Изобретение относится к станкостроению и может быть использовано в станках для резки профильного проката .
Цель изобретения - повьшение производительности путем обеспечения свободной подачи прутка с заусенцами возникающими при механической обработке.
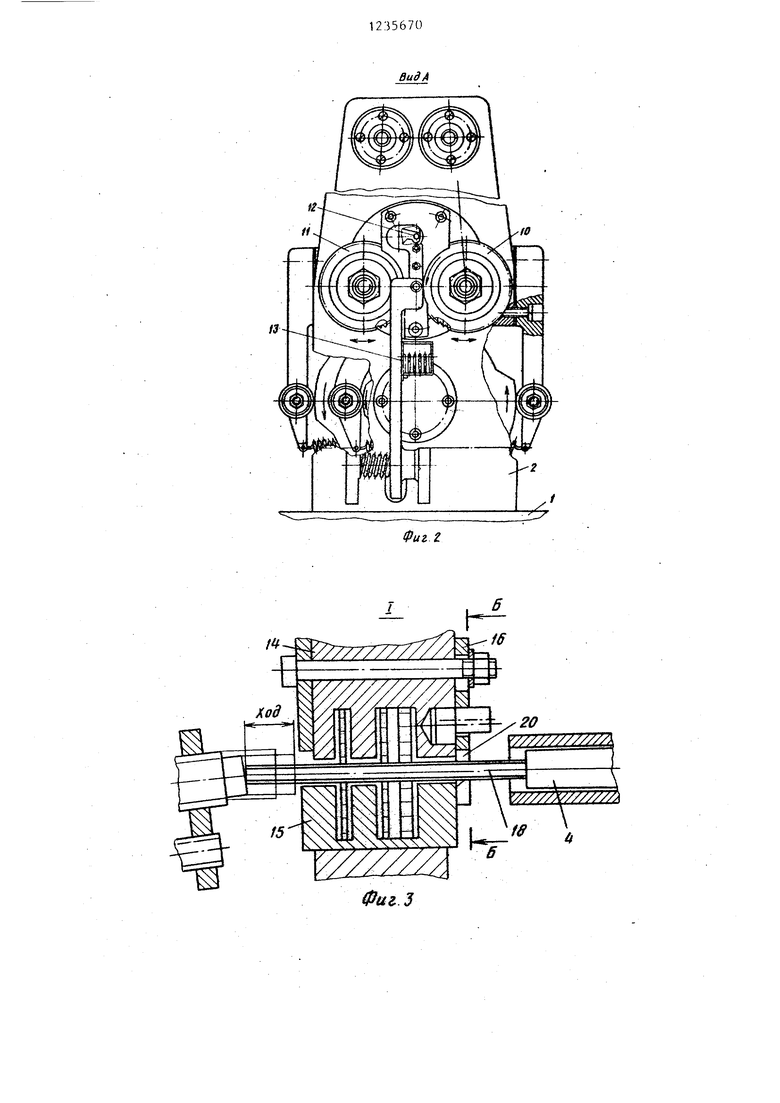
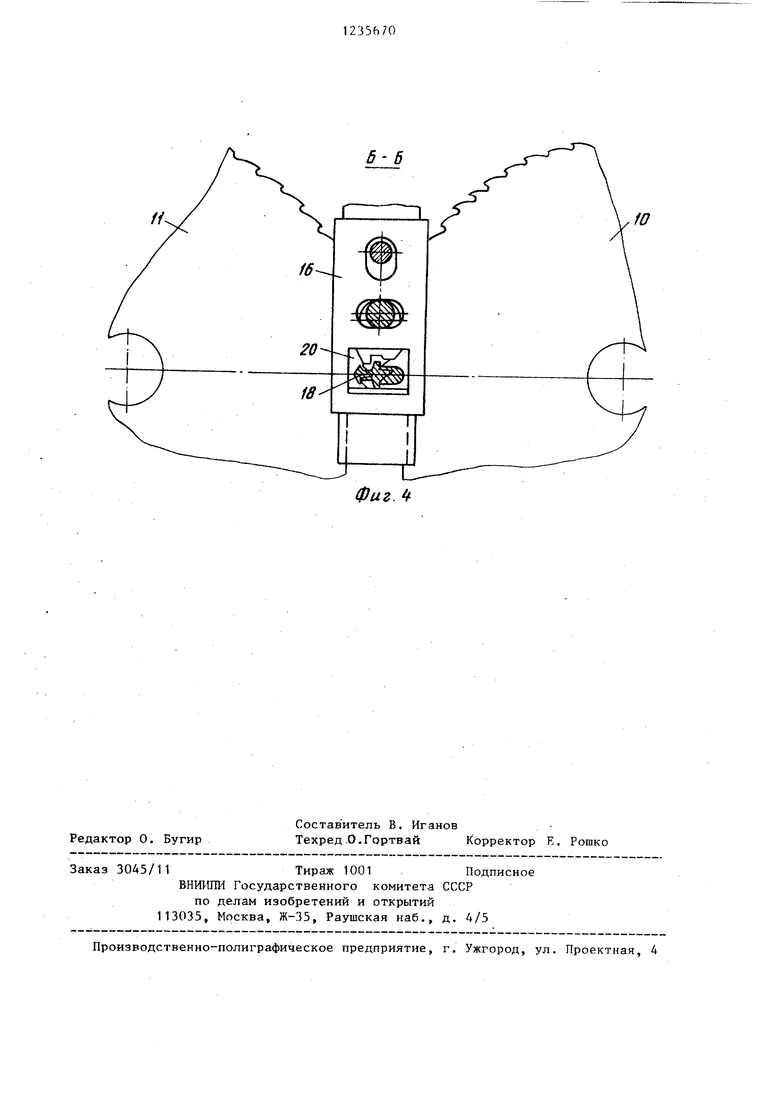
На фиг. 1 представлен станок в разрезе, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - узел I на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 3.
Станок содержит нижнюю 1 и верхню 2 станины. Внутри станины 1 расположены привод (не показан), система 3 охлаждения и электропанель с пультом (не показаны) . На станине .1 закреплен механизм 4 подачи прутка. На ста нине 2 расположены кулачковый вал 5 с кулачками 6 - 9, фрезерные головки 10 и 11, зажим 12 и качающийся упор 13. Зажим 12 состоит из верхнего подвижного сухаря 14 и нижнего неподвиж ноге сухаря 15. На сухаре 14 закреплена планка 16 с отверстием.
Устройство работает следующим образом.
В выключенном положении станка зажим 12 открыт. Упор 13 отводят его продольным перемещением на оси 17 и вручную через открытый зажим 12 .вставляют пруток 18 в направляющую трубу 19, при этом пруток проходит через отверстие 20 планки 16. Пруток
5 0 5
0
5
18 перемещают по трубе 19 до- его упора в механизм 4 подачи и продолжают . перемещать пруток 18 вместе с механизмом 4 подачи до тех пор,пока не появляется возможность установить упор 13 в исходное положение, при .котором пруток 18 оказьшается зафиксированным между механизмом 4 подачи и упором 13.
Нажатием на кнопку Пуск на пульте включают станок. При этом кулачковый вал 5 начинает вращаться. Кулачок 7 путем перемещения упора 13 устанавливает находящийся в контакте с ним пруток 18 в зажиме 12 в рабочую позицию. После этого кулачок 6 через рычаг 21 закрывает зажим 12, упор 13 отходит от прутка в исходное положение и фрезы 10 и 11, приводимые кулачками 8 и 9, начинают обрабатывать пруток 18. При закрытом зажиме 12 пруток лежит на сухаре 15, не касаясь поверхности отверстия 20.
По окончании обработки прутка 18, в щ: оцессе которой от прутка 18 отрезается деталь, фрезы 10 и 11 отходят в исходное положение, зажим 12 открывается путем перемещения верхнего сухаря 14 вверх. Вместе с сухарем 14 вверх перемещается планка 16, поднимая за собой пруток 18. Механизм 4 подачи перемещает пруток вместе с отрезанной деталью в направлении упора 13. При этом деталь, выйдя из зажима, свободно падает в приемник, а пруток упирается в упор 13. После этого цикл повторяется.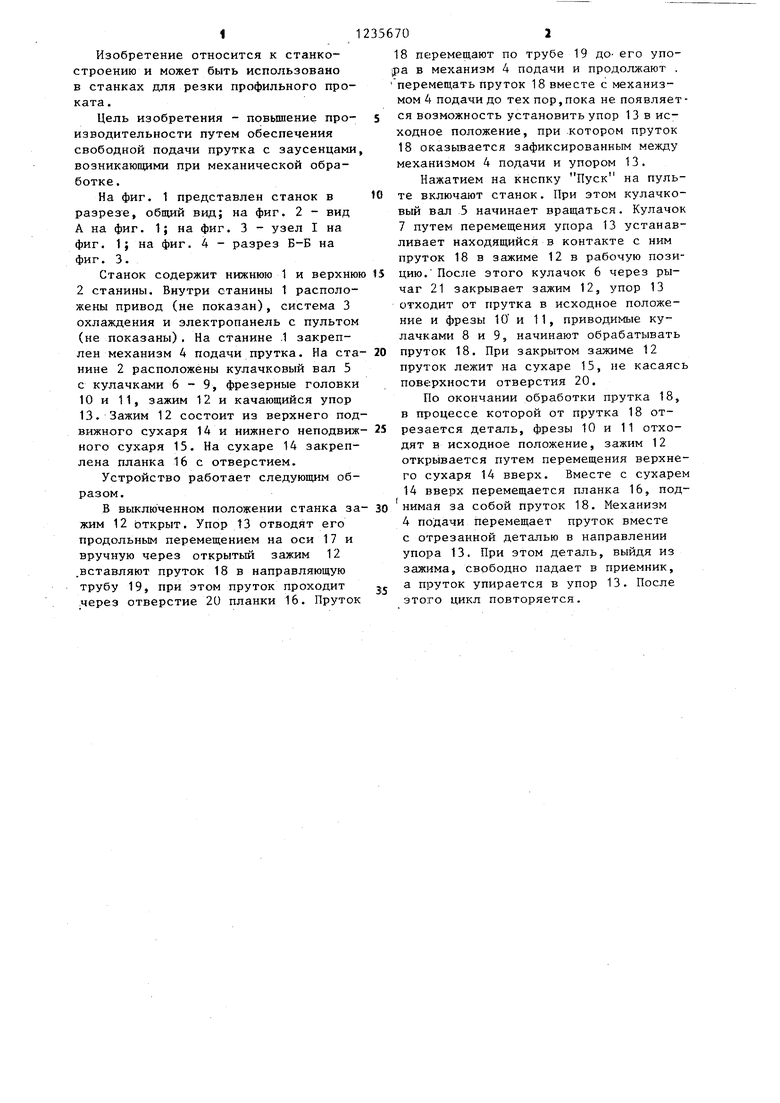
| название | год | авторы | номер документа |
|---|---|---|---|
| Одношпиндельный шлифовальный автоматический станок для разрезания прутков, например вольфрамовых, на изделия | 1958 |
|
SU120140A1 |
| Устройство для фрезерования шарниров очковых оправ из профильного проката | 1983 |
|
SU1117146A1 |
| Автоматическая линия для обработки длинномерных трубчатых деталей | 1990 |
|
SU1710301A1 |
| Устройство для автоматической подачи прутков | 1988 |
|
SU1717288A1 |
| Станок для резки прутков на мерные заготовки | 1957 |
|
SU109093A1 |
| Автоматический отрезной станок для разрезки металлических, в частности, ферроникелевых трубок | 1951 |
|
SU103265A1 |
| Станок для нарезки винтов | 1930 |
|
SU22432A1 |
| Автоматический отрезной станок для разрезки металлических, в частности, ферроникелевых, трубок | 1951 |
|
SU96009A1 |
| ФРЕЗЕРНО-ОТРЕЗНОЙ СТАНОК-АВТОМАТ | 1972 |
|
SU357046A1 |
| Автоматический станок для подрезки торцов и снятия фасок | 1985 |
|
SU1355359A2 |

0Ul
//
w
Редактор О, Бугир
Составитель В. Иганов
Техред .О.Гортвай Корректор Е. Рошко
Заказ 3045/11Тираж 1001Подписное
ВНдаШИ Государственного комитетаСССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб,,д. 4/5
. иЦ-1 - 1ГИ1ГТ-Ш-ТпУ.-......J.-..M..-- -. ---«--- -- -- ™ ™
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
фиг.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Руководство по эксплуатации автомата | |||
| Издание Министерства станкостроительной и инструментальной промьшшенности СССР, 1974. | |||
