(54) АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГЛУБОКОГО РАЗМЕРНОГО ТРАВЛЕ.НИЯ МЕТАЛЛИЧЕСКИХ ЛИСТОВ
трична относительно линии центров тяжести рамы и направляющей. При этом иаправляющая вьтолнена изогнутой с тупыми углами и одна из сторон ее параллельиа дну ванны.
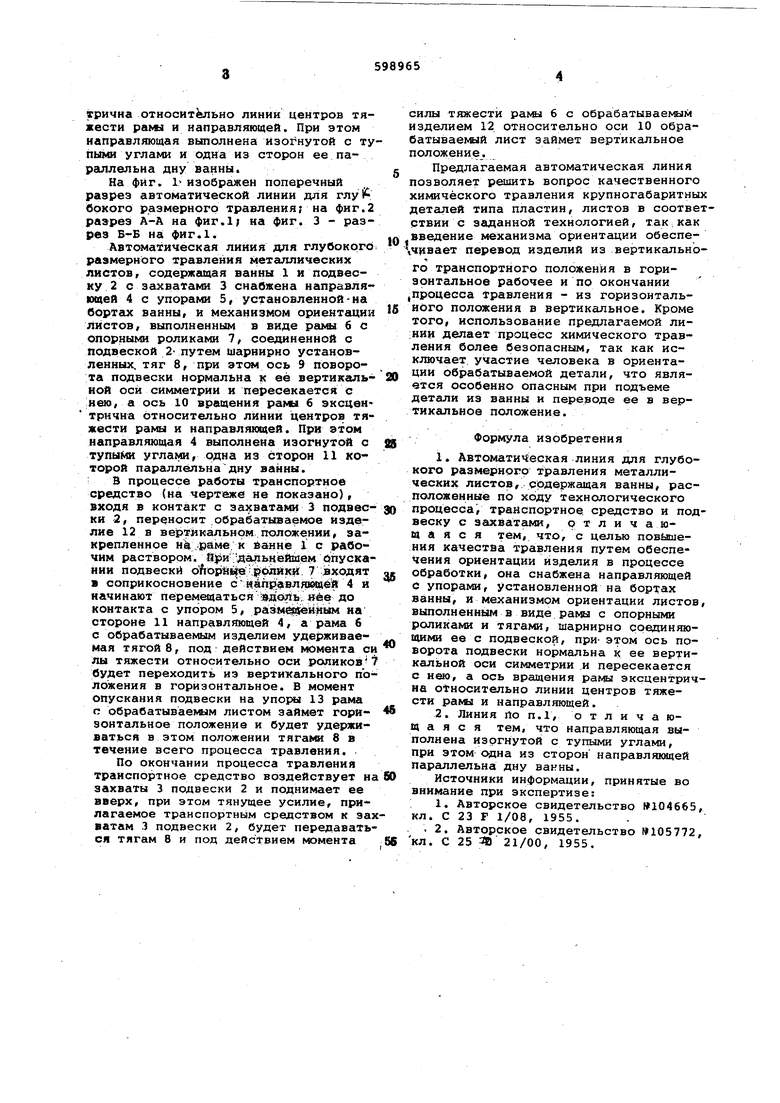
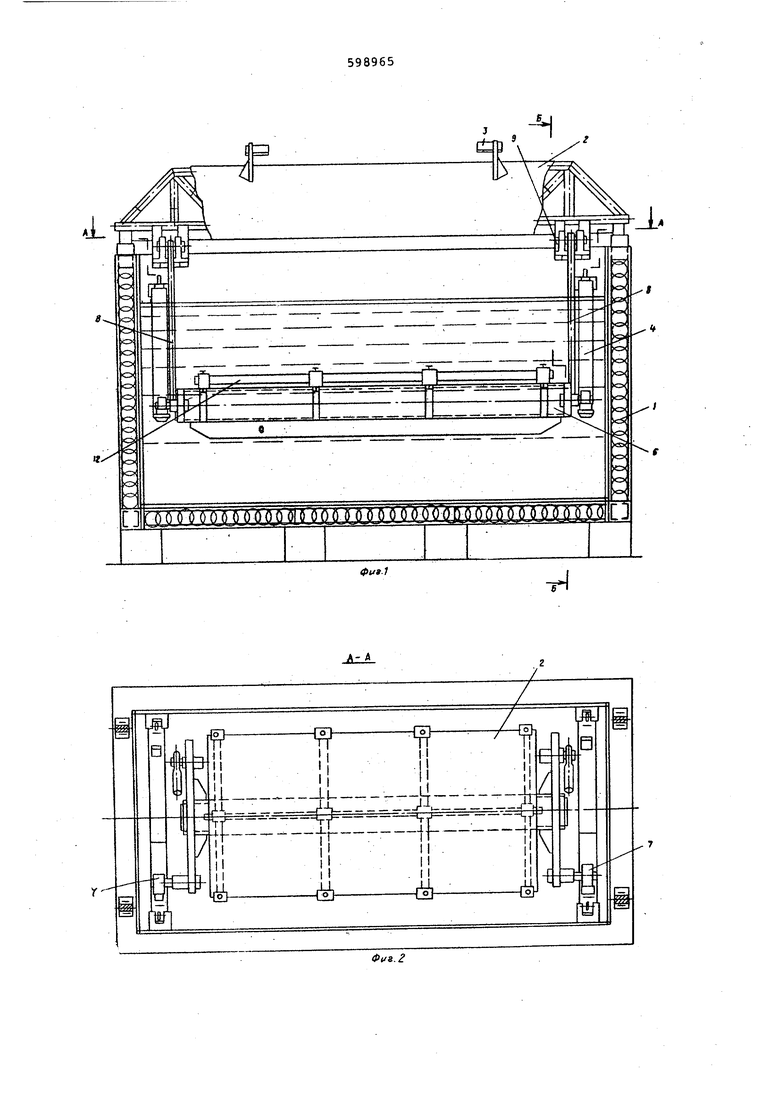
На фиг. 1изображен поперечный разрез автоматической линии для гпу бркого размерного травления; на фиг.2 раарез А-А на фиг.1; на фиг. 3 - разрез Б-Б на фиг.1.
Автоматическая линия для глубокого размерного травления металлических листов, содержащая ванны 1 и подвеску 2 с захва ами 3 снабжена направляющей 4 с упорами 5, установленной-на бортгис ванны, и механизмом ориентации листов, выполненным в виде рама б с опорными роликами 7, соединенной с подвеской 2- путем шарнирно установленных, тяг 8, при этом ось 9 поворота подвески нормальна к ее вертикгшьной оси симметрии и пересекается с нею, а ось 10 вращения рамы 6 эксцен трмчна относительно линии центров тя жести рамы и направляющей. При этом направляющая 4 выполнена изогнутой с тупыйи углами, одна из сторон 11 которой параллельна дну ванны. В процессе работы транспортное средство (на чертеже не показано), входя в контакт с захватами 3 подвески 2, переносит обрабатываемое изделие 12 в вертикальной положении, закрепленное на раме к йанне 1 с рабочим раствором. &)и-/дальнейшем опускании подвески o oplit 7 входят в соприкосновение си правля1Ш1 :й 4 и начинают перемещаться :{щоль н е до контакта с упором 5, на стороне 11 направляющей 4, а рама 6 с обрабатываемым изделием удерживаемая тягой 8, под действием момента си лы тяжести относительно оси роликовбудет переходить из вертикального положения в горизонтальное. В момент опускания подвески на упоры 13 рама с обрабатываемым листом займет горизонтальное положение и будет удерживаться в этом положении тягани 8 в течение всего процесса травления.
По окончании процесса травления транспортное средство воздействует н захваты 3 подвески 2 и поднимает ее вверх, при этом тянущее усилие, прилагаемое транспортным средством к за ватам 3 подвески 2, будет передаваться тягам В и под действием момента
силы тяжести ракы 6 с обрабатываекым изделием 12 относительно оси 10 обрабaтывae влй лист займет вертикальное положение.
Предлагаемая автоматическая линия позволяет решить вопрос качественного химического травления крупногабаритны деталей типа пластин, листов в соотвеОтвии с згщанной технологией, так как введение механизма ориентации обеспе чивает перевод изделий из вертикального транспортного положения в горизонтальное рабочее и по окончании ,процесса травления - из горизонтального положения в вертикальное. Кроме того, использование предлагаемой ли;ини делает процесс химического травления более безопасным, так как исключает участие человека в ориентации обрабатываемой детали, что является особенно опасным при подъеме детали из ванны и переводе ее в вертикальное положение.
Формула изобретения
1.Автоматическая линия для глубокого размерного травления металлических листов, содержащая ванны, расположенные по ходу технологического процесса, транспортное средство и подвеску с захват 1ми, о т л и ч а ющ а я с я тем, что, с целью повышения качества травления путем обеспечения ориентации изделия в процессе обработки, она снабжена направляющей с упорами, установленной на бортах ванны, и механизмом ориентации листов выполненным в виде ралвл с опорными роликами и тягами, шарнирно соединяющими ее с подвеской, прИ этом ось поворота подвески нормальна к ее вертикальной оси симметрии и пересекается с иею, а ось вращения pat эксцентрична о иосительно линии центров тяжести раглл и направляющей.
2.Линия По П.1, отличающаяся тем, что направляющая выполнена изогнутой с тупыми углами, при этом одна из сторон направляющей параллельна дну ванны.
Источники информации, принятые во внимание при экспертизе:
1, Авторское свидетельство W104665 кл. С 23 Р 1/08, 1955.
. 2. Авторское свидетельство W105772 кл. С 25 ЗВ 21/00, 1955. 5
Ф1.1
.г
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для глубокого размерного травления металлических заготовок | 1986 |
|
SU1440955A1 |
| Устройство для гальванической обработки изделий с полостями | 1982 |
|
SU1092219A1 |
| Устройство для жидкостной обработки изделий | 1982 |
|
SU1137116A1 |
| Линия для травления полых изделий | 1984 |
|
SU1235995A1 |
| Подвеска для гальванической обработки деталей в ваннах | 1975 |
|
SU540948A1 |
| Линия для химического фрезерования крупногабаритных изделий | 1983 |
|
SU1117341A1 |
| Установка для подготовки металлических предварительно изогнутых копий к травлению | 1976 |
|
SU653307A1 |
| Устройство для перемещения и нанесения покрытий на изделия | 1983 |
|
SU1111965A1 |
| Автоматическая линия для гальванохимической обработки крупногабаритных изделий | 1977 |
|
SU618461A1 |
| Автоматическая линия для гальванохимической обработки крупногабаритных листовых изделий | 1983 |
|
SU1084342A1 |
1
И
jL
fИ
II
tr
-
1
