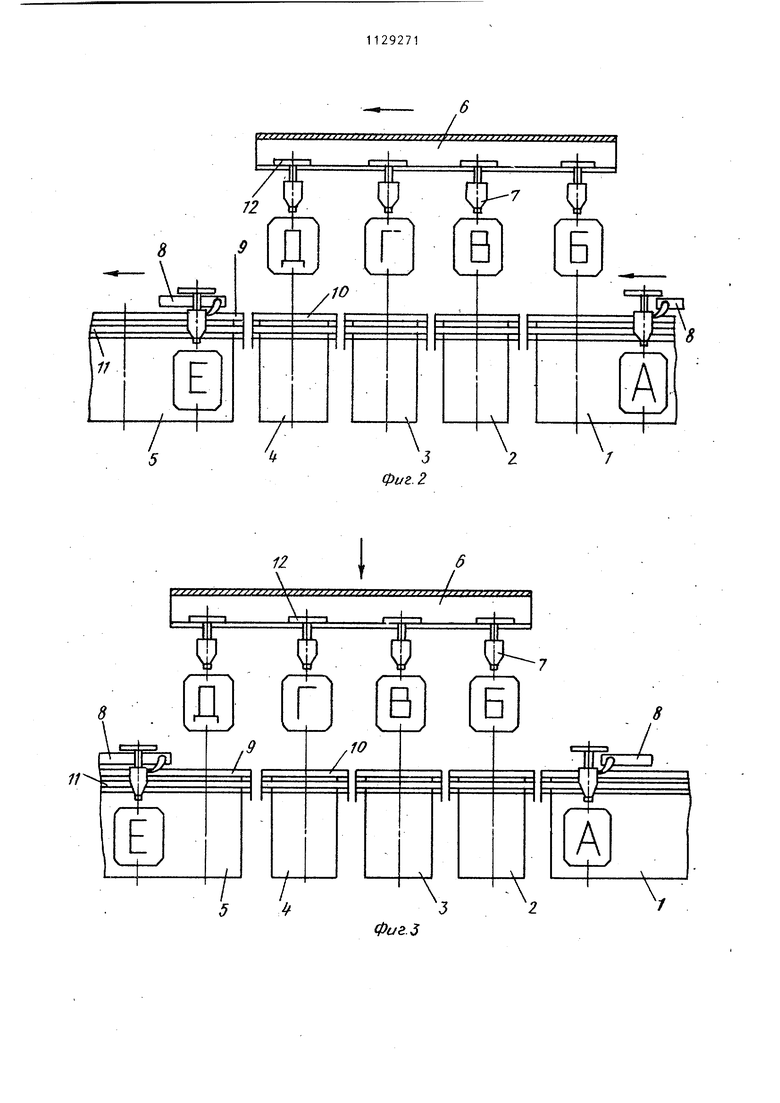
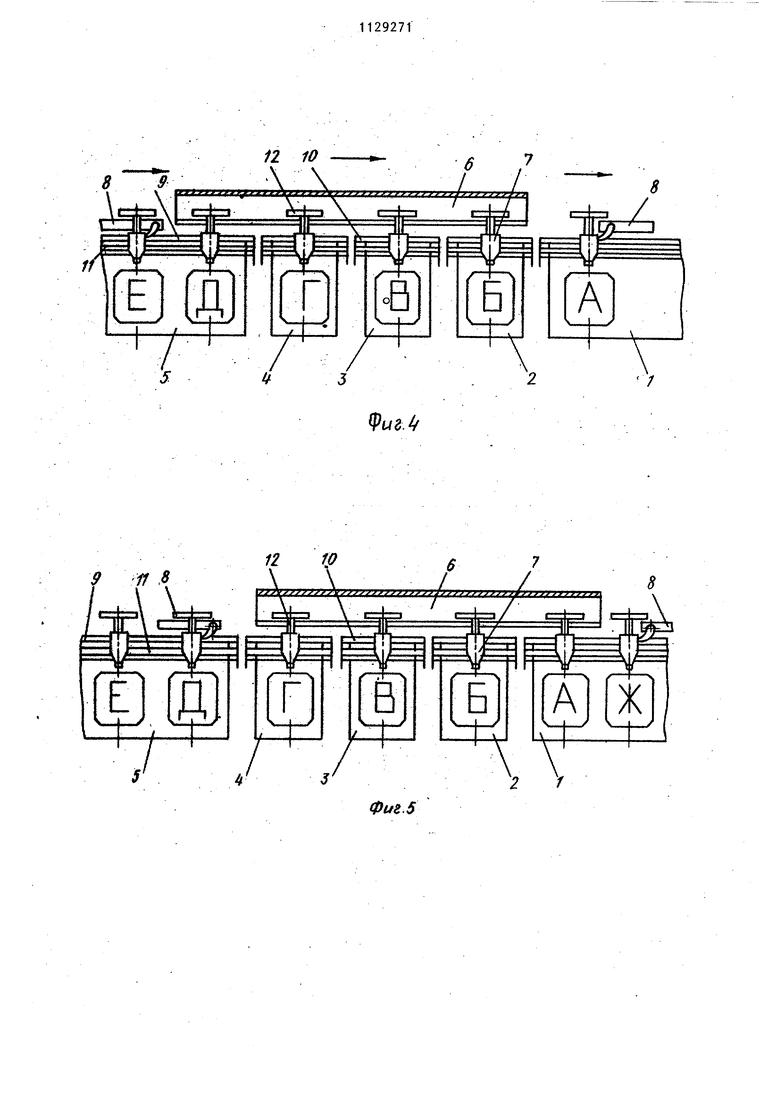
1 . , Изобретение относится к нанесенТш гальванических покрытий на металлические поверхности. Известна кареточная линия для нанесения гальванических покрытий, состоящая из ванн, кареток с подвес ками, механизма подъема, механизма горизонтального перемещения и механизма перегрузки подвесок, выполненного в виде подвижной тележки с призмами-ловителями, установленной на направляющих рельсах 1 J. Недостатком этой линии является сложность конструктивного исполнения. Наиболее близкой к предлагаемой п технической сущности и достигаемому результату является кареточная линия для нанесения гальванических покрытий, содержащая ряд ванн, систему передачи подвесок с траверсами L. Недостатком известной линии является сложность конструктивного исполнения. Цель изобретения - упрощение конструкции. Поставленная цель достигается тем, что в линии для электролитиче- ской обработки металлических поверхностей, содержащей ряд ванн и систем передачи подвесок с траверсами, сист ма передачи подвесок выполнена в вид расположенной горизонтально трубы прямоугольного сечения с прорезью в нижней части, причем траверсы для завешивания подвесок выполнены в виде равноплечего коромысла с прямоугольным пазом в нижней части и Г-об разными захватами в верхней части, а катодные шины выполнены прямоугольного сечения и объединены с анодными шинами в один блок. На фиг. 1-5 представлена схема работы линии; на фиг. 6 - поперечный разрез передаточного устройства и компоновка центральной шины. Линия содержит ряд ванн 1-5, пере даточное устройство 6, траверсы 7 с подвесками (А-Е), реечные толкатели 8, катодные шины 9 для многопозиционных ванн, катодные шины 10 для однопозиционных ванн, анодные шины 1 Траверсы 7 снабжены захватами 12. 1 Линия работает следующим образом. Металлические детали, предназначенные для электролитической обработки, помещают в ванны 1-5 с раствором электролита. В начальный момент работы (рис. 1) передаточное устройство 6 совершает вертикальное перемещение по стрелке и захватывает траверсы 7 с подвесками Б-Д, на которых размещены обрабатываемые детали. Происходит одновременное горизонтальное перемещение передаточного устройства 6 и реечных толкателей 8 по стрелке (рис. 2) на величину шага. При этом траверсы А и Е своими пазами перемещаются по катодным шинам 9. Затем передаточное устройство 6 перемещается вниз по стрелке (рис. 3). Траверсы 7 с подвесками Б, В и Г своими пазами садятся на катодные шины 10, а траверсы 7 с подвеской Д на катодную шину 9. Катодные шины 9 и 10 располагаются вьш1е соответствующих анодных шин 11 и собраны с ними в один блок. Передаточное устройство 6 опускается ниже и освобождает захваты 12 траверс. 7 (рис. 4). После этого происходит одновременное перемещение передаточного устройства 6 и реечных толкателей 8 в исходное положение (рис. 5). Таким образом, за цикл работы передаточного устройства подвески с обрабатываемыми металлическими деталями перемещаются на шаг, т.е. подвеска А перемещается на позицию передачи в ванне 1, подвеска Б - из ванны 1 в ванну 2, подвеска В - из ванны 2 в ванну 3 и т.д. Затем указанньй цикл повторяется. Использование изобретения позволит значительно упростить конструкцию линии для электролитической обработки металлических поверхностей, более чем в два раза снизить -ее металлоемкость и повысить надежность в эксплуатации. Экономический эффект от внедрения составит 2,5 тыс,руб. в год на одну инию,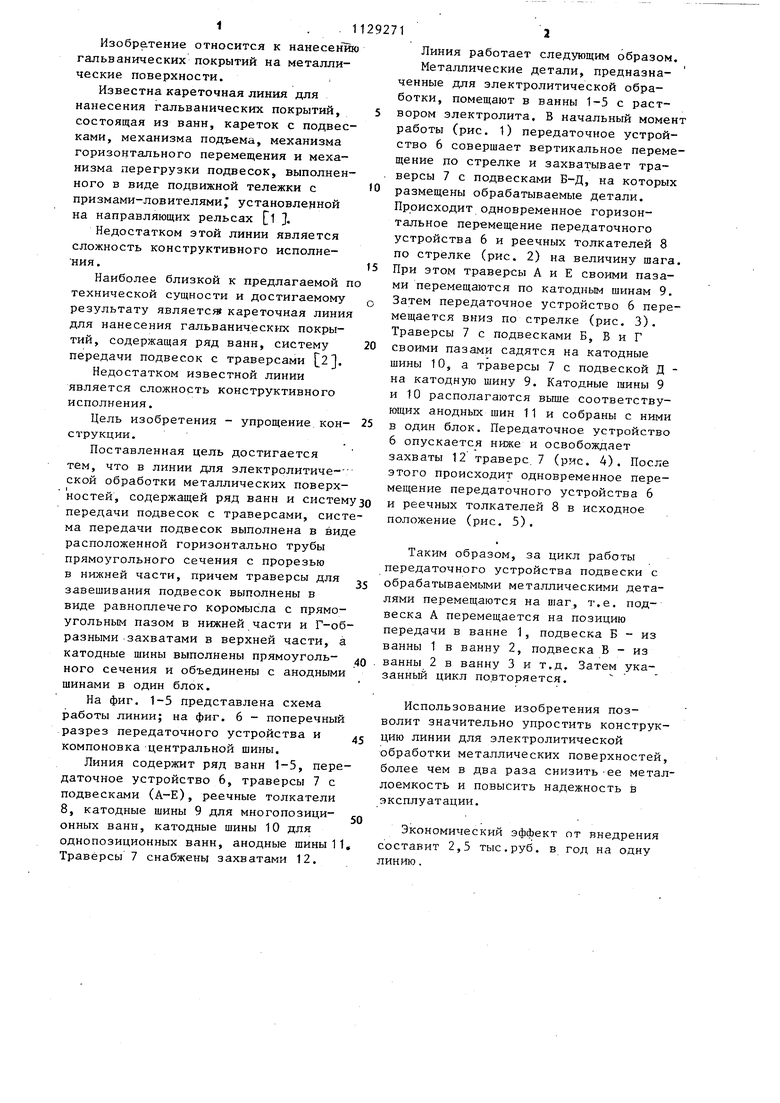
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для гальванопокрытий | 1981 |
|
SU1032048A1 |
| Кольцевая гальваническая установка | 1983 |
|
SU1117342A1 |
| Токоподводящая штанга для гальванической ванны | 1983 |
|
SU1134624A1 |
| Установка для гальванической обработки деталей | 1981 |
|
SU996527A1 |
| Подвеска для гальванической обработки деталей в ваннах | 1975 |
|
SU540948A1 |
| Устройство для нанесения гальванических покрытий на цилиндрические детали | 1987 |
|
SU1507877A1 |
| Гальваническая ванна-полуавтомат с витковым устройством для перемещения покрываемых изделий и анодов | 1949 |
|
SU88605A1 |
| Автоматическая линия для химической и гальванической обработки изделий | 1975 |
|
SU601212A1 |
| Кареточная гальваническая линия | 1979 |
|
SU840215A1 |
| Кареточная тележечная линия | 1970 |
|
SU436888A1 |
ЛИНИЯ ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОЙ ОБРАБОТШ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ, содержащая ряд ванн, систему передачи подвесок с траверсами, от лд ч аю щ а я с я тем, что, с целью улрощения конструкции, система передачи подвесок выполнена в виде расположенной горизонтально трубы прямоугольного сечения с прорезью в нижней части, причем траверсы для завешивания подвесок выполнены в виде равноплечего коромысла с прямоугольным пазо в нижней части и Г-образными захватами в верхней части, а катодные шины выполнены прямоугольного сечения и - , объединены с анодными шинами в один блок. ts9 СО ю |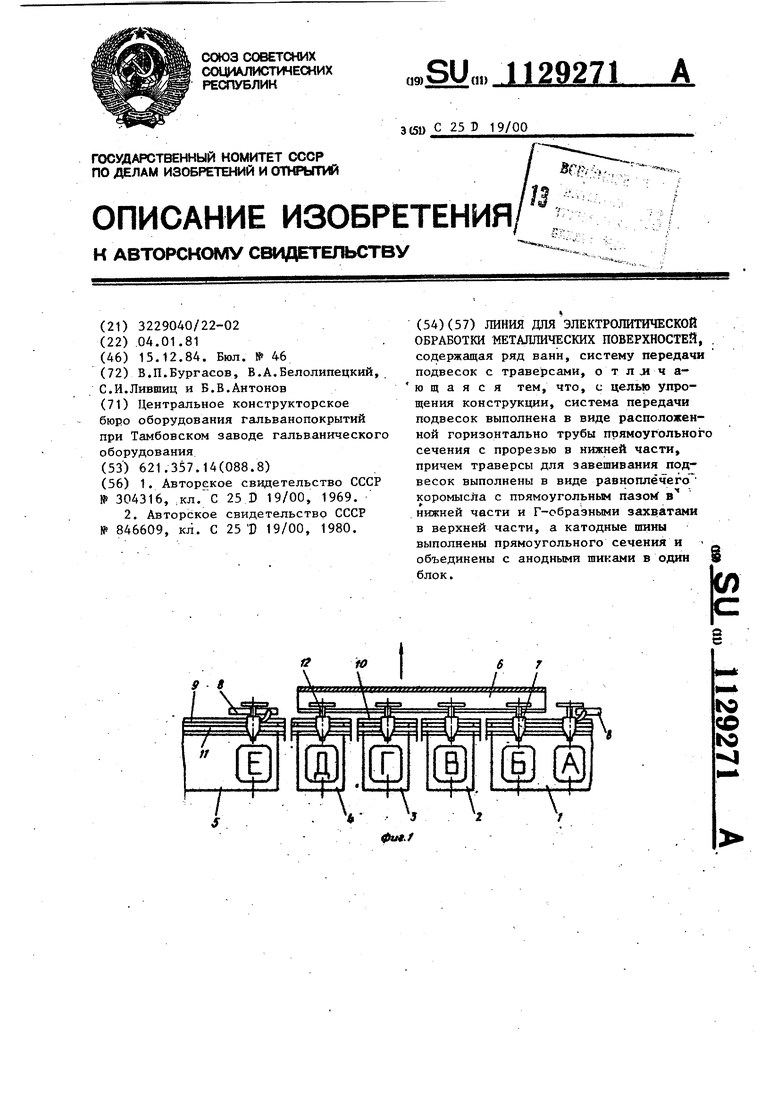
9
Фиг.
0utS if ,S
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ПДТЕНТНО-ТЕХНННККйБ. В. Антонов, В. М. Александров, А. Ф. Меркулов и А. В. Мещеряков | 0 |
|
SU304316A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Кареточная линия для нанесениягАльВАНичЕСКиХ пОКРыТий | 1980 |
|
SU846609A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
