Изобретение относится к металлургии и может быть использовано при производстве круглых заготовок способом непрерывного литья. Известно устройство для непрёрьшной разливки металлов в горизонтальные кристаллизаторы с периодическим вытягиванием слитка ij . Недостатками этого устройства являются неравномерность нарастания корочки слитка и его большая осевая рыхлость.. Наиболее близким по технической сущности и достигаемому результату к предложенному является устройство для непрерывного горизонтального литья, содержащее металлоприемник, соединенный металлопроводом с кристаллизатором круглого поперечного се чения. Качество слитка в этом устрой стае достигается установкой вокруг кристаллизатора асимметричного электромагнитного устройства, которо обеспечивает винтовое вращение расплавленного металла относительно продольной оси металлопровода 2J . Недостатком известного устройства являются большие энергетические затраты на работу,электромагнитного устройства. Цель изобретения - снижение энерг затрат. Указанная цель достигается тем, что в устройстве для непрерывного го ризонтального литья стали, содержащем металлоприемник, соединенный металлопроводом с кристаллизатором круглого поперечного сечения, метал™ лопровод выполнен с двумя овальными пережимами в плоскостях, взаимно пер пендикулярньк и перпендикулярных оси металлопровода, вертикальные оси пережимов расположены симметрично относительно середины металлопровода на расстоянии 1/6 его длины, а площадь поперечного сечения каждого пережима составляет 0,6-0,8 площади поперечно го сечения металлопровода. Двойной пе зежим металпопровода закручивает струю жидкого металла и придает ему винтовой характер движения.Металлопровод постоянно подогревается газовой горелкой. Длина кристаллизатора позволяет 5амедпить винтовое движение в конце его и образовать наружную корочку равномерной толщины, что предохраняе ее от прорывов на выходе из,него. На фиг. 1 изображено предлагаемое устройство, продольный разрез; на фиг. 2 - разрез А-А на фиг. 1. Устройство содержит металлоприемник 1, соединенный с кристаллизатором 2, металлопроводом 3, имеющим два пережима 4. Металлопровод окружен кожухом 5, в который направлен факел газовой горелки 6. Жидкий металл из металлоприемника 1 через Металлопровод 3,имеющий два пережима 4, перпендикулярных друг к другу и оси металлопровода, благодаря чему и создается винтообразное движение металла, поступает в кристаллизатор 2. Металлопровод, окруженный кожухом 5, в который постоянно направлен факел газовой горелки 6, препятствует охлаждению металла . Пример. Ведут разливку круглых заготовок любой, необходимой производству длины. В начале кристаллизатора на длине 300-400 мм металл за счет винтового вращения .не намораживается на рабочих слитках, т.е. спаев не образовывается, а начиная с середины винтовоедвижение ослабевает и образуется равномерная корка без спаев, т.е. выходящая заготовка имеет качественную поверхность на всей длине. В зоне вторичного охлаждения заготовку охлаждают водой и на расстоянии 800-1200 мм от торца кристаллизатора корочка увеличивается до 15-17 мм, что позволяет тянуть заготовку без смятин. Испытания проведены с металлопроводами, пережимы на КОТОРЫХ расположены на различных расстояниях от центра металлопровояа. Результаты испытаний приведены в таблице. Лучшие показатели по качеству металла получены при отношении пло- . щади сечения каждого пережима к площади сечения металлопровода в пределах 0,6-0,8, при этом пережимы находятся на расстоянии 1/6 от середины металлопровода. Использование изобретения позво-, ляет сэкономить 100 кВт на 1 т отливаемого металла. Годовой экономический эффект от использования изобретения в условиях одного металлургического тфедприятия составляет около 800 тыс.руб,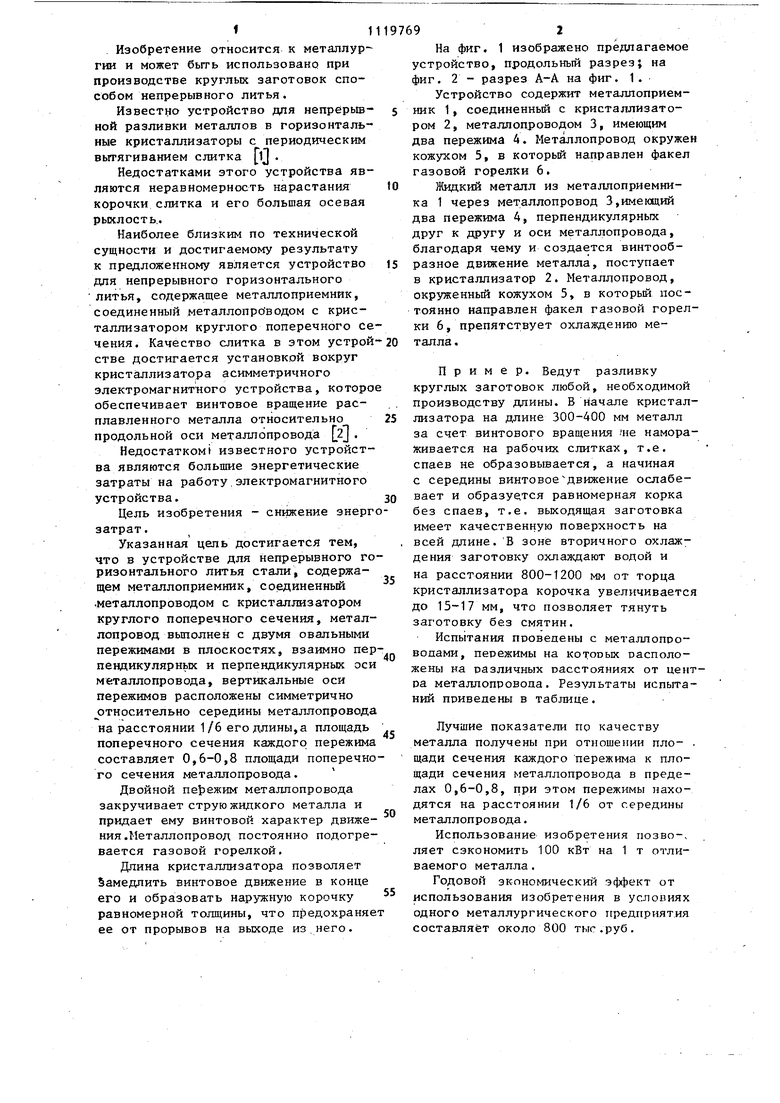

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка непрерывной разливки металлов горизонтального типа | 1979 |
|
SU1109246A1 |
| Способ автоматического управления процессом непрерывного литья слябов на машине непрерывного литья заготовок горизонтального типа с двусторонним вытягиванием | 1987 |
|
SU1496916A1 |
| СПОСОБ НЕПРЕРЫВНОЙ ГОРИЗОНТАЛЬНОЙ РАЗЛИВКИ СТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2532679C1 |
| СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ БИМЕТАЛЛИЧЕСКИХ СЛИТКОВ ПРЯМОУГОЛЬНОГО СЕЧЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
SU1681455A1 |
| Устройство для непрерывного горизонтального или наклонного литья заготовок | 1987 |
|
SU1695822A3 |
| Способ непрерывного литья слитков прямоугольного сечения и устройство для его осуществления | 1983 |
|
SU1315114A1 |
| Способ горизонтальной непрерывной разливки металлов | 1983 |
|
SU1138233A1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛА | 2007 |
|
RU2325969C1 |
| Способ непрерывного литья металлов на машине горизонтального типа | 1978 |
|
SU929310A1 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБОВЫХ ЗАГОТОВОК С ДВУХСТОРОННИМ ВЫТЯГИВАНИЕМ | 2002 |
|
RU2252107C2 |
УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ СТАЛИ, содержащее металлоприемник, соединенный металлопроводом с кристаллизатором круглого поперечного сечения, отличающееся тем, что, с целью снижения энергозатрат, металлопровод вьтолнен с двумя овальньгми пережимами в плоскостях, взаимно перпендикулярной и перпендикулярных оси металлопровода, вертикальные оси пережимов расположены симметрично относительно середины металлопровода на расстоянии 1/6 его дпины, а площадь поперечного сечения каждого пережима составляет 0,6-0,8 площади поперечного сечения металлопровода.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ВСЕСОИЗЗКАНntffl'TPfi ^ !'?"'.''гГ'-и« II>&iittitnu-!i.Ai'n'i •.'. IV;БИБЛ.1Ю"''ЕКАМ. А. Курицкий | 0 |
|
SU287767A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Горный компас | 0 |
|
SU81A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
