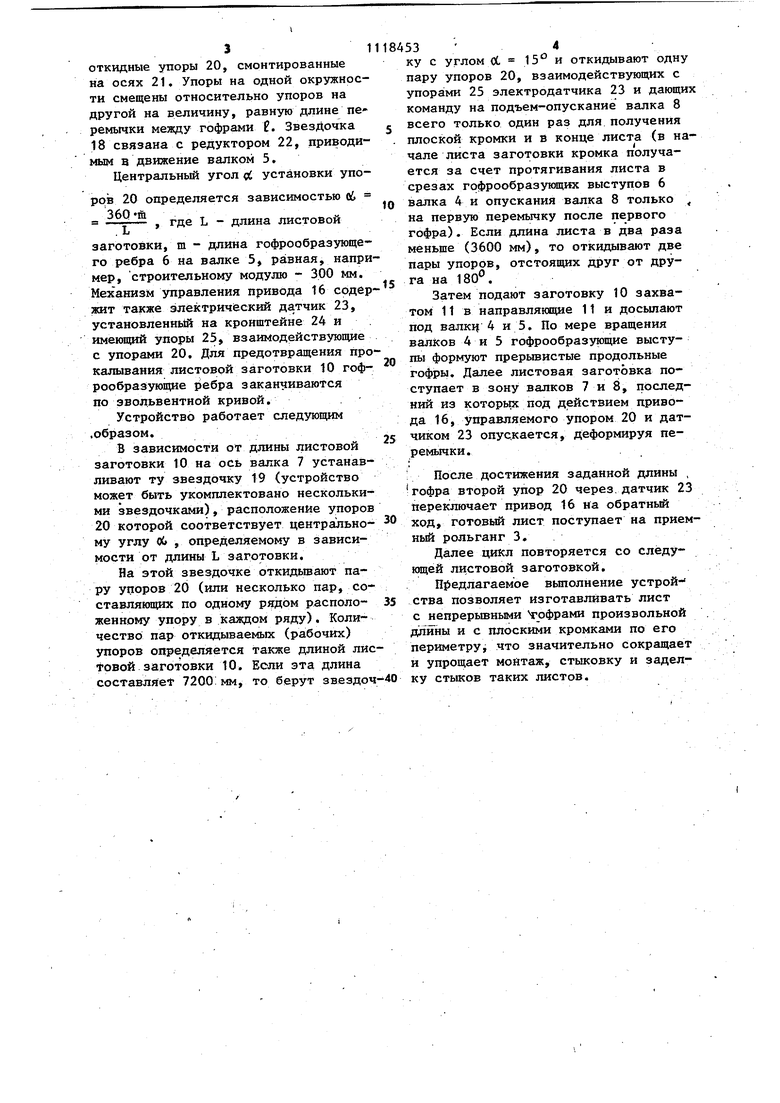
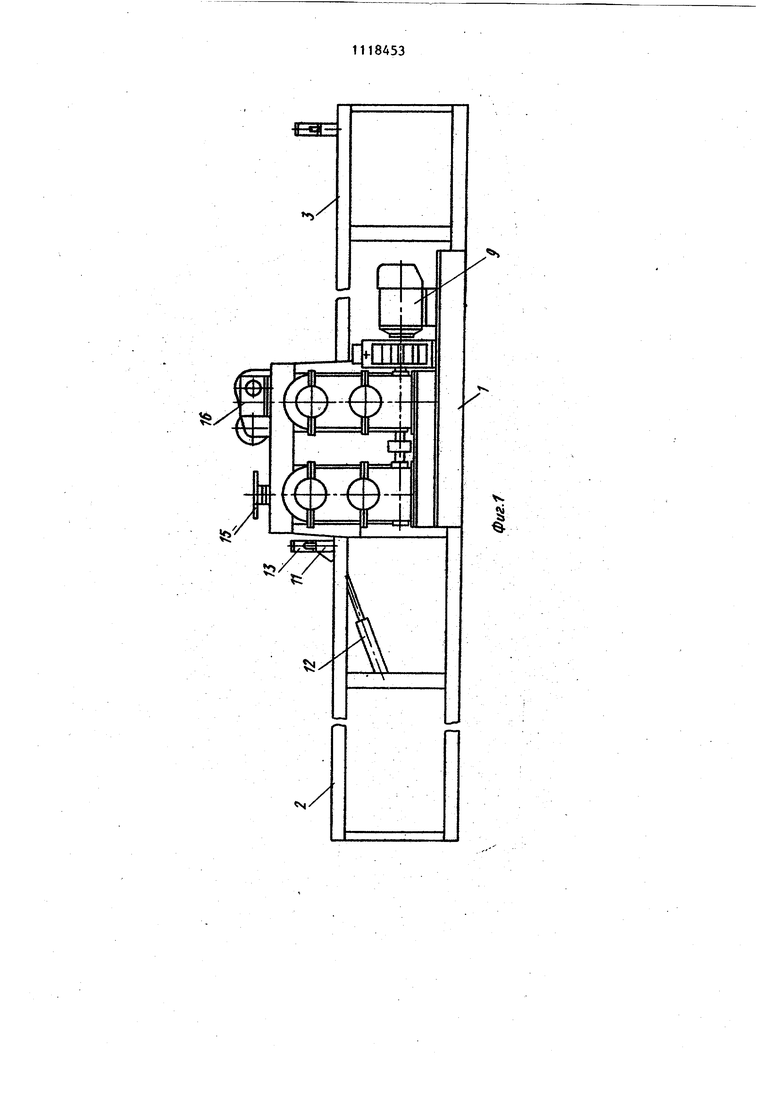
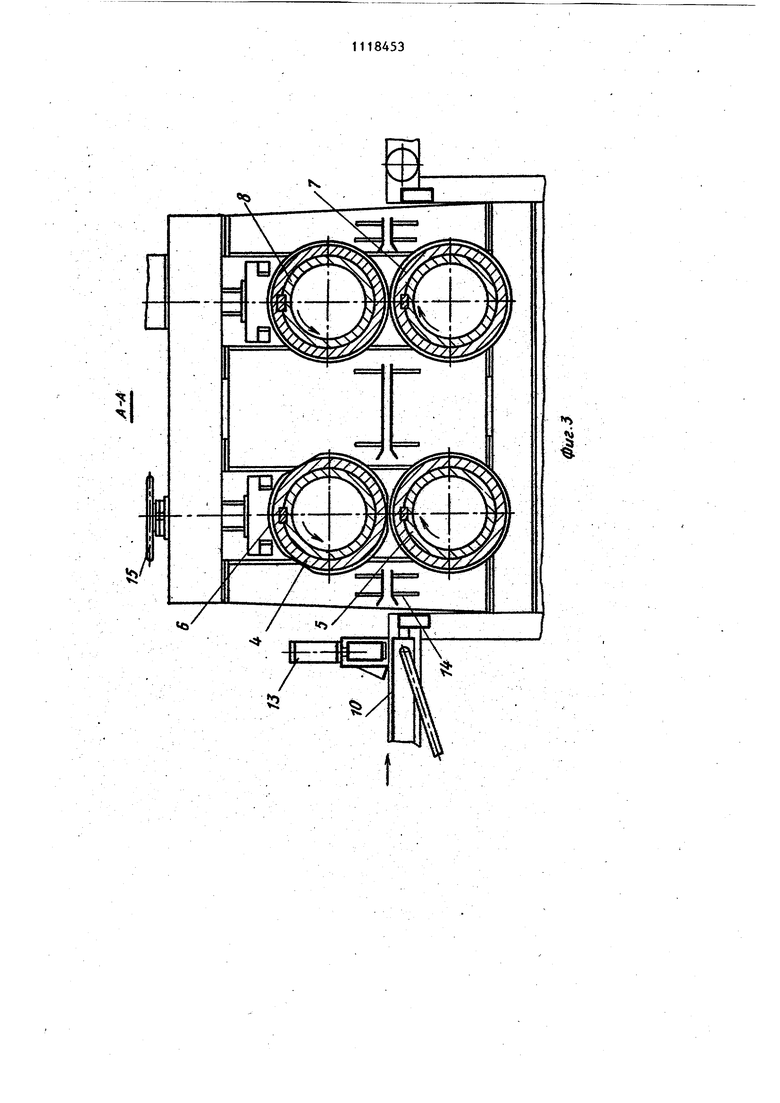
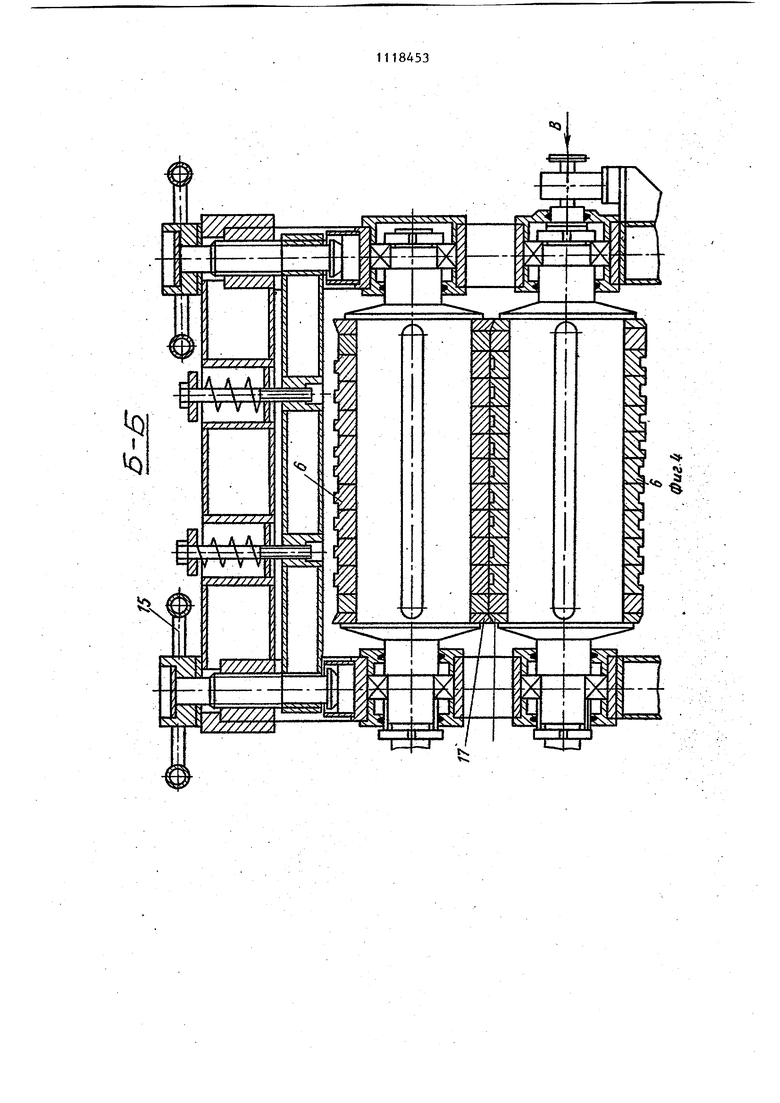
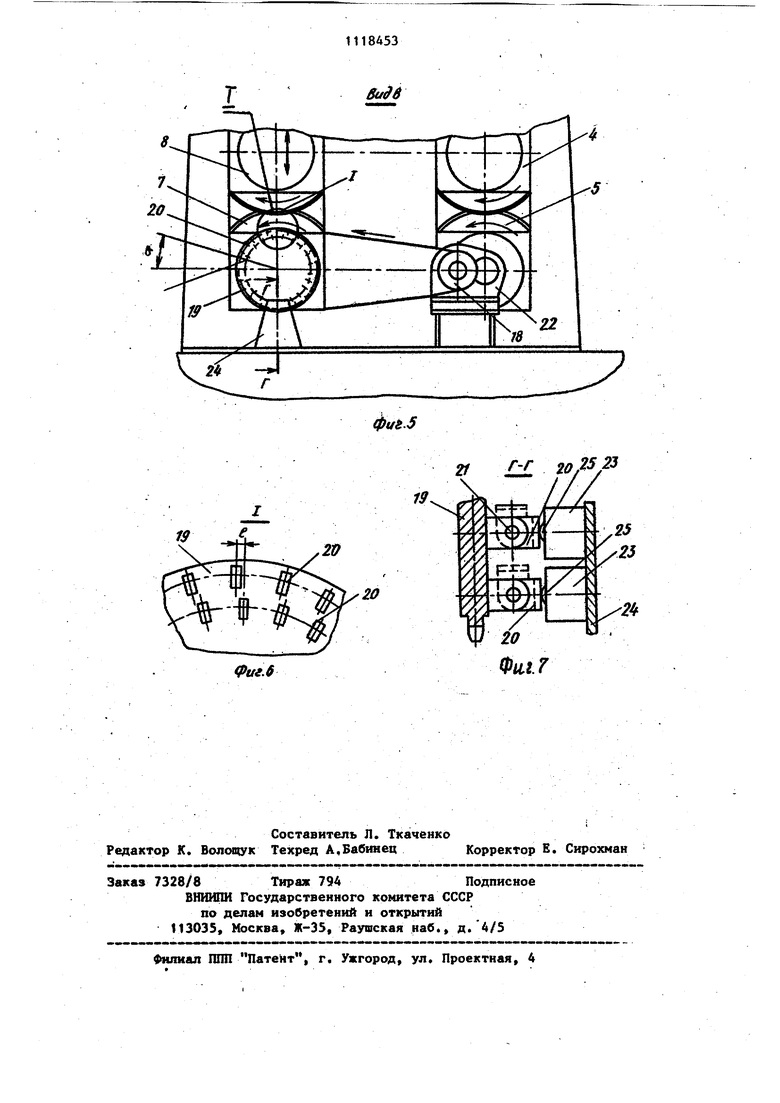
Изобретение относится к обработке металлов давлением, в частности, к устройствам дйя гофрирования металлических листов, используемых в стро ительстве для изготовления трехслойных панелей с заполнителем. Известно устройство для изготовления продольных прерьсаистых гофров на длинномерной заготовке, содержащее инструмент, вьтолненный в виде пары профилирова ных валиков, закрепленных на станине параллельно .один другому. Один из которых связан с системой управления, обеспечивающей его периодическое перемещение перпендикулярно направлению подачи заготовки m. Однако данное устройство не обеспечивает изготовления качественных изделий из-за отсутствия элементов, удерживающих лист за края во время ввода в работу верхнего валка. Наиболее близким к предлагаемому по достигаемому эффекту и технической сущности является устройство для выполнения на полосе продольных гофров с перемычками, содержащее установленные на станине вдоль направления подачи две пары верхних и нижних валков с окружными гофрообразующими . выступами и соответствующими им впадинами на боковых поверхностях, при этом вторая по ходу подачипара роликов снабжена приводом периодического введения ее в работу и механизмом его управления с конечным выключателем, электрически связанными с приводом ;периодического введения второй пары валков в работу 2. Однако на известном устройстве могут быть получены гофры постоянной длины. Цель изобретения - расширение тех нологических возможностей путем обес печения возможности получения гофров . .различной длины. Поставленная цель достигается тем что в устройстве для выполнения на листовой заготовке продольных гофров с перемычками, содержащем установлен ные на станине вдоль направления подачи две пары верхних и нижних валков с окружными гофрообразующими выступами и соответствующими им впадинами на боковых поверхностях, при этом вторая по ходу подачи пара валков снабжена приводом периодического введения ее в работу и механизмом ег управления с конечным вьжлючателем, электрически связанными с приводом периодического введения второй пары валков в работу,, механизм управления привода периодического введения второй пары валков в работу выполнен в виде цепной передачи, звездочки которой установлены на нижних валках, и взаимодействующих с конечным вьжлючателем откидных упоров, установленных попарно на звездочке, закрепленной на нижнем валке второй пары, а привод периодического введения второй пары валков в работу выполнен в виде установленного на станине силового цилиндра, шток которого связан с верхним валком второй пары. Кроме того, упоры размещены на двух концентричных окружностях со смещением в каждой паре, равным длине перемычки между гофрами. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 2: на фиг. 4 - разрез Б-Б на фиг. 2; на фиг. 5 - вид В на фиг. 4; на фиг. 6 - узел I на фиг. 5; на фиг. 7 - разрез Г-Г на фиг. 5. Устройство содержит станину 1 с подающим 2 и приемным 3 рольгангами. На станине 1 смонтированы попарно валки 4 и 5 с гофрообразующими выступами 6 и соответствующими им для образования прерывистых гофров впадинами и валки 7 и 8 (для гофрйрования перемычек, остающихся после образования валками 4 и 5 прерывистых гофров). Вращение валков 4, ,5, 7 и 8 осуществляется приводом 9. Подачу листовой заготовки tO с подающего рольганга. 2 под валки на 5 и 7 осуществляют посредством захвата 11 с приводом 12 и прижимом 13 Через направляющие 14. Регулирование расстояния между валками 4 и 5 производят посредством винтов с штурвалами 15, а подъем и опускание валка 8 осзпцествляют при- водом 16 периодического введения валков 7 и 8 в работу. Для исключения морщииообразования листовой заготовки 10 все валки имеют по краям прижимные шайбы 17. На осях валков б и 7 установлены звездочки 8 и 10 механизма управления привода периоди-. ческого введения валков 7 и 8 в работу. На звездочке 19 установлены на двух концентричных окружностях 3 откидные упоры 20, смонтированные на осях 21, Упоры на одной окружности смещены относительно упоров на другой на величину, равную длине перемычки между гофрами В. ЗвезДочка 18 связана с редуктором 22, приводимым в движение валком 5. Центральный угол yi установки упоров 20 определяется зависимостью с6 360 J где L - длина листовой заготовки, m - длина гофрообразующего ребра 6 на валке 5, равная, напри мер, строительному модулю - 300 мм. Механизм управления привода t6 содер жит также электрический датчик 23, установленньй на кронштейне 24 и . имеющий упоры 25, взаимодействующие с упорами 20. Для предотвращения про калывания листовой заготовки 10 гофрообразующие ребра з аканчиваются по эвольвентной кривой. Устройство работает следующим .образом. В зависимости от длины листовой заготовки 10 на ось валка 7 устанавливают ту звездочку 19 (устройство может быть укомплектовано несколькими звездочками), расположение упоров 20 которой соответствует центральному углу Х , определяемому в зависимости от длины L заготовки. На этой звездочке откидывают пару yriopoB 20 (или несколько пар, составляющих по одному рядом расположенному упору в каждом ряду) . Количество пар откидываемых (рабочих) упоров определяется также длиной лис товой заготовки 10. Если эта длина составляе 7200 мм, то берут звездоч 53 4 ку с углом ОС 15 и откидывают одну пару упоров 20, взаимодействующих с упорами 25 электродатчика 23 и дающих команду на подъем-опускание валка 8 всего только один раз для получения плоской кромки и в конце листа (в начале листа заготовки кромка получается за счет протягивания листа в срезах гофрообразукщих выступов 6 валка 4 и опускания валка 8 только , на первую перемычку после первого гофра). Если длина листа в два раза меньше (3600 мм), то откидывают две пары упоров, отстоящих друг от друга на 1 80° . Затем подают заготовку 10 захватом 11 в направляющие 11 и досылают под валкц 4 и 5. По мере вращения валков 4 и 5 гофрообразующие выступы формуют прерьшистые продольные гофры. Далее листовая заготовка поступает в зону валков 7 и 8, последний из которьгх под д(ействием привода 16, управляемого упором 20 и датчиком 23 опус.кается, деформируя перемычки.. После достижения заданной длины , гофра второй упор 20 через, датчик 23 переключает привод 16 на обратный ход, готовый лист поступает на приемньй рольганг 3. Далее цикл повторяется со следующей листовой заготовкой. Предлагаемое вьшолнение устрой- ства позволяет изготавливать лист с непрерьшными Чюфрами произвольной длины и с плоскими кромками по его периметру, что значительно сокращает и упрощает мойтаж, стыковку и заделку стыков таких листов.
N
.«
N
19
Фиг.6
фи.5
vv; 20.у
2f
,
25
/
/
F
/
/
а
4
V
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления гофрированных обечаек | 1981 |
|
SU1055560A1 |
| Способ поперечной гибки профилированного или продольно-гофрированного листового металла и устройство для его осуществления | 1981 |
|
SU1207390A3 |
| Четырехвалковая машина для гибки гофрированного листового материала | 1990 |
|
SU1802732A3 |
| СТАН ДЛЯ ОБРАБОТКИ МЕТАЛЛИЧЕСКОГО ЛИСТА ДАВЛЕНИЕМ | 2008 |
|
RU2368446C1 |
| СПОСОБ И СТАН ДЛЯ ЛИСТОВОЙ РЕЛЬЕФНОЙ ФОРМОВКИ ПРОФИЛЕЙ ВЫСОКОЙ ЖЕСТКОСТИ | 2012 |
|
RU2519701C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТА ЗАПОЛНИТЕЛЯ С ШЕВРОННОЙ СТРУКТУРОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2426645C2 |
| Устройство для изготовления гнутых V-образных профилей с отбортовками | 1989 |
|
SU1699679A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ГОФРИРОВАННЫХ ПРОФИЛЕЙ | 2005 |
|
RU2312726C2 |
| Линия для непрерывного формования профильных изделий из листовой заготовки | 2021 |
|
RU2782195C1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ СТУПЕНЧАТЫХ ВЫСТУПОВ НА ЛИСТОВОМ МАТЕРИАЛЕ | 2003 |
|
RU2254194C1 |
1. УСТРОЙСТВО ДЛЯ ВЫПОЛНЕНИЯ НА ЛИСТОВОЙ ЗАГОТОВКЕ ПРОДОЛЬНЫХ ГОФРОВ С ПЕРЕМЫЧКАМИ, содержащее установленные на станине вдоль направления подачи две пары верхних и нижних валков с окружными гофрообразующими выступами и соответствующими им впадинами на боковых поверхностях, при этом вторая по ходу подачи полосы пари валков снабжена приводом периодического введения ее в работу и механизмом его управления с конечным выключателем, электрически связанными с приводом периодического введения второй пары валков в работу, о тличающееся тем, что, с целью расширения технологических воз- . можностей путем обеспечения возможности получения гофров различной длины, механизм управления привода периодического введения второй пары валков в работу выполнен в виде цепной передачи, звездочки которой установлены на нижних валках, и взаимодействуюпщх с конечным вьжлючателем отквдных упоро.в, установленных попар- Щ ъ но на звездочке, закрепленной на нижнем валке второй пары, a привод периодического введения второй пары вал F ков в работу вьтолнен в виде установленного на станине силового цилиндра, шток которого связан е верхним валком второй пары. 2. Устройство по п. 1, отличаю ще е с я тем, что упоры разме щены на двух концентричных окружностях со смещением в каждой паре, равэо ном дпине перемычки между гофрами. ел со
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для изготовления продольных гофров на длинномерных заготовках | 1977 |
|
SU780932A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент Великобритании № 1334879, кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
