111
(Л
со
ел
костной обработки (ВЖО) , ванны промывки и сушки и рельсовый путь 6 с перемещающимся по нему автооператором 7. Установленные в ВЖО барабаны (в) 11 снабжены опорами 12, опороловите- лями 13 и приводными шестернями 14. Привод вращения Б 11 включает замкнутую цепную передачу 15 с редуктором и электродвигателем. Над каждой ВЖО установлена подвижная рама (Р) 21 с приводом возвратно-поступательного перемещения и ловителями опор 24 В 11. На Р 21 жестко установлен связанный с шестерней 14 вращающийся блок шкив
25 - шестерня 26. Шкив 25 соединен гибкой связью 27 со шкивом 20 вращающегося блока шкив 20 - звездочка 19, установленного на каркасе 1 и взаимодействующего с цепной передачей 15. Вращение Б 11 с обрабатываемыми изделиями передается от электродвигателя через редуктор, подачу 15, блок шкив 20 - звездочка 19, связь 27, блок шкив 25 - шестерня 26. Последняя приводит во вращение шестерню 14 Б И. При этом Б 11 вместе с Р 21 осуществляют от привода Р 21 возвратно-поступательное движение. 3 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автооператорная гальваническаялиНия | 1979 |
|
SU831881A1 |
| Подъемно-подающее устройство для загрузки автооператорной линии | 1986 |
|
SU1406099A1 |
| Автооператорная линия для гальванохимической обработки мелких деталей в барабанах | 1983 |
|
SU1105518A1 |
| Автооператорная линия для жидкостной обработки изделий | 1983 |
|
SU1073343A1 |
| Шаговый конвейер | 1990 |
|
SU1787880A1 |
| Гальваническая автооператорная линия для обработки мелких деталей | 1981 |
|
SU986972A1 |
| Безосный барабан для гальванических покрытий мелких деталей | 1961 |
|
SU150728A1 |
| Автоматическая линия для гальванической обработки изделий | 1986 |
|
SU1381204A1 |
| Устройство для жидкостной обработки изделий | 1991 |
|
SU1803207A1 |
| Линия для химического фрезерования крупногабаритных изделий | 1987 |
|
SU1497278A1 |
Изобретение относится к оборудованию для обработки изделий путем травления, нанесения покрытий электролитическим способом и м.б. использовано в машиностроении, приборостроении и медицинской пром-сти. Цель изобретения - интенсификация процесса жидкостной обработки изделий. На каркасе 1 установлены ряд ванн жид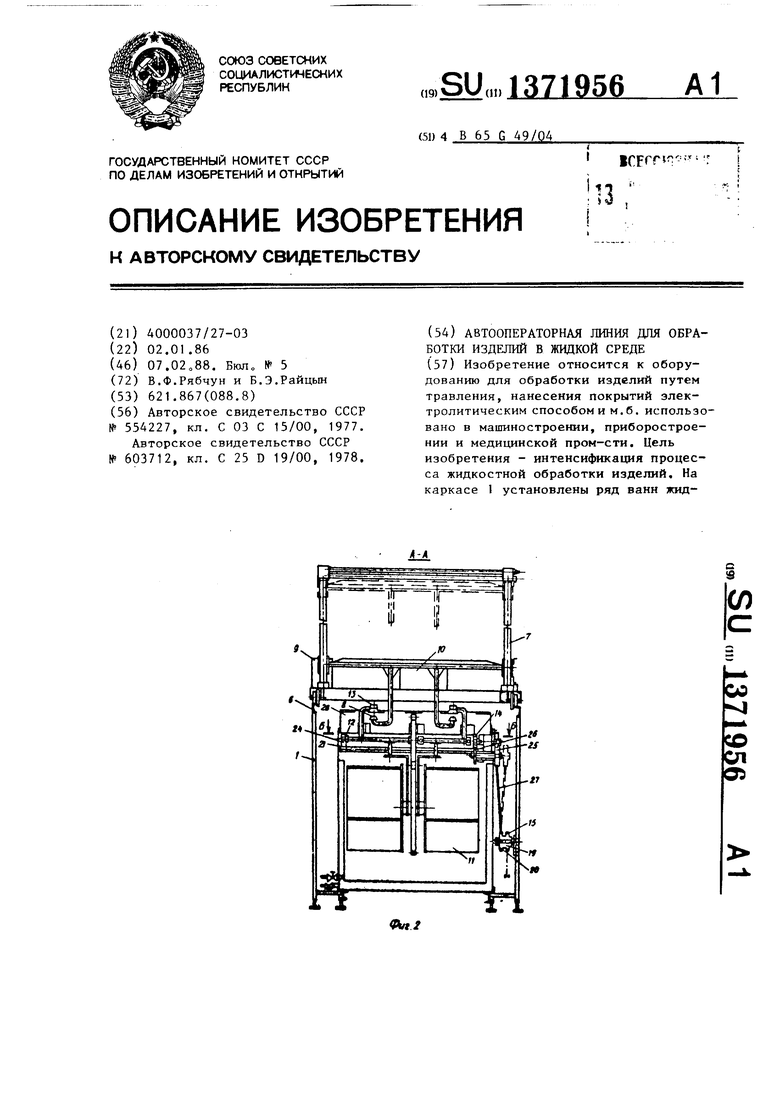
Изобретение относится к оборудованию для обработки изделий путем травления, нанесения покрытий электролитическим способом и может быть использовано в машиностроении, приборостроении, а также в. медицинской промышленности, например, при изготовлении ячейковых рентгеновских растров из стеклянных или ситаловых заготовок.
Целью изобретения является интенсификация процесса жидкостной обработки изделий.
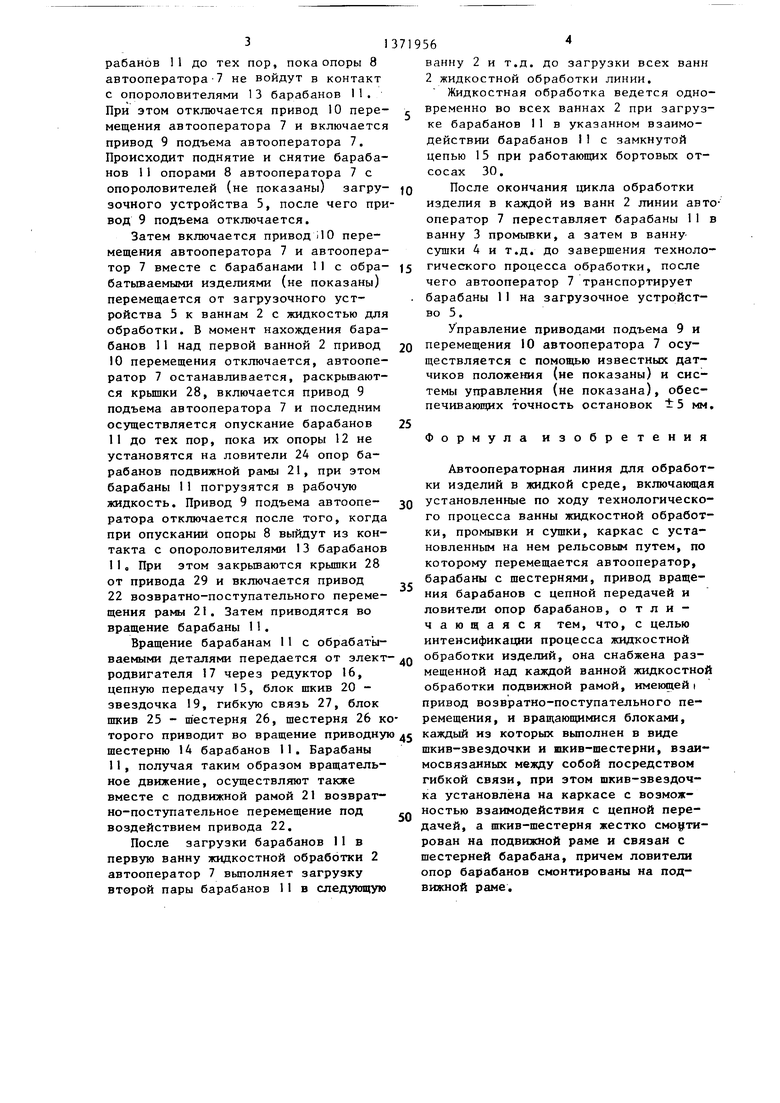
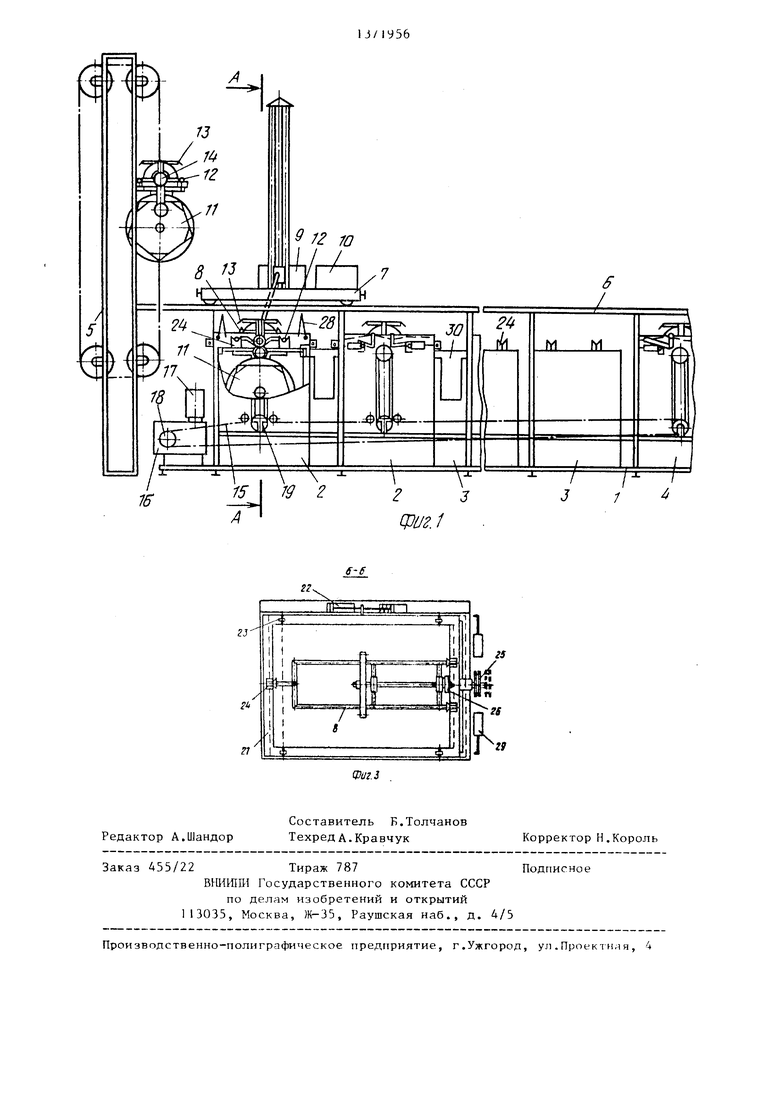
На фиг.1 показана предлагаемая линия, вид сбоку; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.2.
Автооператорная линия для обработки изделий содержит каркас 1, на котором установлены ряд ванн -2 жид - костной обработки, ванны 3 промьюки и ванны 4 сушки, загрузочное устройство 5, рельсовый путь 6, автооператор 7 с опорами 8, приводами подъема 9 и перемещения 10.
Линия содержит также барабаны 11, снабженные опорами 12, опороловите- лями 13 и приводными шестернями 14, привод вращения барабанов 1I, включающий замкнутую цепную передачу 15 с редуктором 16 и электродвигателем 17. Цепная передача 15 установлена на звездочке 18 редуктора 16 и звездочках 19 блоков шкив 20 - звездочка 19, установленных с возможностью вращения напротив каждой ванны 2 в нижней ее части. Сверху на ванне 2 установлена подвижная рама 2I, снабженная приводом 22 возвратно-поступательного перемещения, роликами
23, ловителями 24 опор барабанов. На подвижной раме 21 установлен с возможностью вращения блок шкив 25 - шестерня 26. Шкивы 20 и 25.соединены гибкой свяэью 27, например, клиноременной передачей.
Барабаны 11 опороловителями 13 взаимодействуют с опорами 8 автооператора 7, и опорами 12 с ловителями
24опор барабанов подвижной рамы 21, а также приводной шестерней 14 взаимодействует с шестерней 26 блока шкив
25- шестерня 26. Кроме того, барабаны 11 опорами 13 взаимодействуют с опороловителями (не показаны) загрузочного устройства 5.
На ванне 2 установлены также раскрывающаяся крышка 28 с приводом 29 и бортовые отсосы 30.
Линия работает следукмцим образом.
Захват барабанов 11, находящихся на позиции передачи загрузочного устройства 5, осуществляется опорами 8 автооператора 7, При этом с помощью привода 9 подъема автооператора 7, опоры 8 устанавливаются в верхнее положение таким образом, чтобы при соприкосновении с опороловителями 13 барабанов 11 обеспечивался контакт с ними. Включается привод 10 переме- 5 щения автооператора 7 и последний перемещается на позиции захвата ба0
5
0
3
рабанов 11 до тех пор, пока опоры 8 автооператора-7 не войдут в контакт с опороловителями 13 барабанов I1. При этом отключается привод 10 пере- мещения автооператора 7 и включается привод 9 подъема автооператора 7. Происходит поднятие и снятие барабанов 11 опорами 8 автооператора 7 с опороловителей (не показаны) загру- зочного устройства 5, после чего привод 9 подъема отключается.
Затем включается привод ilО перемещения автооператора 7 и автооператор 7 вместе с барабанами 1I с обра- батьшаемыми изделиями (не показаны) перемещается от загрузочного устройства 5 к ваннам 2 с жидкостью для обработки, В момент нахождения барабанов 11 над первой ванной 2 привод
10перемещения отключается, автооператор 7 останавливается, раскрьшают- ся крьппки 28, включается привод 9 подъема автооператора 7 и последним осуществляется опускание барабанов
11до тех пор, пока их опоры 12 не установятся на ловители 24 опор барабанов подвижной рамы 21, при этом барабаны I1 погрузятся в рабочую жидкость. Привод 9 подъема автоопе- ратора отключается после того, когда при опусканий опоры 8 выйдут из контакта с опороловителями 13 барабанов
1I о При этом закрьшаются крышки 2В от привода 29 и включается привод 22 возвратно-поступательного перемещения рамы 21. Затем приводятся во вращение барабаны 11.
Вращение барабанам 11 с обрабатываемыми деталями передается от элект родвигателя 17 через редуктор 16, цепную передачу 15, блок шкив 20 - звездочка 19, гибкую связь 27, блок шкив 25 - шестерня 26, шестерня 26 кторого приводит во вращение приводну шестерню 14 барабанов 11. Барабаны 11, получая таким образом вращательное движение, осуществляют также вместе с подвижной рамой 21 возвратно-поступательное перемещение под воздействием привода 22.
После загрузки барабанов 11 в первую ванну жидкостной обработки 2 автооператор 7 вьтолняет загрузку второй пары барабанов 11 в следующую
г д
15 20
5
о
Q
0
9564
ванну 2 и т.д. до загрузки всех ванн 2 жидкостной обработки линии.
Жидкостная обработка ведется одновременно во всех ваннах 2 при загрузке барабанов 11 в указанном взаимодействии барабанов I1 с замкнутой цепью 15 при работающих бортовых отсосах 30.
После окончания цикла обработки изделия в каждой из ванн 2 линии автооператор 7 переставляет барабаны 11 в ванну 3 промывки, а затем в ванну- сушки 4 и т.д. до завершения технологического процесса обработки, после чего автооператор 7 транспортирует барабаны 11 на загрузочное устройство 5.
Управление приводами подъема 9 и перемещения 10 автооператора 7 осуществляется с помощью известных датчиков положения (ие показаны) и системы управления (не показана), обеспечивающих точность остановок 1:5 мм.
Формула изобретения
Автооператорная линия для обработки изделий в жидкой среде, включающая установленные по ходу технологического процесса ванны жидкостной обработки, промывки и сушки, каркас с установленным на нем рельсовым путем, по которому перемещается автооператор, барабаны с шестернями, привод вращения барабанов с цепной передачей и ловители опор барабанов, отличающаяся тем, что, с целью иитенсификации процесса жидкостной обработки изделий, она снабжена размещенной над каждой ванной жидкостной обработки подвижной рамой, имеющейi привод возвратно-поступательного перемещения, и вращающимися блоками, каждый из которых вьтолнен в виде шкив-звездочки и шкив-щестерни, взаимосвязанных между собой посредством гибкой связи, при этом шкив-звездочка установлена на каркасе с возможностью взаимодействия с цепной передачей, а шкив-шестерня жестко смоцти- рован на подвижной раме и связан с шестерней барабана, причем ловители опор барабанов смонтированы на подвижной раме.
16
л
J
сриг.1
| Установка для химической полировки стеклоизделий | 1974 |
|
SU554227A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Автооператорная гальваническая линия | 1976 |
|
SU603712A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
