Изобретение относится к химической и электрохимической обработке из делий, касается конструкции обслуживающих устройств и может быть испол зовано для химического фрезерования крупногабаритных панелей из сплавов например на основе титана. Известна автоматическая линия для нанесения гальванических покрытий, содержащая ряд ванн, расположенных по ходу технологического процесса, автооператор консольного типа для обслуживания ванн lj. Недостатком известной линии является то, что она не может быть использована для обработки крупногабаритных изделий из-за ограниченной грузоподъемности автооператора. Наиболее близкой по технической сущности и достигаемому результату к предлагаемой является автоматическая линия для гальванической обработ ки изделий, включающая ряд последовательно установленных ванн и связанные между собой два консольно установленных друг против друга авто-оператора с привсэдом их горизонтального перемещения 2. Недостатком данной линии являются ограниченные технологические возможности и недостаточная надежность работы за счет конструктивной связи двух автооператоров посредством формы. Цель изобретения - расширение технологических возможностей и повышение надежности работы линий. Указанная цель достигается тем, что связь автооператоров выполнена кинематической в виде двух замь нутых гибких тяговых органов, с каждым из которых соединен один из автооператоров, и системы горизонтальных блоков, расположенной с боковых сторон ванн, при этом один из тяговых органов огибает звездочки, расположенные с двух сторон ванн, а
другой - блоки, расположенные с одной стороны.
Кроме того, каждый из гибких тяговых органов связан с автооператором посредством натяжных приспособле 1ий и приспособлений компенсации линейного расширения, выполненных в виде упругих элементов.
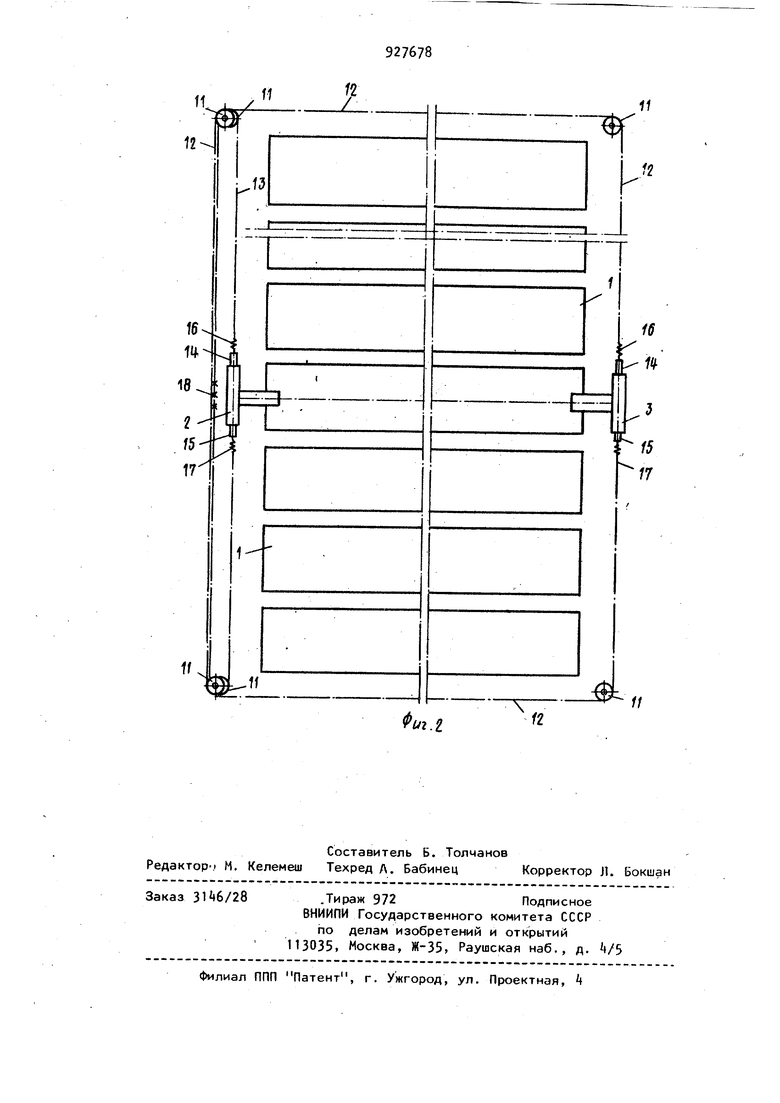
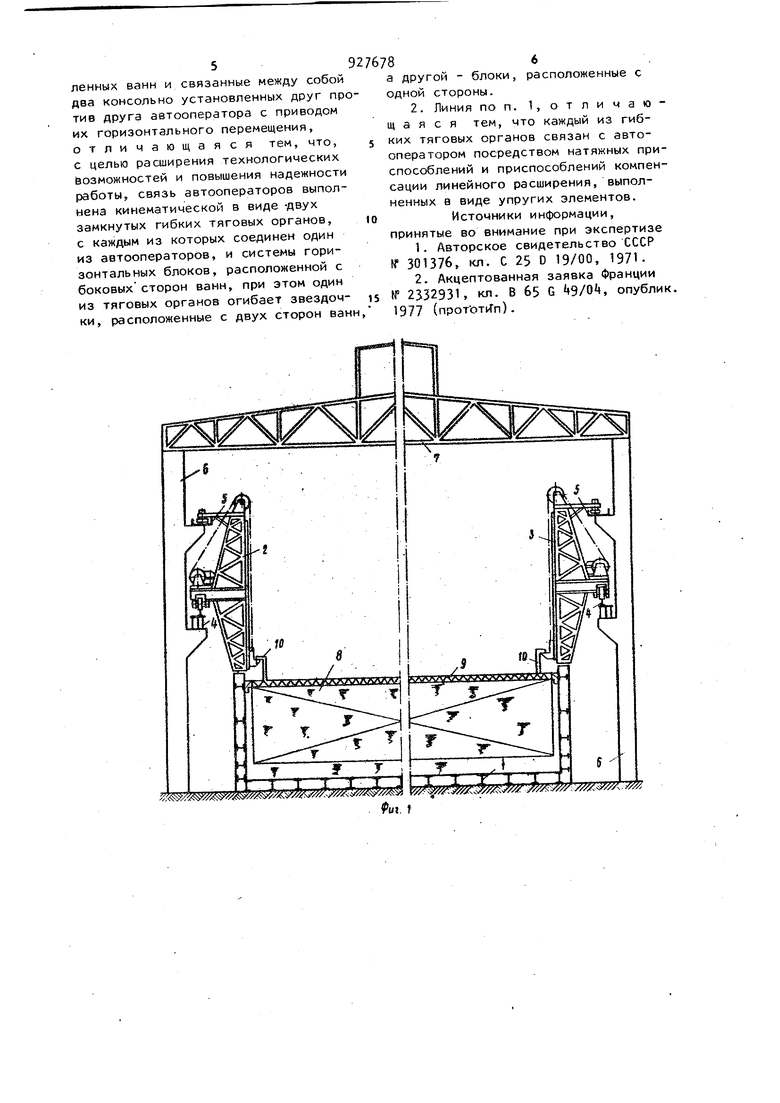
На фиг. 1 изображена предлагаемая линия, общий вид в разрезе; на фиг.2то же, в плане (схематично). , Автоматическая линия состоит из ряда последовательно установленных ванн 1 и автоопера горов 2 и 3 для обслуживания ванн 1 по ходу технологического процесса. Автооператоры 2 и 3 способны перемещаться по направляющим i и 5, закрепленным над ваннами 1 на несущих конструкциях 6 здания 7, для выполнения операций .подъема - опусканий изделий в ванны 1 и переноса их из ванны в ванну. Крупногабаритное изделие 8 подвешивается к подвеске 9 с захватами 10. Кинематическая связь автооперагоров 2 и 3 состоит из системы неподвижных горизонтальных блоков 11 (звездочек) , размещенных в горизонтальной плоскости на несущих конструкциях 6 здания 7 с боковых сторон ванн 1, и из тяговых гибких органов, которые образуют в плане два замкнутых контура 12 и 13. К каждому контуру 12 и 13 гибкого органа привязан отдельный aBToonepafop 2 или 3 через натяжные приспособления 14, и 15 и приспособления1б и 17 компенсации линейного расширения органа. Упомянутые приспособления расположены с двух ст рон каждого автооператора 2 и 3. IlpVспособления 16 и 17 выполнены из упругого элемента, например из пружины растяжения, упругая сила которой должна иметь величину, во много раз превышающую величину тягового усилия перемещения одного полностью нагруженного автооператора 2 или 3- Натяжные приспособления 1 и 15 могут быть выполнены из затяжной муфты с контргайкой. Замкнутые контуры 12 и 13 гибкого тягового органа в месте 18 связаны между собой, например, накладными клапанами и крепежными элементами. Привод передвижения автооператоров 2 и 3 с двигателем (не показан) ставится на одном из автооператоров или, если гибкий орган выполнен из тяговой цепи, топривод можно ставить на одной из неподвижных звездочек 11 с зубьями для сцепления с тяговой цепью.
Автоматическая линия работает следующим образом.
По команде автооператоры 2 и 3 совместно перемещают подвеску 9 и изделием 8 в заданной последовательности согласно технологическому процессу. Придвижении обоих автооператоров без подвески 9 подхваты автооператора перемещаются в нижней горизонтальной плоскости 5 проходя под захватами 10 подвесок 9- Синхронизацию движения двух автооператоров 2 и 3 вдоль автоматической линии осуществляет синхронное устройство из системы двух замкнутых контуров 12 и 13 гибкого органа и неподвижных
блоков 11 (.звездочек). Действительно, если гибкий орган контура 12 движется в одну сторону, то гибкий орган контура 13 двигается в ту хе сторону, так как два контура в месте
18 связаны в одно целое. Температурное или иное расширение гибкого органа замкнутых контуров не влияют на работоспособность автоматической линии,так как упругие элементы 1б
и 17 компенсируют это приращение, сохраняя положение автооператора на замкнутом контуре, а для регулирования этого положения и для установки Двух автооператоров строго на одной оси предусмотрены натяжные приспособления l и 15Использование предлагаемой автоматической линии позволяет обработать гальвано-химическим путем крупногабаритные панели из сплавов на основе титана, при этом обслуживание линии двумя автооператорами консольного типа увеличивает технологические возможности линии и позволяет сэкономить металл за счет ликвидации двух ферменных балок, устройство синхронизации движения двух автоопёраторов повышает эксплуатационную надежность линии, обеспечивая безотказную работу автооператоров без перекосов .
Формула изобретения
1. Автоматическая линия для гальванической обработки изделий, включающая ряд последовательно установленных ванн и связанные между собой два консольно установленных друг против друга автооператора с приводом их горизонтального перемещения, отличающаяся тем, что, с целью расширения технологических бозможностей и повышения надежности работы, связь автооператоров выполнена кинематической в виде -двух замкнутых гибких тяговых органов, с каждым из которых соединен один из автооператоров, и системы горизонтальных блоков, расположенной с боковых сторон ванн, при этом один из тяговых органов огибает звездочни, расположенные с двух сторон ван : /; : f : / fSWi : jimfiyfi K j
а другой - блоки, расположенные с одной стороны.
2. Линия по п. 1, отли чающая с я тем, что каждый из гибких тяговых органов связан с автооператором посредством натяжных приспособлений и приспособлений компенсации линейного расширения, выполненных в виде упругих элементов.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР W 301376, кл. С 25 D 19/00, 1971.
2.Акцептованная заявка Франции
№ 23,32931, кл. В 65 G , опублик 1977 (nporoTiCn). iw
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для электрохимической обработки изделий | 1983 |
|
SU1134492A1 |
| Автооператор для гальванических линий | 1980 |
|
SU952704A1 |
| АВТООПЕРАТОР ДЛЯ ГАЛЬВАНИЧЕСКОЙ ЛИНИИ | 2009 |
|
RU2415767C2 |
| Автооператор для гальванических линий | 1980 |
|
SU901370A1 |
| Подъемно-передаточное устройство | 1982 |
|
SU1063744A1 |
| ПОЛОЧНЫЙ ЛЕНТОЧНЫЙ ЭЛЕВАТОР | 2009 |
|
RU2406672C1 |
| Автооператор для гальванических линий | 1981 |
|
SU947232A1 |
| Автоматическая линия для гальванохимической обработки крупногабаритных изделий | 1977 |
|
SU618461A1 |
| Устройство для гальванического покрытия деталей | 1982 |
|
SU1070220A1 |
| Подъемно-подающее устройство для загрузки автооператорной линии | 1986 |
|
SU1406099A1 |