t
Изобретение относится к металлургии, а именно к непрерывной разливке металлов и сплавов.
Известен способ непрерывного литья металлов на машине горизонтального типа, включающий подачу металла в кристаллизатор, периодическое вытягивание слитка и его резку 0.
Недостатками известного способа являются низкая производительность процесса и неудовлетворительное качество слитков из-за образования спаев на поверхности слитков.
Цель изобретения - повышение производительности и улучшение качества слитков.
Поставленная цель достигается тем, что длина шага вытягивания соответствует заданной длине заготовки и длине кристаллизатора, а слиток разделяют в местах образования спаев.
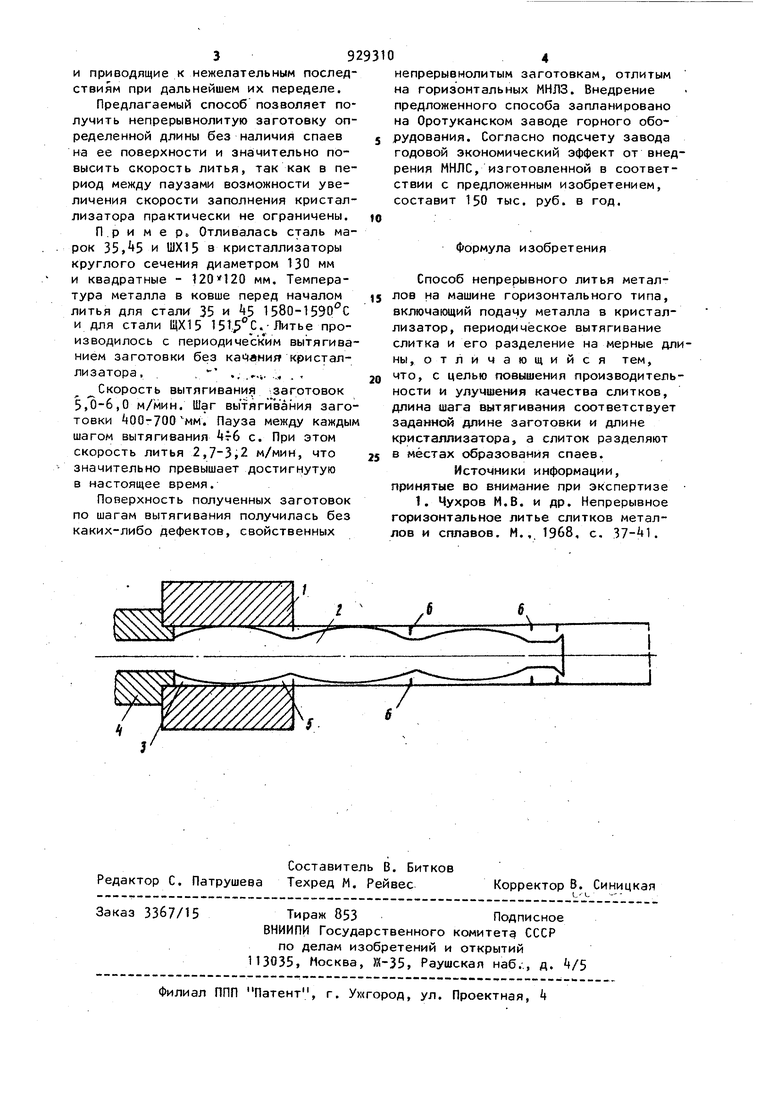
На чертеже изображен механизм образования твердой оболочки слитка и
спаев по шагу вытягивания из кристаллизатора.
В кристаллизатор 1 машины непрерывного литья- металлов горизонтального типа заливают жидкий металл 2 из металлоприемника. В кристаллизаторе образуются твердые оболочки 3 со стороны соединительного стакана k и при вытягивании расходятся между собой, а промежуток между ними непрерывно заполняется вновь поступающим жидким металлом, происходит так называемый бегущий разрыв.
Во время паузы в вытягивании меж15ду оболочками образуется мост, бла- . годаря чему при следующем шаге вытягивания оболочка 3 стягивается с торца стакана. Затвердевшая ранее оболочка 5 имеет пониженную темпе,20 ратуру, поэтому полного сваривания с ней вновь образовавшейся корочки не происходит и возникают холодные спаи 6, снижающие качество заготовои
и приводящие к нежелательным последствиям при дальнейшем их переделе.
Предлагаемый способ позволяет получить непрерывнолитую заготовку определенной длины без наличия спаев на ее поверхности и зна1чительно повысить скорость литья, так как в период между паузами возможности увеличения скорости заполнения кристаллизатора практически не ограничены.
П.р и м е р. Отливалась сталь марок 35,5 и ШХ15 в кристаллизаторы круглого сечения диаметром 130 мм и квадратные - мм. Температура металла в ковше перед началом литья для стали 35 и 5 1580-1590 С и для стали ЩХ15 .-Литье производилось с периодическим вытягиванием заготовки без кристаллизатора. . . - ., ,,.„ .,, . ,
Скорость вытягивания заготовок 5,0-6,0 м/мин. Шаг вытягйвания заготовки 00-700 мм. Пауза между каждым шагом вытягивания Af6 с. При этом скорость литья 2,7-3,2 м/мин, что значительно превышает достигнутую в настоящее время.
Поверхность полученных заготовок по шагам вытягивания получилась без каких-либо дефектов, свойственных
непрерывнолитым заготовкам, отлитым на горизонтальных МНЛЗ. Внедрение предложенного способа запланировано на Оротуканском заводе горного оборудования. Согласно подсчету завода годовой экономический эффект от внедрения МНЛС, изготовленной в соответствии с предложенным изобретением, составит 150 тыс. руб. в год.
Формула изобретения
Способ непрерывного литья металлов на машине горизонтального типа, включающий подачу металла в кристаллизатор, периодическое вытягивание слитка и его разделение на мерные длны,отличающийся тем, что, с целью повышения производительности и улучшения качества слитков, длина шага вытягивания соответствует заданной длине заготовки и длине кристаллизатора, а слиток разделяют в местах образования спаев.
Источники информации, принятые во внимание при экспертизе
1. Чухров М.В. и др. Непрерывное горизонтальное литье слитков металлов и сплавов. М., 1968, с. .
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ | 1991 |
|
RU2025196C1 |
| СПОСОБ СОВМЕЩЕННОЙ НЕПРЕРЫВНОЙ РАЗЛИВКИ И ДЕФОРМАЦИИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2038912C1 |
| СПОСОБ ПРОИЗВОДСТВА МЕТАЛЛОПРОДУКЦИИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2033886C1 |
| Способ горизонтального непрерывного литья металла в многоступенчатый кристаллизатор | 1989 |
|
SU1717274A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВЫСОКОКАЧЕСТВЕННОЙ НЕПРЕРЫВНО-ЛИТОЙ КРУГЛОЙ ЗАГОТОВКИ | 1999 |
|
RU2169635C2 |
| Способ горизонтальной непрерывной разливки металлов | 1983 |
|
SU1138233A1 |
| СПОСОБ ПРОИЗВОДСТВА КАЧЕСТВЕННОЙ ПРУТКОВОЙ МЕТАЛЛОПРОДУКЦИИ | 2004 |
|
RU2260495C1 |
| СПОСОБ УПРАВЛЕНИЯ МАШИНОЙ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК | 1992 |
|
RU2023530C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОГО ПРОКАТА ИЗ СЛИТКОВ, ПОЛУЧЕННЫХ НА МАШИНЕ НЕПРЕРЫВНОГО ЛИТЬЯ (МНЛЗ) КРИВОЛИНЕЙНОГО ТИПА | 2008 |
|
RU2423193C2 |
| Способ производства заготовок | 1981 |
|
SU1014180A1 |
