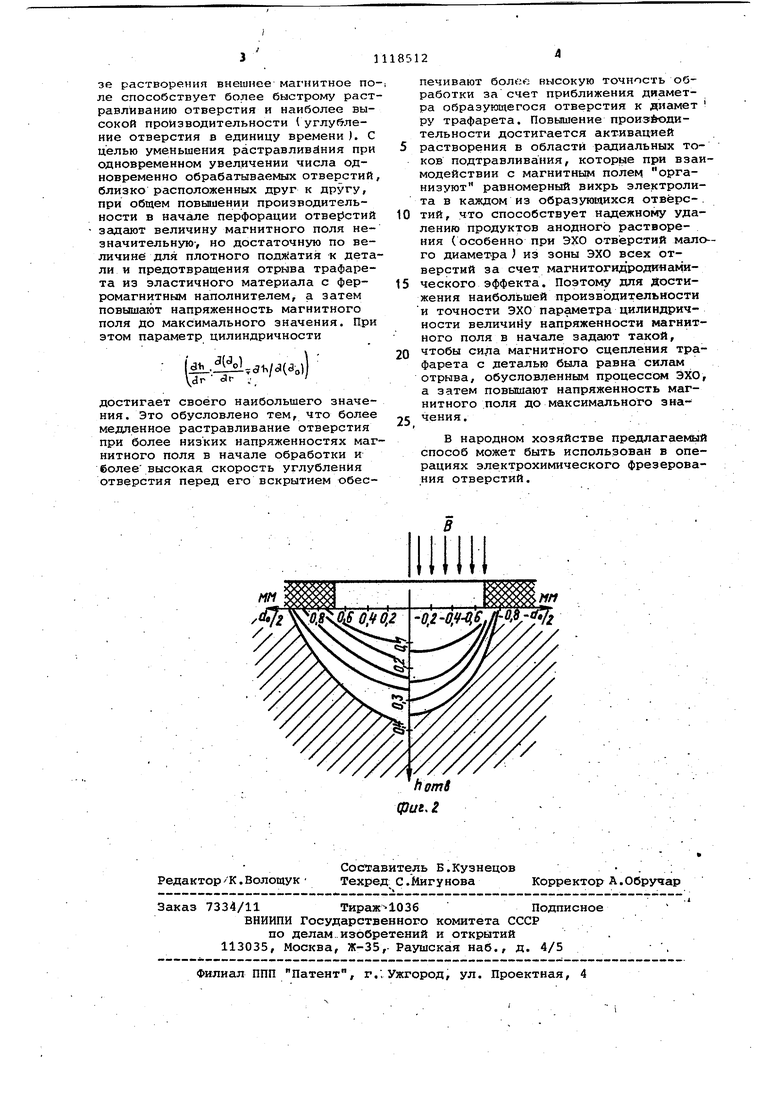
Изобретение относится к электроXHMHijpcKoft обработке по трафарету и может быть использовано в различных отраслях машиностроения. Известен способ электрохимической обработки во внешнем магнитном поле, по диэлектрическому трафарету из эластичнохо материала с ферромагнитным наполнителем 1 . Однако данный способ не позволяет избавиться от токов рассеивания по боковой поверхности обрабатываемого отверстия, что приводит к растравливанию боковой поверхности отверстия, искажению его формы. При анодном растворении отверстия по , трафарету образуется боковая ленточ ка анодного растворения, поверхност которой перпендикулярна поверхности детали до ЭХО, обусловленная отсутствием защиты от.растворения при съеме определенного припуска. Повышение неоднородности электрического поля из-за этого в межэлектродном пространстве приводит к подтравлива нию под трафаретом. Это расширяет границу обработки даже при плотном прижиме трафарета к аноду. Причем при увеличении припуска под раствор .ние величина растравливания увеличи вается, а производительность падает Поэтому при обработке большого числа часто расположенных отверстий бо ковое растравливание часто во многом Iопределяет общую точность, которая существенно ухудшается, особенно пр получении отверстий малого .диаметра Цель изобретения - .ение точ ности, электрохимического формообразования путем уменьшения растравливания отверстий по диаметру в процессе основного съема. Поставленная: цель достигается тем, что согласно способу электрохимической обработки во внешнем маг нитном поле по диэлектрическому тра фарету из эластичного материала с феромагнитным накопителем, величину напряженности магнитного поля с градиентом к поверхности детали уве личивают от величины, минимально не обходимой для надежного прилеганию трафарета при осуществлении обработ ки, до величины, обеспечивающей мак симум функционала где Ь - глубина травления, мм; с1д - диаметр растравливания, мм; В - магнитная индукция, Тл; f - текущее время электрохимической обработки, cf Т - общее время обработки, с, Этим достигается уменьшение токов рассеивания, так как часть электрической энергии затрачивается на раскрутку электролита в результате магнитогидродинамического взаимодействия перпендикулярного к .границе зоны растворения, определяемой трафаретом, электрического поля и перекрестного с ним внешнего магнитного поля. Это также способствует улучшению удаления продуктов растворения и повышению производительности процесса особенно при обработке отвбрстий малого диаметра. (0,5-1 мм . Приложение максимально возможной напряженности в начале обработки, увеличивает величину бокового растравливания, что ухудшает точность обработки;Таким образом, обработка отверстий по трафатеру с ферромагнитным наполнителем во внешнем магнитном поле в режиме перехода от минимально необходимой напряженности магнитного ПОЛЯ к. максимальной напряженности позволяет существенно повысить точность обработки за счет стабилизации размеров и формы отверстий, На фиг,1 изображена электрохимическая ячейка; на фиг.2 - формообразование отверстия с наложением магнитного поля и без него. Проводят, электрохимическую обработку тонкостенного листа Х18Н10Т в электрохимической ячейке (фиг.1), состоящей из коллектора сбора и распределения электролита 1, катода инструмента 2 с отверстиями подачи и отсоса электролита, диэлектрического трафарета 3 с отверстиями по заданному профилю, выполненного из винипроза ГОСТ 3399-52 с покрытием эпоксидной смолой .ЭД-5 с наполните- ., лем (50% ферропорошка) МРТУ 14-74-58. В качестве токоподводящего анода 4 выбран сердечник (Ст. 3) электромагнита 5. При включении внешнего магнитного поля у поверхности образца б создают магнитное поле вдоль оси электрохимической ячейки с градиентом, направленным к аноду, создающее равномерно распределенную нагрузку по всей поверхности трафарета и гарантирующее плотное прижатие ди-. электрического трафарета к обрабатываемой детали. На фиг,2 представлен характер формообразования отверстия без наложения и с наложением магнитного поля (соответственно левая и правая половины -отверстия) в. зоне ЭХО величиной 0,3 Тл. Магнитное поле накладывали перпендикулярно поверхности обработки. При этом появляющаяся радиальная составляющая вектора плотности тока заставляет электролит вращаться вокруг оси отверстия. Это существенно влияет на характер формообразования отверстия в процессе углубления его днаг в начальной фа
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электрохимической обработки | 1979 |
|
SU831477A1 |
| Способ электрохимической обработки | 1980 |
|
SU933353A1 |
| Способ декоративной обработки поверхностей деталей по трафарету | 1982 |
|
SU1158319A1 |
| Способ электрохимической обработки | 1980 |
|
SU933347A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛИСТОВОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2275994C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ФАСОННЫХ ПОЛОСТЕЙ | 1999 |
|
RU2161551C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ТУРБИННЫХ ЛОПАТОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2283735C2 |
| Способ электрохимической обработки | 1988 |
|
SU1645084A1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ОТВЕРСТИЙ | 1992 |
|
RU2023552C1 |
| Способ электрохимического гравирования и устройство для его осуществления | 1986 |
|
SU1445876A1 |
СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ВО ВНЕШНЕМ МАГНИТНОМ ПОЛЕ ,ПОДИЭЛЕКТРИЧЕСКОМУ ТРАФАРЕТУ из эластичного материала.с ферромагнитным наполнителем, отличающийся тем, что, с целью повышения точности обработки путем уменьшения растравливания пол трафаретом. величину напряженности магнитного поля с градиентом к поверхности детали увеличивают от величины, минимально необходимой для надежного прилегания трафарета при осуществлении обработки, до величины, обеспечивающей максимум функционала 1Ж) где V глубина травления, мм; do- диаметр растравливания, мм; 8 - магнитная индукция, Тл; f - текущее ремяэлектрохимической обработки, с; Т - общее время обработки, с. S 00 01 ю
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |
