1n
Изобретение относится к электротехнике, а именно к установкам для обработки стержней высоковольтных изоляторов.
Известна установка для обработки стержней высоковольтных подвесных изоляторов, содержащая транспортный ротор, выполненный в виде установленной на приводном шпинделе планшайбы с гнездами Для фиксации стержней, и приспособление для наложения раствора битума, вьтолненное в виде подвижно установленного под планшайбой стакана с механизмом спуска-подъема ClJ.
Недостатками указанной установки Являются низкая степень механизации и автоматизации процесса обработки стержней высоковольтных изоляторов, а также ограниченные функциональные возможности.
Цель изобретения - расширение функциональных возможностей и автоматизации обработки.
Поставленная цель достигается тем, что установка для обработки стержней высоковольтных изоляторов, содержащая транспортный ротор, выполненный в виде установленной на приводном шпинделе планшайбы с . гнездами для фиксации стержней, и приспособление для наложения раствора битума, выполненное в виде подвижно установленного под планшайбой стакана с механизмом спуска-подьема снабжена приспособлением для наклейки прокладок, направляющими лотками для подачи прокладок, загрузки и выгрузки стержней, механизмом возвратно-углового перемещения приспособлений для наложения битума и наклейки прокладок относительно планшайбы с приводом и траверсой, механизм наклейки прокладок выполнен в виде стакана, кинематически связанного с механизмом спускаподъема, механизм возвратно-углового перемещения указанных приспособлений вьтолнен в виде плоского секторного рычага, установленного в зоне между лотками загрузки стержней и подачи прокладок, при этом секторный рычаг кинематически связан со шпинделем через храповую передачу, а его привод выполнен в виде закреплённого на траверсе пневмоцилиндра.
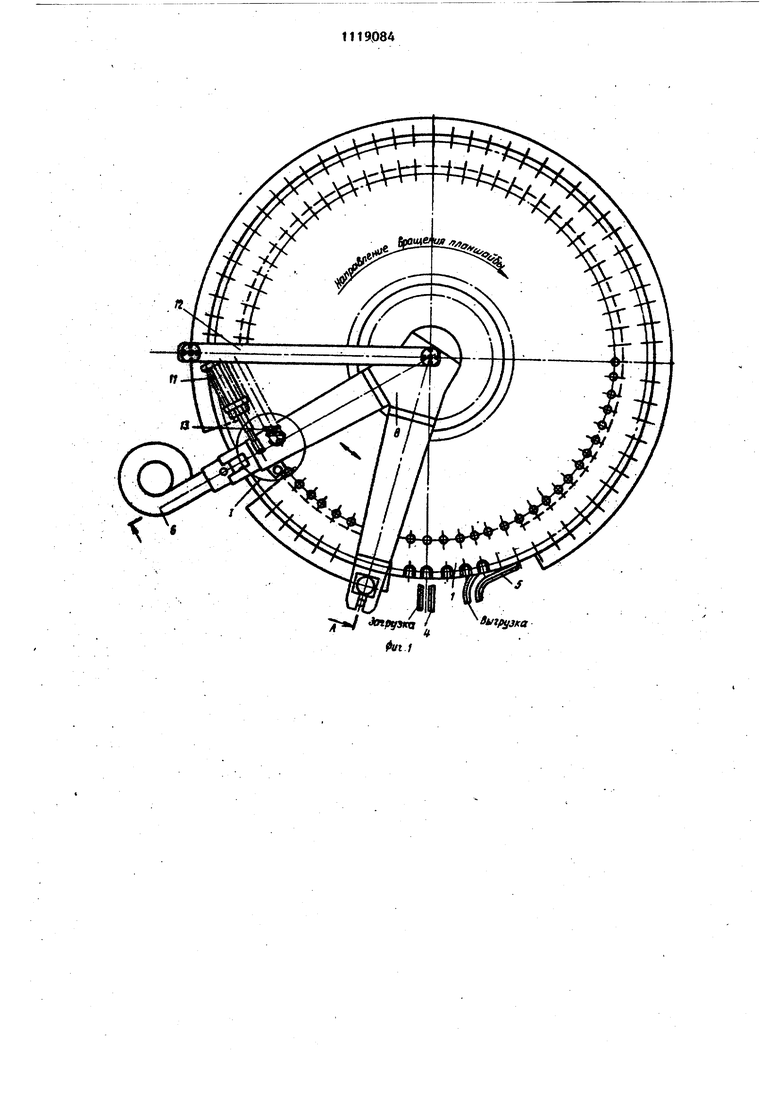
На фиг. 1 изображена линия для обработки стержней высоковольтных изоляторов, вид в плане; на фиг. 2 90842
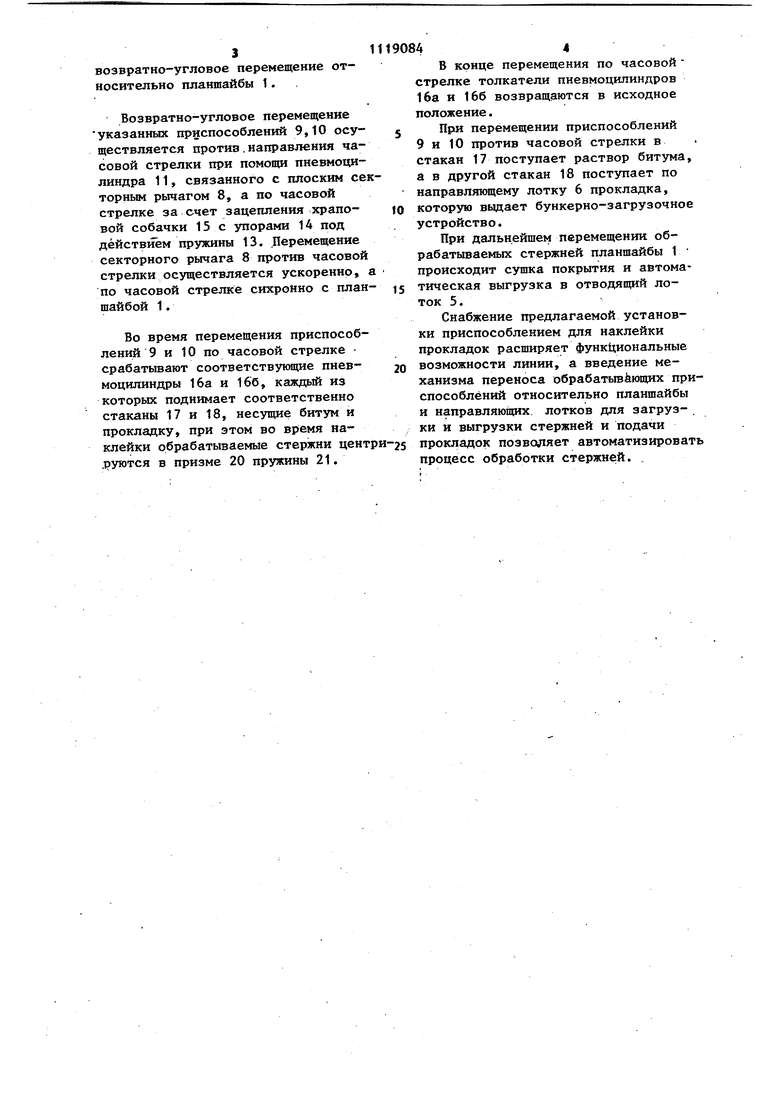
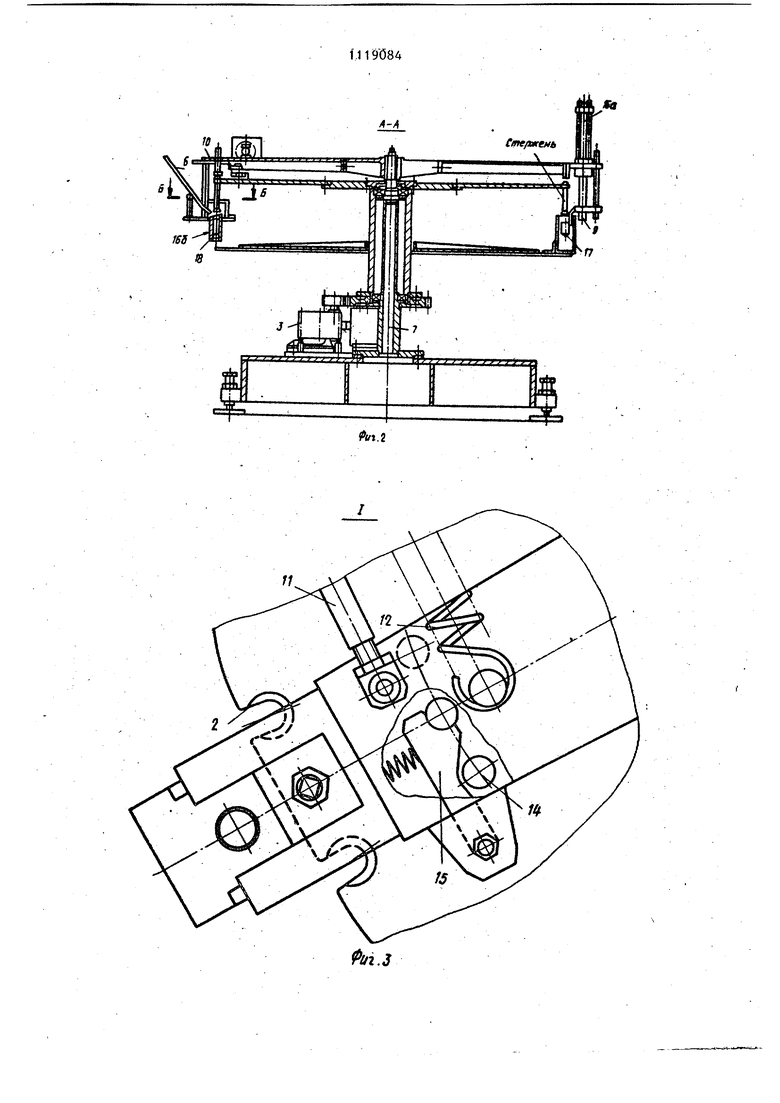
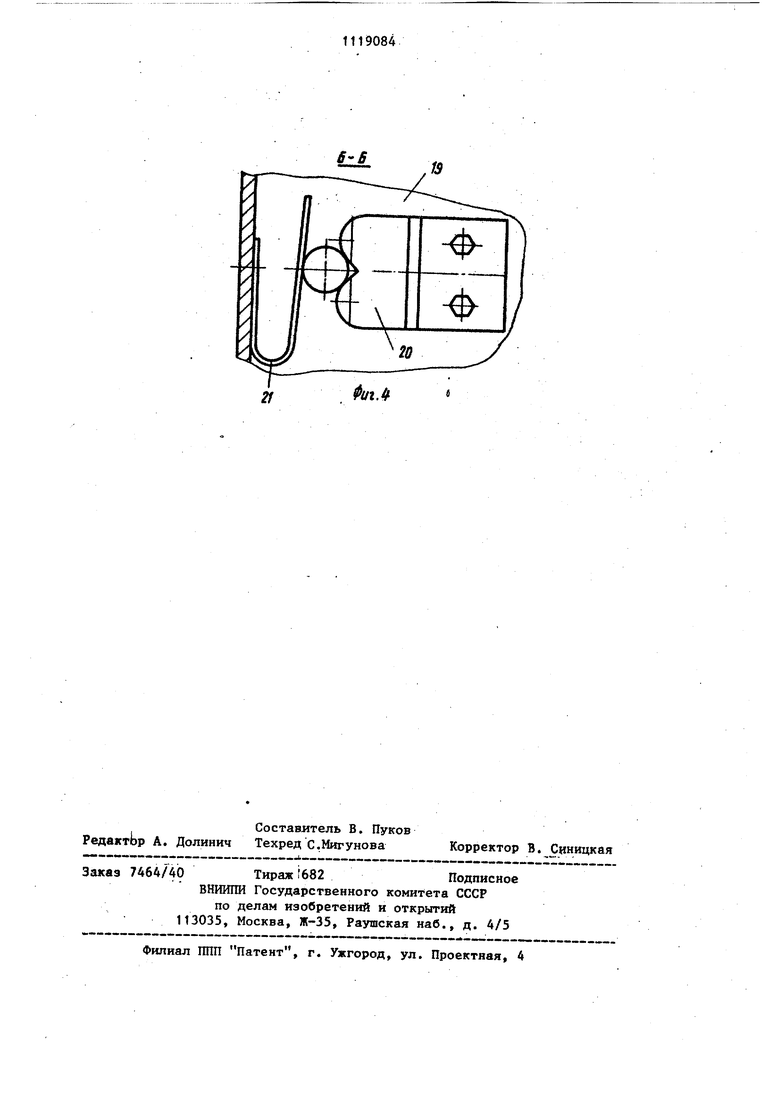
разрез А-А на фиг. 1} на фиг. 3 узел I на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 2.
Линия для обработки стержней высоковольтных изоляторов содержит транспортный ротор, выполненный в виде планшайбы 1 с гнездами 2 для фиксации обрабатываемых стержней. Планшайба 1 кинематически связана с приводом 3 и по ее окружности установлены направляющие лотки 4,5 для загрузки и разгрузки сте1)жней, а также направляющий лоток 6 для поштучной подачи прокладок.
На консольной части приводного шпинделя 7 планшайбы 1 закреплен плоский секторный рычаг 8, рабочие « части которого расположены в зоне между направляющими лотками 4 для загрузки стержней и лотком 6 для поштучной подачи прокладок.
Секторный рычаг 8 несет приспособление для наложения битума 9 и приспособления для наклейки прокладок 10, и кинематически связан с пневмоцилиндром одностороннего действия 11, установленного на траверсе 12,-при этом секторный рычаг 8 связан также с траверсой 12 при помощи возвратной пружины 13.
На верхней плоскости планшайбы 1 закреплены цилиндрические упоры 14 с шагом, соответствующим шагу расположения фиксирующих гнезд 2, а на нижней плоскости секторного рычага 8 поворотно установлена подпружиненная храповая собачка 15, взаимодействующая с одним из упоров 14.
Приспособление для наложения раствора битума 9 выполнено в виде пневмоцилиндра 1ба, связанного со стаканом 17. Приспособление для наклейки прокладок 10 выполнено в виде пневмоцилиндра 166, расположенного в стакане 18, и имеет центрирующий механизм 19, состоящий из призмы 20 и подвижной пружины 21.
Установка для обработки стержней высоковольтных изоляторов работает следзтощим образом.
При повороте планшайбы 1 по часовой стрелке обрабатываемые стержни с направляющего лотка 4 попадают в гнезда 2 и переносятся в горизонтальной плоскости последовательно к приспособлениям для наложения раствора битума 9 и наклейки прокладок 10, которые при этом совершают возвратно-угловое перемещение относительно планшайбы 1. Возвратно-угловое перемещение указанных приспособлений 9,10 осуществляется против.направления часовой стрелки при помощи пневмоцилиндра 11, связанного с плоским се торным рычагом 8, а по часовой стрелке за счет зацепления храповой собачки 15с упорами 14 под действием пружины 13. Перемещение секторного рычага 8 против часовой стрелки осуществляется ускоренно, по часовой стрелке сихройно с план щайбой 1. Во время перемещения приспособлений 9 и 10 по часовой стрелке срабатьтают соответствунщие пневмоцилиндры 16а и 1бб, каждый из которых поднимает соответственно стаканы 17 и 18, несущие битум и прокладку, при этом во время наклейки обрабатываемые стержни цент .руются в призме 20 пружины 21. 44 В конце перемещения по часовой стрелке толкатели пневмоцилиндров 16а и 166 возвращаются в исходное положение. При перемещении приспособлений 9 и 10 против часовой стрелки в стакан 17 поступает раствор битума, а в другой стакан 18 поступает по направляющему лотку 6 прокладка, которую выдает бункерно-загрузочное устройство. При дальнейшеь перемещении обрабатываемых стержней планшайбы 1 происходит сушка покрытия и автоматическая выгрузка в отводящий лоток 5. Снабжение предлагаемой установки приспособлением для наклейки прокладок расширяет функциональные возможности линии, а введение механизма переноса обрабатывающих приспособлений относительно планшайбы и направляющих лотков для загрузки и выгрузки стержней и подачи прокладок позволяет автоматизировать процесс обработки стержней.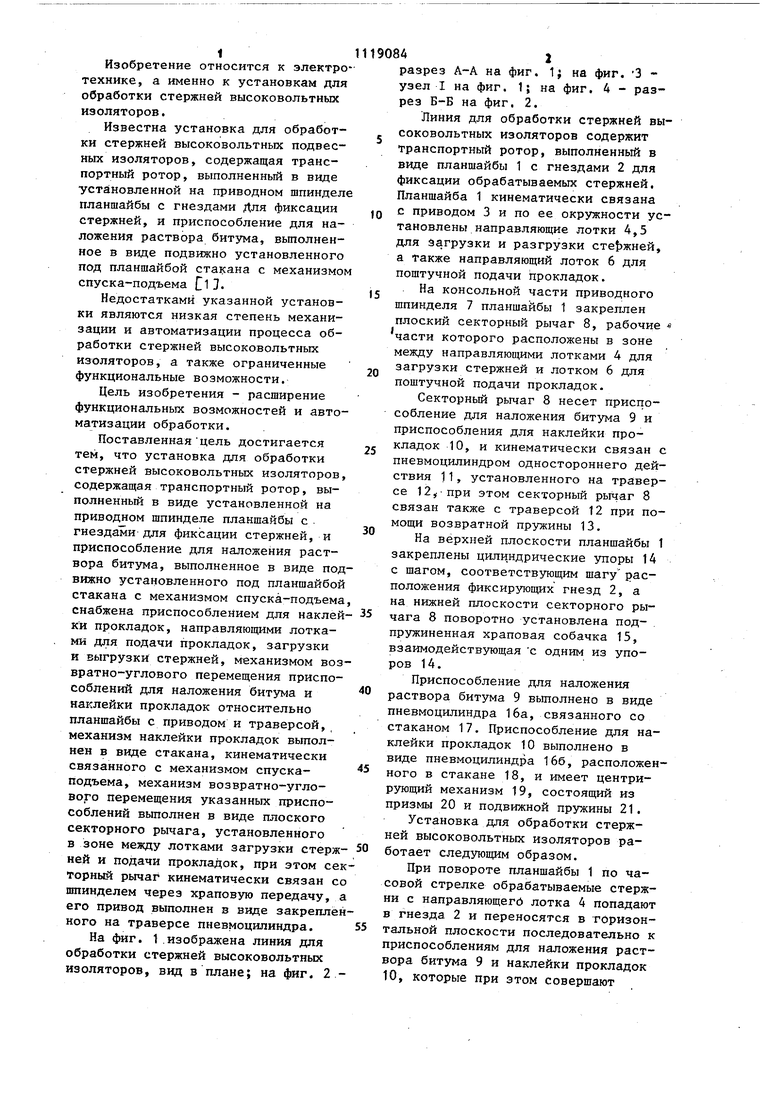
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1983 |
|
SU1114511A2 |
| Автомат для установки упругих колец в наружные канавки базовых деталей | 1980 |
|
SU904972A1 |
| СПОСОБ ЗАЧИСТКИ ПОДВЕСНЫХ ВЫСОКОВОЛЬТНЫХ ИЗОЛЯТОРОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2397565C1 |
| Линия для армирования подвесных изоляторов | 1984 |
|
SU1310911A1 |
| Автомат для зачистки острых кромок | 1984 |
|
SU1220745A1 |
| Станок для нагрева цилиндрических заготовок | 1974 |
|
SU737480A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Станок для расточки канавок во вкладышах подшипников | 1991 |
|
SU1816562A1 |
| Устройство для групповой намотки секций рулонных конденсаторов | 1977 |
|
SU660110A1 |
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
УСТАНОВКА ДЛЯ ОБРАБОТКИ СТЕРЖНЕЙ ВЫСОКОВОЛЬТНЫХ ИЗОЛЯТОРОВ, содержащая транспортный ротор, выполненный в виде установленной на приводном шпинделе планшайбы с гнездами для фиксации стержней, и приспособление для наложения раствора битума, вьтолненное в виде подвижно установленного под планшайбой стакана с механизмом спуска-подъема, отличающаяся тем, что, с целью расширения функциональных возможностей и автоматизации обработки, ойа снабжена приспособлением для наклейки прокладок, направляющими лотками для подачи прокладок, загрузки и выгрузки стержней, механизмом возвратно-углового перемещения приспособлений для наложения битума и неклейки прокладок относительно планшайбы с приводом и траверсой, механизм наклейки прокладок выполнен в виде стакана, кинематически связанного с механизмом спускатподъема, механизм возвратноуглового перемещения указанных приспособлений вьшолнен в виде плоского секторного рычага, установленного в зоне между лотками загрузки (Л стержней и подачи прокладок, при этом секторный рычаг кинематически с связан со шпинделем через храповую передачу, a его привод выполнен в § виде закрепленного на траверсе пневмоципиндра. со g 00 4
6-S
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Четырехсторонний сигнальный фонарь для городских дорог | 1924 |
|
SU943A1 |
