4 4;; СП
оо |
05

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ декоративной обработки поверхностей деталей по трафарету | 1982 |
|
SU1158319A1 |
| Способ электрохимической обработки во внешнем магнитном поле по диэлектрическому трафарету | 1981 |
|
SU1118512A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2002 |
|
RU2230636C2 |
| Способ электрохимического маркирования | 1980 |
|
SU891303A1 |
| Способ электрохимической обработки | 1980 |
|
SU933347A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2003 |
|
RU2243069C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО КЛЕЙМЕНИЯ | 1973 |
|
SU367998A1 |
| Способ электрохимической обработки | 1988 |
|
SU1645084A1 |
| Способ размерной электрохимической обработки | 1987 |
|
SU1484503A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2006 |
|
RU2323071C2 |
Изобретение относится к машиностроению и может быть использовано при электрохимической гравировке и маркировке тонкостенных парамагнитных деталей плоской и криволинейной поверхностной конфигурации с помощью эластичного магнитного трафарета. Целью изобретения является повьипение стойкости трафарета путем уменьшения ме.ханкческих усилий, а также повышение производительности. Это достигается тем, что трафарет сначала устанавливают в рабочее положение, а затем создают магнитное поле сцепления с бандажом 4 путем его приближения к поверхности детали 3 со стороны, потивополож- ной обрабатываемой. Это обеспечивается рычажной системой, вращаюш,ейся вокруг составного вала 7, имеющего шлицевую муфту 10 с величиной свободного хода, определяемой шириной паза, эквивалентной величине запаздывания (опережения) установки трафарета 2 относительно бандажа 4. Таким образом обеспечивается равномерное прижатие трафарета к криволинейной поверхности детали и устраняются усилия разрыва при установке и снятии эластичного магнитного трафарета. 2 с.п. ф-лы, 3 ил. € (Л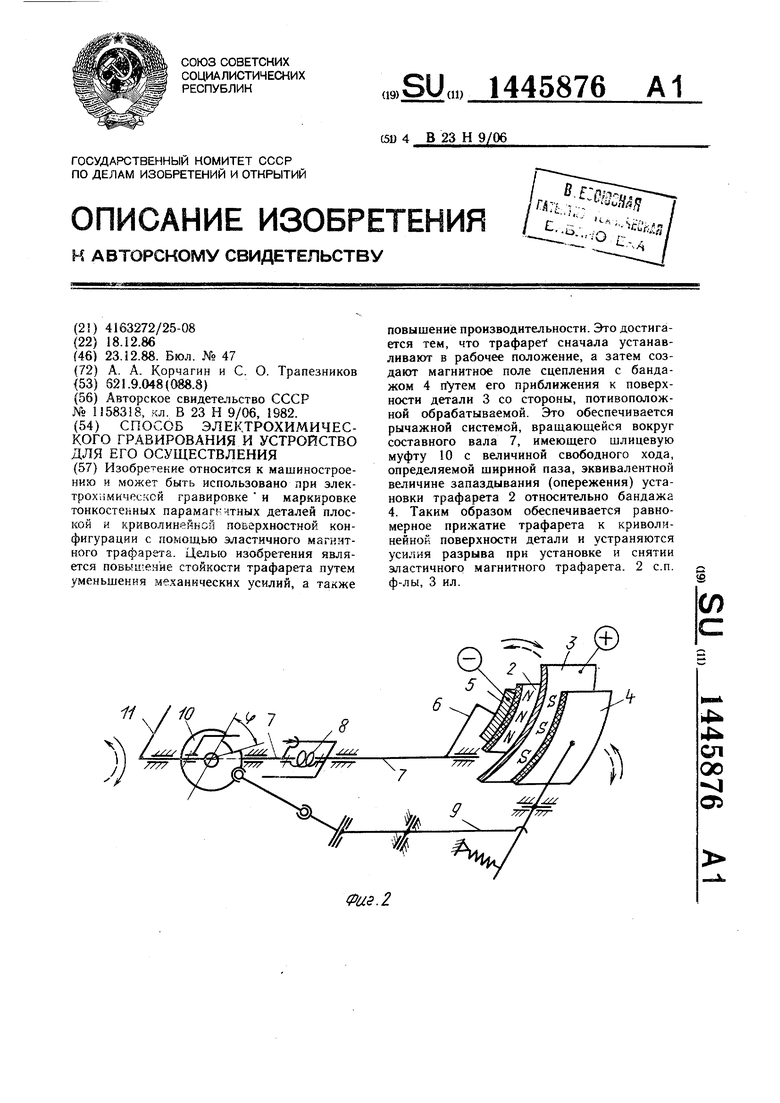
Фаз. 2
Изобретение относится к машиностроению и может быть использовано при электрохимическом гравировании и маркировании тонкостенных нежестких деталей.
Цель изобретения - повышение стойкости трафарета и качества получения электрохимического изображения.
Поставленная цель достигается тем, что при электрохимическом. гравировании тонкостенных парамагнитных криволинейных деталей через эластичный магнитный трафарет закрепление трафарета осуществляют путем магнитного сцепления с бандажом с противоположной поверхности. При этом сначала устанавливают трафарет в рабочее положение, а затем через некоторое время создают магнитное поле сцепления, которое и прижимает к детали трафарет, не создавая усилий разрыва. Таким образом, появление магнитных усилий взаимодействия с трафаретом в момент, когда пос.оедний лежит на жестком основании, не приводит к появлению разрывных усилий, а лишь к усилиям прижатия, которые и обеспечивают распрямление трафарета вдоль детали и плотное прижатие, чем и обеспечивается достижение цели. При съеме трафарета обнуляют магнитное пол«, исключая тем самым магнитное сцепление трафарета с магнитным элементом- трйфаретом, а затем удаляют трафарет с поверхности детали.
Кроме того, катод с трафаретом установлен на поворотном рычаге, расположенном на основном валу. Магнитный бандаж с противоположной стороны детали над местом обработки связан с валом через рычажную систему и однокулачковую муфту, имеющую величину паза, соответствующую величине свободного хода запаздывания (опережения) при установке (снятии) магнитного бандажа. Это позволяет либо создавать магнитное усилие, когда трафарет уже лежит на детали, либо снимать его, когда трафарет с детали надо уда. 1ить, что и обеспечивает уменьшение механических усилий в трафарете в процессе эксплуатации (при установке-съеме).
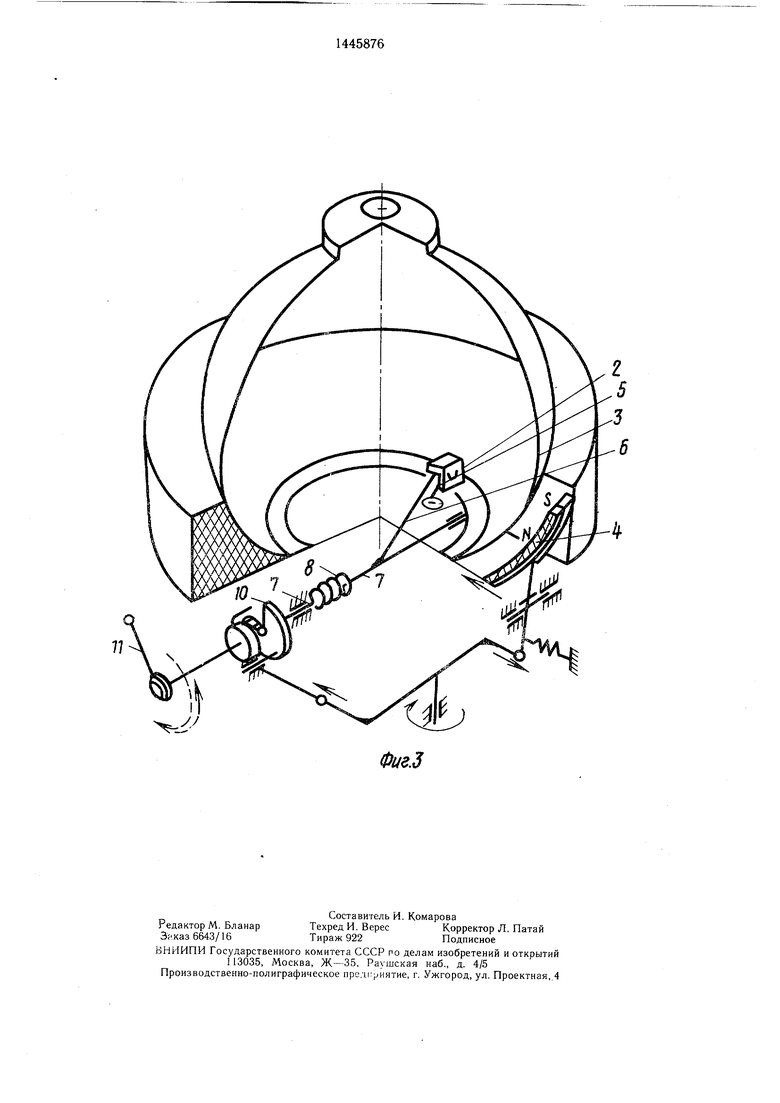
На фиг. 1 изображена схема взаимодействия трафарета с магнитным полем при установке и съеме; на фиг. 2 - кинематическая схема установки для осуществления способа; на фиг. 3 - то же, аксонометрия.
Последовательность операций способа электрохимического гравирования и существующие стадии способа приведены на фиг. 1. Из динамики сближения трафарета и бандажа следует, что, находясь в исходном состоя- ии на расстоянии Т и Б (толщина детали учитывается) соответственно, трафарет и бандаж уменьшают расстояние от своей поверхности до детали (фиг. 1а). Причем трафарет 2 первым ложится на поo
5
0
5
0
5
0
5
0
5
верхность детали, а бандаж - с запаздыванием примерно в 1 с. При этом магнитное сцепление с трафаретом происходит, когда трафарет лежит на поверхности и силы магнитного взаимодействия не в состоянии уложить последний со «смятием в складку, что может ухудшить качество гравировки. Это операция создания .магнитного поля сцепления магнитной индукцией (фиг. 16). При включении тока электролиза при подаче электролита, замыкающего цепь источника тока, струйная подача электролита гарантирует вымывание газовых пузырей, образующихся в мелких фрагментах трафарета с одновременным исключением подтравли- вания под трафаретом, где находятся пузыри воздуха, предохраняющие деталь от ЭХО (фиг. 1в). Это повышает качество изображения за счет увеличения контрастности при магнитном сцеплении, дополнитепьно усиливающем эту стадию. Опережаюп ее удаление бандажа (фиг. 1г), исклю :,: io.uf. iu при таком способе установки-снятия трафарета разрушения ажурного трафарета от магнитного поля бандажа, обеспечивает достижение надежности технологии гравировки, т.е. повышение качества.
Электролит 1 подают струей на трафарет 2, вып ялненный из эластичной магнитной резины, установленный на деталь 3. Он стекает в сборный бак. Снаружи обрабатываемой сферической поверхности размещен магнитный бандаж 4, представляющий собой магниты-ферриты, помещенные в парамагнитную оправку и залитую эпоксидкой композицией. Установку и снятие трафарета осуществляют с запаздыванием в i с или опережением магнитног,; сцепления с магнитным трафаретом сО(тветственно. Это осуществляется путем более поздней по сравнению с установкой трафарета установки бандажа на поверхность детали. При съеме трафарета, наоборот, бандаж удаляется с поверхности детали, а затем через I с, трафарет (фиг. 1 а-г).
Устройство (фиг. 2 и 3) содержит эластичный магнитный трафарет 2 со сквозной щелью и катодом 5. Последний с трафаретом 2 установлены на поворотном рычаге 6, расположенном на составном валу 7, обе части ,оторого связаны упругой связью 8, выполненной, например, в виде пружины. Магнитный бандаж 4 через систему рычагов 9 связан с валом 7 через однокулачковую шлицевую муфту 10, на цилиндрической поверхности которой выполнен шлиц шириной., соответствующей величине свободного хода запаздывания (опережения) при установке (снятии) магнитного бандажа 4 на поверхность детали.
Устройство работает следующим образом. Выполнение электрохимического гравирования осуществляют вручную поворотом
рычага 11 (фиг. 2) по часовой стрелке до упора. При этом осуществляется установка трафарета 2 с катодом 5 на внутреннюю поверхность тонкостенной сферической детали 3 в плоскости, перпендикулярной оси составного вала 7, проходящей через диаметральную плоскость сферы. Упругая связь элементов составного вала 7 осуществляется через пружину кручения, которая обеспечивает две противоречивых функции вала 7: осуществление плавного, нормированного прижима трафарета к детали - при упоре на деталь 3 движение прекращено, и обеспечение продолжения вращения другой части вала 7 для передачи движения поворота бандажу 4 к детали для осуществления магнитного сцепления с трафаретом 2 с запаздыванием относительно момента установки трафарета. При этом дальнейшим ходом рычаг 2 поворачивает щли- цевую муфту 10 и через систему рычагов 9 прижимает бандаж 4 к противоположной поверхности детали 3. При повороте рычага 11 в противоположном направлении сначала отходит бандаж от поверхности детали 3, а затем при повороте на угол Ф приводится в действие рычаг 6 с трафаретом 2 и катодом 5. Это обеспечивает возникновение и снятие магнитных усилий сцепления бандажа и трафарета при остановке на поверхности детали трафарета, что резко уменьшает напряжение разрушения и повышает стойкость трафарета, а также обеспечивает повышение производительности процесса за счет возможности осуществления процесса посредством управления одной рукояткой.
ff
,
BSjgtiMi tiga
О
к//уууууу
Формула изобретения
0 целью повышения производительности за счет обеспечения возможности управления процессом с помощью одной рукоятки, катод с трафаретом и магнитный бандаж связаны между собой кинематической цепью,
5 выполненной в виде составного вала, обе части которого соединены упругой связью, причем на одной части закреплен поворотный рычаг, несущий катод с трафаретом, а на связанной с рукояткой управления другой части размещена соединенная через
0 систему рычагов с бандажом мз фта с пазом, предназначенным для взаимодействия с жестко закрепленным на валу рычагом, причем ширина паза соответствует требуемой ве личине свободного .хода указанного рычага.
воод
А II
;. .-тль-т.-ч
О
Ъ
Фие.1
-.
У/
Фи.д
| Прибор для определения точки схода вертикальных линий в аэрофотограмметрии и способ пользования им | 1928 |
|
SU11583A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
