруток 20 выходит из зоны зацепления ползуна 8. Ползун 12, также взаимодействуя со стенками пазов прутка 20, заканчивает подачу прутка без отходов.
Формула изобретения
Устройство для обработки длинномерных заготовок, содержащее последовательно расположенные позиции обработки, первая из которых имеет обрабатывающий пазы инструмент, механизм шагового перемещения по направляющим заготовок в первую позицию обработки,
имеющий захват для заготовок, механизм перемещения заготовок между позициями с подающими элементами, на которых выполнены поверхности для взаимодействия со стенками пазов, образованных на заготовке на первой позиции, и механизм выгрузок, отличающееся тем, что, г цель упрощения конструкции и повышения точности обработки, на корпусе захвата в напраштении подачи выполнен ряд пазов с профилем и шагом, соответствующим профилю и шагу пазов, формируемых инструментом на первой позиции, а каждый механизм перемещения заготовок в позицию обработки и между позициями и выгрузки выполнен в виде двух встречно расположенных и жестко свя0
5
занных клиньев, установленных с возможностью перемещения перпендикулярно направляющим для заготовок, причем вершины клиньев разнесены в направлении подачи и размещены с зазором в направлении перемещения клиньев, а их рабочие, наклонные к направляющим поверхности предназначены для взаимодействия со стенками пазов захвата при подаче заготовок в зону обработки и со стенками пазов заготовок при их перемещении между позициями и при выгрузке, при этом на боковых сторонах клиньев в направлении их перемещения выполнены параллельные поверхности для фиксации заготовок в продольном направлении при обработке.
9 13
Фие.1
О
JL
ФигМ
m
ПП 1Л1 1ТП ПП ПП
зоооооооос
Фиг.5
И1
I
