1
Изобретение относится к шлифованию и другим видам финишной обработки деталей типа колец.
Известны способы шлифования и доводки наружных поверхлостей деталей типа тел враш,ения, 1при которых шлифовальному кругу придают вращение вокруг неподвил ; ой оси, а вращаюшаяся вокруг своей оси деталь совершает обкаточное движение ло периферии шлифовального круга.
С целью управления интенсивностью съема металла, повышения производительности и точности обработки, детали дополнительно сообщают движение 1рабочей подачи, имеющей в а1ачальный мовдент направление, преимущественно к центру щлифовального круга.
Движение обрабатываемой детали в направлении, преимуш.ественно к центру детали, задают таким образом, что величина рабочей подачи может быть постоянной или платно изменяющейся IB течение цикла шлифования.
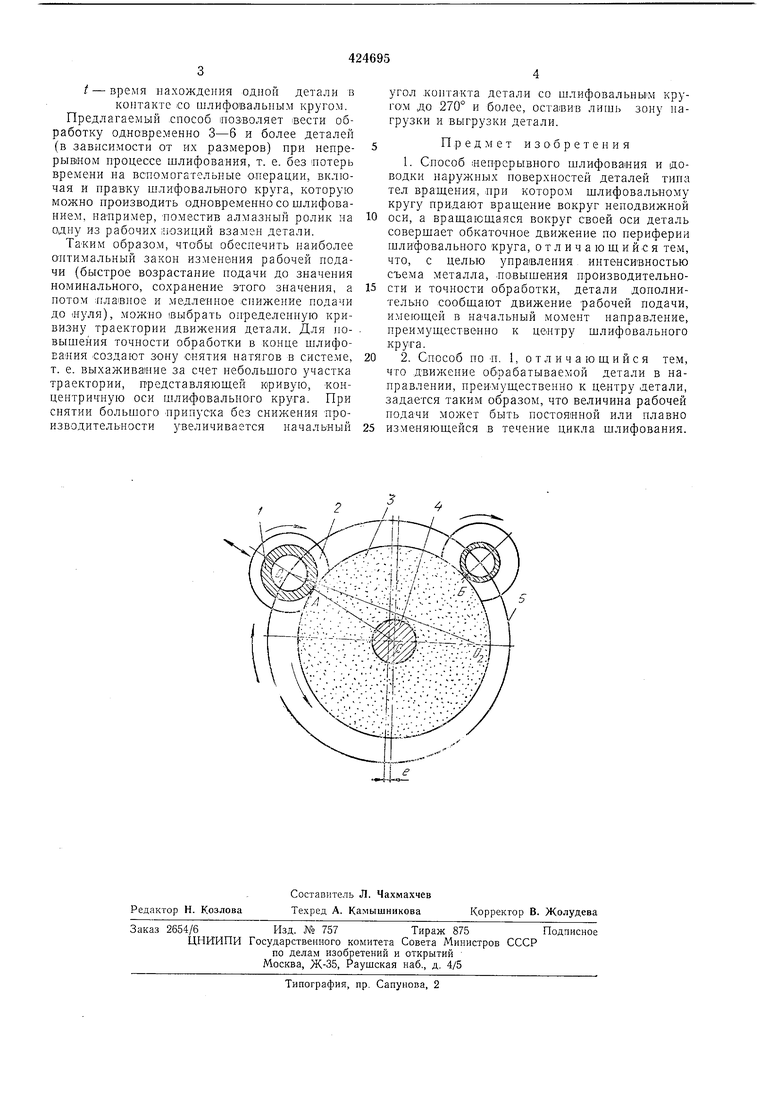
На чертеже представлена схема, поясняющая (Предлагаемый способ непрерывного шлифова-ния и доводки.
Деталь 1 закреплена в рабочем шлинделе 2 и вращается вокруг собственной оси. Шлифовальный круг 3 или другой абразивный инструмент (например, абразивная лента), вращается вокруг неподвижной оси 4. Шпинде2
лю 2 вместе с деталью 1 сообщают непрерывное движение по замкнутой траектории, например, окружности 5 вокруг щлифовального круга 3. Кроме того, деталь 1 вместе со шпинделем 2 сообщают движение вдоль линии 00, соединяющей центры абразивного круга и детали 1, или же вдоль лииии OiOa, проходящей близко от центра круга. Окружность 5 может быть смещена относительно центра
круга О на величину е. Вращающаяся деталь 1, перемещаясь по линии 00, вохдит в контакт со шлифовальным кругом в точке А. При дальнейшем перемещении детали 1 производится съем припуска и обработанная деталь
выходит из контакта со шлифовальным кругом в точке Б. Величина участка АБ определяется величиной припуска и максимально допустимой величиной подачи.
Производительность процесса зависит от количества рабочих шпинделей, находящихся одновременно в зоне шлифования и времени нахождения детали в контакте с кругом.
Q 3600 -у ,
где Q - производите.тьность, шт/час;
п - количество рабочих шпинделей, находящихся одновременно в зоне шлифования;
/ - время нахождения одной детали в контакте со шлифовальным кругом.
Предлагаемый .способ позволяет вести обработку одновременно 3-6 и более деталей (в зависимости от их размеров) при непрерывном нроцессе шлифования, т. е. без потерь времени на вспомогательные операции, включая и правку шлифовалуного круга, которую можно производить одновременно со шлифованием, например, поместив алмазный ролик на одпу из рабочих позиций взамен детали.
Тзким образом, чтобы обеспечить наиболее оптимальный закон изменения рабочей подачи (быстрое возрастание подачи до значения номинального, сохранение этого значения, а потом п.лавное и медленное снижение подачи до (Нуля), можно выбрать определенную кривиЗНу траектории движения детали. Для повышения точности обработки в конце шлифования создают зону снятия натягов в системе, т. е. выхаживание за счет небольшого участка траектории, представляющей кривую, концентричпую оси шлифовального круга. При снятии большого припуска без снижения производительности увеличивается начальный
угол .контакта детали со шлифовальньгм кругом до 270° и более, оставив лишь зону нагрузки и выгрузки детали.
П .р е д м е т изобретения
1. Способ непрерывного шлифования и доводки наружных поверхностей деталей тина тел вращения, при котором шлифовальному кругу при.дают вращение вокруг неподвижной
оси, а вращающаяся вокруг своей оси деталь совершает обкаточное движение по периферии шлифовального круга, отличающийся те.м, что, с целью управления интенсивностью съема металла, повышения производительности и точности обработки, детали дополнительно сообщают движение рабочей подачи, имеющей в начальный момент направление, преимущественно к центру шлифовального круга.
2. Способ поп. 1, отличающийся тем, что движение обрабатываемой детали в направлении, преи мущественно к центру детали, задается таким образом, что величина рабочей подаЧИ может быть постоянной или плавно
изменяющейся в течение цикла шлифования.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ круглого шлифования | 1983 |
|
SU1117193A1 |
| СПОСОБ НЕПРЕРЫВНОГО ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 1998 |
|
RU2162401C2 |
| КОМБИНИРОВАННЫЙ АБРАЗИВНЫЙ ИНСТРУМЕНТ И СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ ДЕТАЛИ | 2001 |
|
RU2207243C2 |
| Способ шлифования | 1989 |
|
SU1764953A1 |
| СПОСОБ ШЛИФОВАНИЯ | 1999 |
|
RU2164851C1 |
| УСТРОЙСТВО для ОБРАБОТКИ ДЕТАЛЕЙ ТИПА ПРУТКОВ | 1971 |
|
SU318466A1 |
| СПОСОБ ШЛИФОВАНИЯ ФАСОК НА ДЕТАЛЯХ ТИПА РОЛИКОВ | 1967 |
|
SU214331A1 |
| Станок для шлифования выпуклых фасок на деталях типа роликов | 1975 |
|
SU703308A1 |
| Станок для обработки роликов с криволинейной образующей | 1980 |
|
SU897476A1 |
| СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ВИНТОВ | 1999 |
|
RU2167748C1 |
У---- - /--M-f:: 1--:1: --
