(Л
10
15
20
11407702
Изобретение относится к металлообработке и может быть использовано
для фрезерования шарниров очковых
оправ из профильного.прутка.
Цель изобретения - повьшение производительности обработки и
уменьшение отходов прутков при фрезеровании шарниров очков из нейзильбера за счет возможности соединения прутков без снятия со станка, что не требует переналадки станка при заправке очередного прутка и обеспечивает боле полное использование последнего.
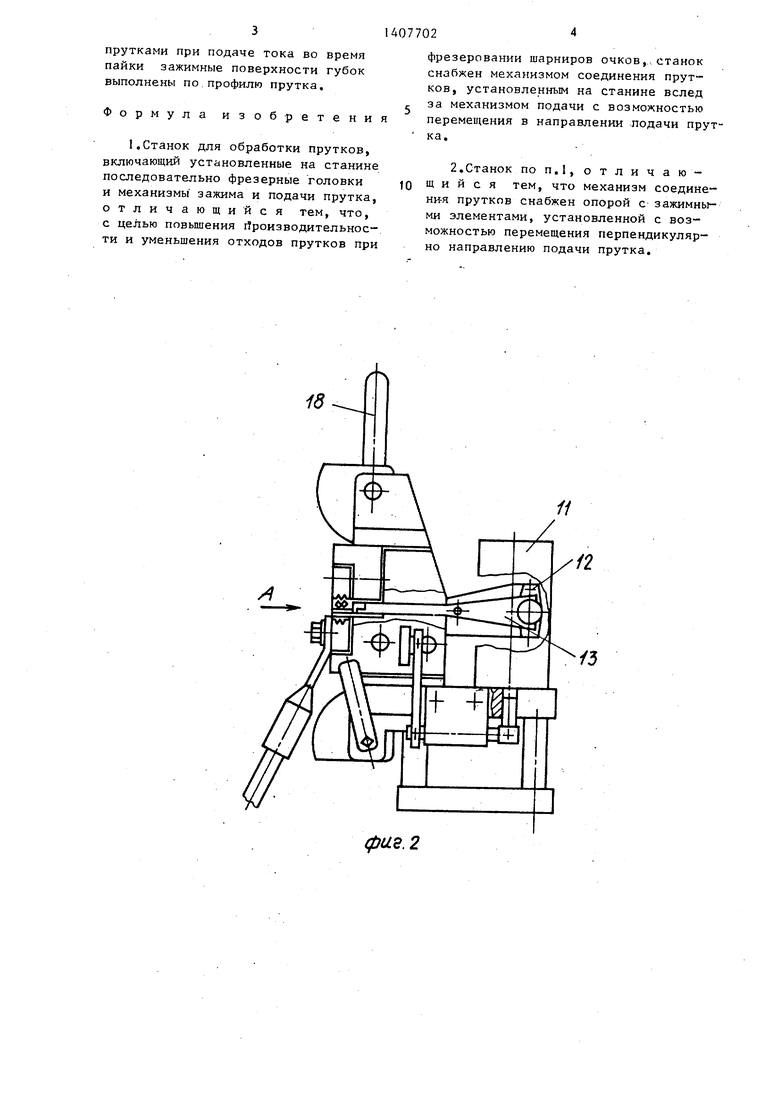
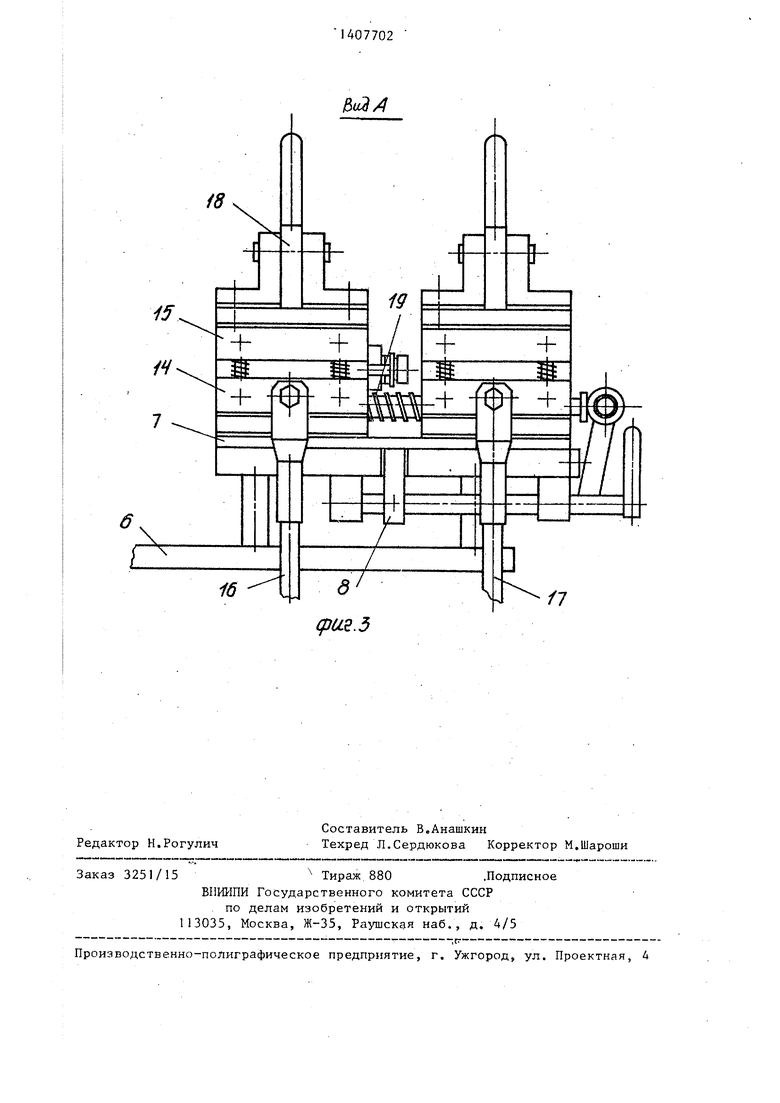
На фиг,1 приведен станок, общий вид; на фиг,2 - механизм соединения прутков; на фиг,3 - вид А на фиг,2,
Станок содержит станину 1, на которой установлены фрезерные головки 2, механизм 3 подачи прутка, механизм 4 зажима прутка и механизм 5 соединения прутка. Привод станка смонтирован внутри станины 1, Механизм 5 содержит основание 6, размещенное на 25 станине 1 с возможностью горизонтальных установочных перемещений вдоль оси обрабатьшаемого прутка. На основании 6 расположена подвижная опора 7, опирающаяся на кулачковый узел 8-подъема и опускания опоры 7, Узел 8 смонтирован в основании 6, На опоре 7 установлены подвижные зажимные эле- менты 9 и 10, которые расположены последовательно вдоль пути перемещения прутка. Перемещение зажимного элемента 10 осуществляется пневмоци - 1ЛИНДРОМ II, Бесконтактный датчик 12 установлен на основании 6, злектри- |чески соединен с приводом станка и |взаимодействует с. одним концом пово- |ротного рычага 13, Каждый зажимной элемент 9 и 10 выполнен в виде неподвижной в вертикальной плоскости губкИ 14 и подвижной в этой плоскости губки 15, Губки 14 при помощи токопроводя- нщх шин 16 и i 7 соединены с источником питания. Вертикальное перемещение 1губок 15 осуществляется элементом 18, Между зажимными элементами 9 и 10 установлена пружина 19 растяжения. Станок работает следующим образом, Перед началом обработки механизм соединения прутка устанавливают отно- :сительно станины, чтобы место стыка InpyTKOB бьщо на paccтoя ии от механизма подачи, кратным шагу подачи прутка. Кулачковым узлом 8 опускают опору 7 вниз до упора, а кулачковым
30
35
40
45
50
55
эл до ют эл пр ко ет ст пр из гд го бо пр ав и оп по ва ко ра но
не ли За оп оп го ют че ся за мо ме по та пр за мо вр за оп м ры пр в к и
т п т
0
5
0
5
0
5
0
5
0
5
элементом 18 поднимают губки 15 вверх до упора, после чего рычаг 13 опускают и прутком заводят через зажимные элементы 9 и 10 в механизм 3 подачи, при этом рычаг 13 находится под прутком своим одним концом и контактирует с ним, а другим концом взаимодействует с датчиком 12, Затем включают привод станка, и пруток поступает из механизма 3 в механизм 4 зажима, где обрабатывается блоком фрезерных головок 2, По окончании цикла обра- . ботки готовая деталь отрезается от прутка, поступает в сборник, пруток автоматически передвигается на шаг, и цикл обработки,повторяется, Эта операция продолжается до тех пор, пока конец прутка не освободит рычаг 13, После этого последний поворачивается и выходит из контакта с. датчиком 12, в результате чего последний размыкает цепь привода станка и станок останавливается.
Новый пруток вводят в элемент 10, не доводя его конец на несколько миллиметров до конца предыдущего прутка. Затем кулачковым узлом 8 поднимают опору 7, кулачковыми элементами 18 опускают губки 15 зажимных элементов 9 и 10, помещают между концами старого и нового прутков припой и включа-. ют пневмоцилиндр 11, в результате чего зажимной элемент 10 перемещается в сторону элемента 9, и припой зажимается между концами прутков, В момент касания .концов зажимных эле-- ментов 9 и 10 включают подачу энергии по шинам 16 и 17 к зажимным элементам 9 и 10, в результате чего концы прутков спаиваются. По прошествии заданного отрезка времени, необходимого для спаивания прутков, реле времени отключает подачу энергии к зажимным элементам 9 и 10, Опора 7 опускается, подвижные губки 15 поднимаются и отключают цилиндр 11, который в процессе пайки обеспечивал непрерывное прижатие концов прутков. При отключении цилиндра 11 пружины 19 возвращают зажимной элемент 10 в исходное положение. Затем заводят конец рычага 13 под спаянный пруток и включают станок,
В процессе работы станка опора 7 должна быть опущена, а губки подняты, чтобы не препятствовать свободной подаче прутка, С этой же целью, а также для нужного контакта губок с
прутками при подаче тока во время пайки зажимные поверхности губок выполнены по профилю прутка.
Формула изобретени
1.Станок для обработки прутков, включающий установленные на станине последовательно фрезерные головки и механизмы зажима и подачи прутка, отличающийся тем, что, с целью повьшения производительности и уменьшения отходов прутков при
фрезеровании шарниров очков,ч станок снабжен механизмом соединения прутков, установленньм на станине вслед за механизмом подачи с возможностью
перемещения в направлении лодачи прут- ка.
2.Станок по П.1, отличаю- щ и и с я тем, что механизм соединения прутков снабжен опорой с зажимными элементами, установленной с возможностью перемещения перпендикулярно направлению подачи прутка.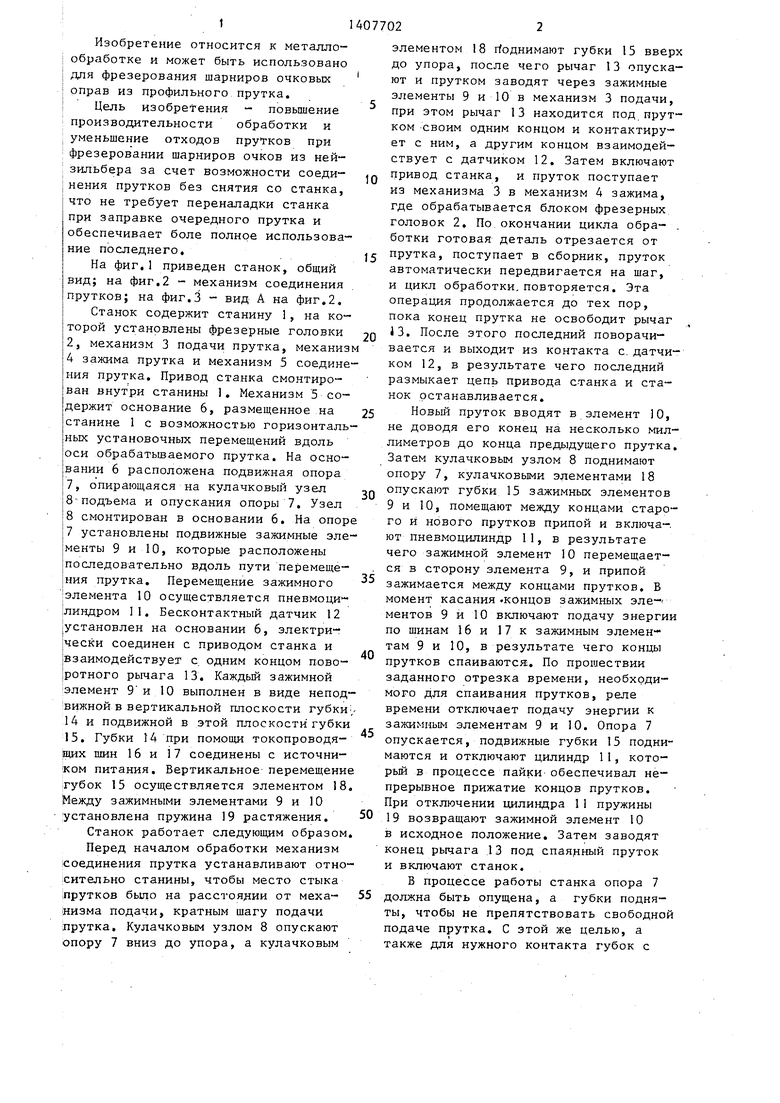
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для фрезерования шарниров очковых оправ из профильного проката | 1983 |
|
SU1117146A1 |
| Инструментальная головка | 1986 |
|
SU1348082A1 |
| АГРЕГАТНЫЙ СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРУТКА | 2006 |
|
RU2357849C2 |
| Фрезерно-отрезной станок | 1984 |
|
SU1235670A1 |
| Автоматический станок для подрезки торцов и снятия фасок | 1982 |
|
SU1034843A1 |
| ГОРИЗОНТАЛЬНЫЙ ЗУБОФРЕЗЕРНЫЙ Г.ТАНОК | 1973 |
|
SU369988A1 |
| Автоматическая линия для обработки длинномерных трубчатых деталей | 1990 |
|
SU1710301A1 |
| Станок для корректирования масс коленчатых валов | 1990 |
|
SU1757786A1 |
| Станок для фрезерования односторонних скосов на торцах зубьев шестерен | 1977 |
|
SU738791A1 |
| МЕХАНИЗМ ПОДАЧИ И ЗАЖИМА ПРУТКА | 2012 |
|
RU2483842C1 |
Изобретение относится к области металлообработки и может быть использовано для фрезерования шарниров очковых оправ из профильного прутка. Целью изобретения является повышение производительности обработки и уменьшение отходов заготовок при фрезеровании шарниров очков из нейзильбера. Станок содержит станину 1, на которой последовательно установлены фрезерные головки 2, механизмы зажима 4 и подачи 3 прутка. На станине вслед за механизмами зажима и подачи прутка расположен механизм 5 соединения прутков. Механизм имеет возможность горизонтальных перемещений для изменения места стыка в зависимости от шага подачи прутка. Данный механизм включает в себя зажимные элементы 9 и 10, размещенные на опоре 7, которая имеет возможность вертикальных перемещений относительно станины для освобождения прутка после его соединения. 1 з.п. ф-лы, 3 ил. SS.
id
а
(f}US.2
w/
| Фрезерно-отрезной станок | 1984 |
|
SU1235670A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
