1 1
Изобретение относится к конвейерным печам для специальной обработки металлических порошков перед иэ.готовлением изделий из них и может быть использовано в порошковой металлургии.
Известна печь для восстановительного отжига металлического порошка, включакицая загрузочное и разгрузочное устройства, муфель, холодильник, конвейерную ленту, рабочая ветвь которой расположена на нижней плоскости муфеля, и поперечный нож со, срезающей кромкой, установленный в загрузочном устройстве над лентой lj .
Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является печь для восстановительного отжига металлического порошка, включающая загрузочное и разгрузочное устройства, муфель, холоднл&ник, конвейерную ленту, рабочая ветвь которой расположена на нижней плоскости муфеля, поперечный нож со срезающей кромкой, установленный в загрузочном устройстве над лентой, причем загрузочное устройство вы полнено с поперечным проемом и снабжено боковыми ножами, установленными над лентой, и приемным бункером, размещенным под лентой соосно с боковыми ножами 2j .
Однако в известной печи лишь частично исключается занос порошка в муфель. В процессе эксплуатации конвейерная лента деформируется, в резуль.тате ухудшается прижим боковых ножей и очистка краев ленты от порошка. Порошок, оставшийся неочищенным на краю ленты на расстоянии 0-3 мм от торца, минуя поперечный проем, заносится в муфель и в результате толчков и промышленной вибрации просыпается на подину муфуля. Кроме того, в загрузочном устройстве порошок просыпается и затягивается под ленту. Основное количество просьши, перемеп1аясь лентой, ссыпается в существующий поперечньй проем, а часть порошка прилипает к нижней плоскости ленты, а также к ее торцам и, минуя проем, заносится в муфель,
В результате указанного заноса порошка в муфель,между его подом и.лентой образуется промежуточная фаза (окатьщ1И из порошка, припекшиеся бугорки порошка и т.п.), резко ухудшающая теплопередачу от пода муфеля к ленте с обрабатываемым мате742
риалом, что резко снижает производительность печи. Для того, чтобы производительность.печи в указанном случае сохранить на прежнем уровне, повышают температуру нагревателей, расположенных в печи, что приводит к уменьшению срока службы как муфеля, так и нагревателей. Кроме того, из-за образования окатышей под лентой .
усиливается деформация и самой ленты. Недостатком известной печи является также необходимость периодичедкой очистки муфеля, т.е. временный вывод печи из эксплуатации.
Целью изобретения является увеличение производительности и срока службы печи.
Поставленная цель достигаетЬя тем, что печь для восстановительного
отжига металлического порошка, содержащая загрузочное устройство с поперечным проемом и бункером под ним, муфель, холодильник, конвейерную ленту, поперечный нож, установленный в загрузочном устройстве над конвейерной лентой, боковые ножи, а также разгрузочное устройство, .. снабжена обдувочными узлами, расположенными на торцовых стенках бункера поперечного проема, содвржащш ш монтажную камеру, прикрепленную к торцовой стенке, гибкую мембрану с центральным отверстием, закрепленную между монтажной камерой и каме-
рой избыточного давления, коллектор Т-образной формы, укрепленный в центральном отверстии мембраны и размещенный с возможностью продольного перемещения в центральном отверстии
экрана, форсунки с соплами, прикрепленными к коллектору и расположенными над и под конвейерной лентой, причем коллектор снабжен шарнирной, подвеской с дефлекторными роликами,
касающимися торцов ленты, а в торцовых стенках бункера поперечного проема выполнены окна, расположенные за боковыми ножами.
Кроме того, в коллекторе между мембраной и экраном выполнены радиальные отверстия.
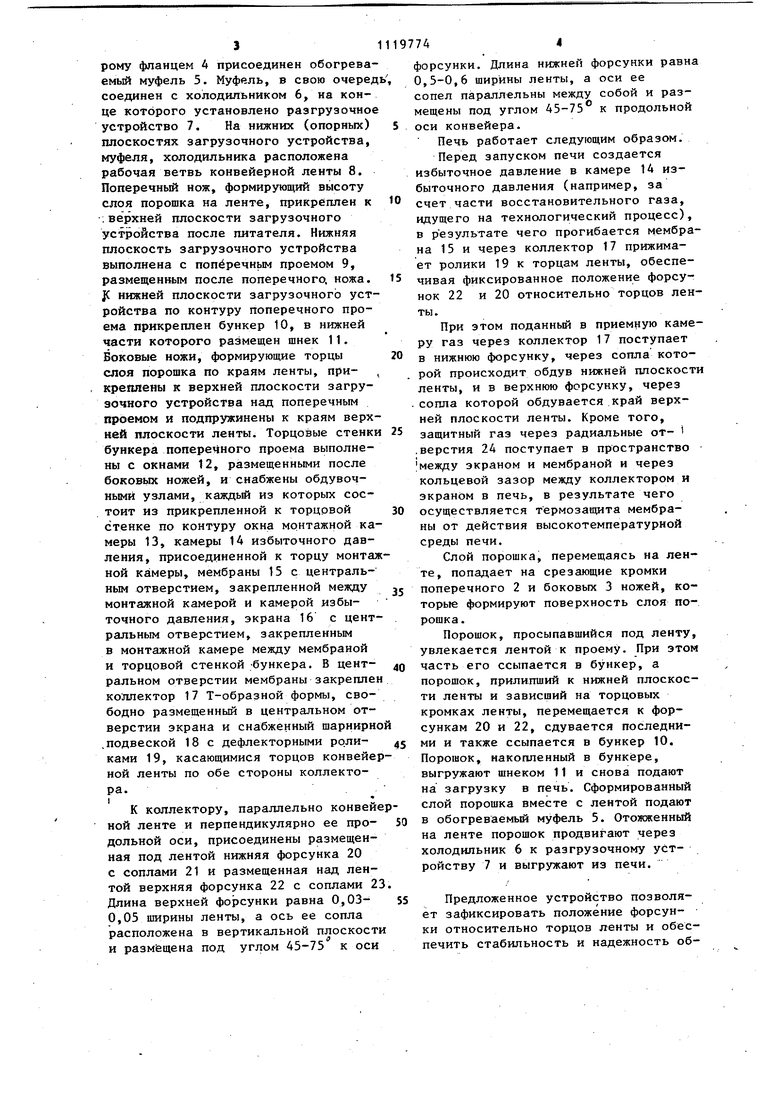
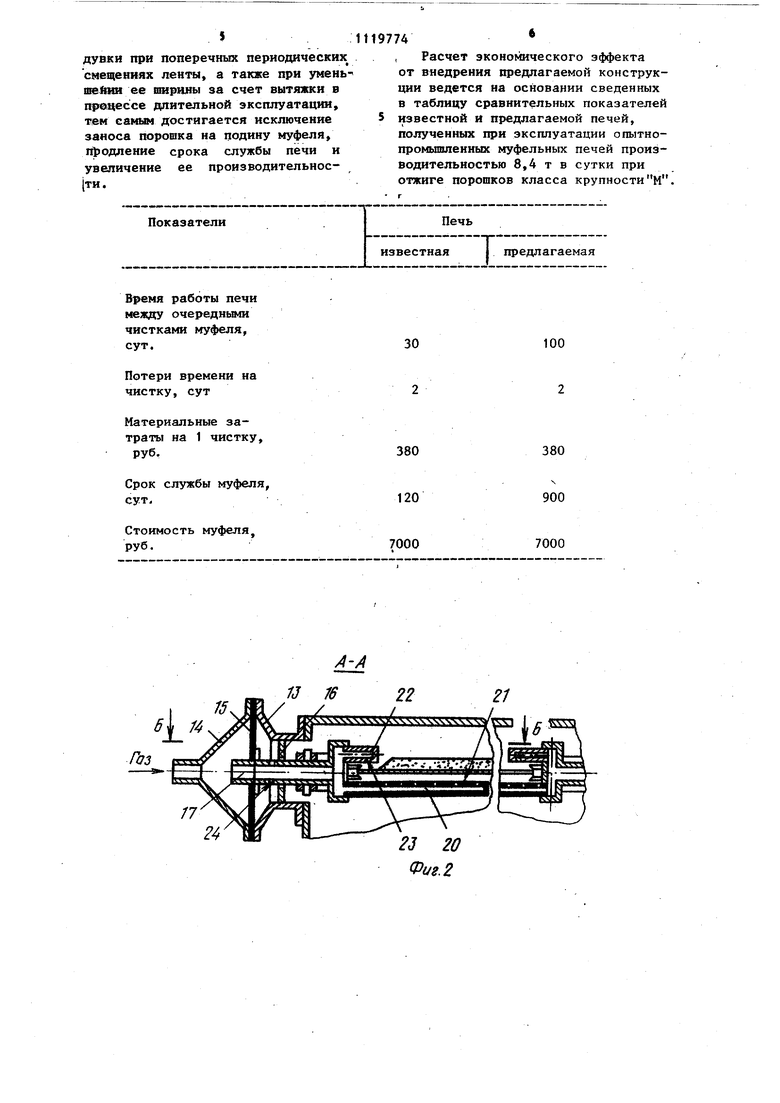
На фиг.1 изображено устройство, общий вид; на фиг.2 - разрез А-А на фиг.1, на фиг.З - разрез Б-Б на фиг.2.
Печь содержит загрузочное устройство с питателем 1, поперечным ножом 2 и боковыми ножами 3, к которому фланцем А присоединен обогреваемьй муфель 5. Муфель, в свою очеред соединен с холодильником 6, на конце которого установлено разгрузочное устройство 7. На нижних (опорных) плоскостях загрузочного устройства, муфеля, холодильника расположена рабочая ветвь конвейерной ленты 8. Поперечный нож, формирующий высоту слоя порошка на ленте, прикреплен к ; верхней плоскости загрузочного устройства после питателя. Нижняя плоскость загрузочного устройства выполнена с попёречньи проемом 9, размещенным после поперечного, ножа. JC нижней плоскости загрузочного устройства по контуру поперечного проема прикреплен бункер 10, в нижней части которого размещен шнек 11. Боковые ножи, формирующие торцы слоя порощка по краям ленты, прикреплены к верхней плоскости загрузочного устройства над поперечным проемом и подпружинены к краям верхней плоскости ленты. Торцовые стенки бункера поперечного проема выполнены с окнами 12, размещенными после боковьпс ножей, и снабжены обдувочнымй узлами, каждый из которых состоит из прикрепленной к торцовой стенке по контуру окна монтажной камеры 13, камеры 14 избыточного давления, присоединенной к торцу монтажной камеры, мембраны 15 с центральньм отверстием, закрепленной между монтажной камерой и камерой избыточного давления, экрана 16 с центральным отверстием, закрепленным в монтажной камере между мембраной и торцовой стенкой бункера. В центральном отверстии мембраны закреплен коллектор 17 Т-образной формы, свободно размещенный в центральном отверстии экрана и снабженный шарнирно .подвеской 18 с дефлекторными роликами 19, касающимися торцов конвейерной ленты по обе стороны коллектора. I
К коллектору, параллельно конвейеной ленте и перпендикулярно ее продольной оси, присоединены размещенная под лентой нижняя форсунка 20 с соплами 21 и размещенная над лентой верхняя форсунка 22 с соплами 23 Длина верхней форсунки равна 0,030,05 ширины ленты, а ось ее сопла расположена в вертикальной плоскости и размещена под углом 45-75 к оси
форсунки. Длина нижней форсунки равн 0,5-0,6 ширины ленты, а оси ее сопел параллельны между собой и размещены под углом 45-75 к продольной оси конвейера.
Печь работает следующим образом.
Перед запуском печи создается избыточное давление в камере 14 избыточного давления (например, за счет части восстановительного газа, идущего на технологический процесс), в результате чего прогибается мембрана 15 и через коллектор 17 прижимает ролики 19 к торцам ленты, обеспечивая фиксированное положение форсунок 22 и 20 относительно торцов ленты.
При этом поданный в приемную камеру газ через коллектор 17 поступает в нижнюю форсунку, через сопла которой происходит обдув нижней плоскост ленты, и в верхнюю форсунку, через . сопла которой обдувается .край верхней плоскости ленты. Кроме того, защитный газ через радиальные от.верстия 24 поступает в пространство между экраном и мембраной и через кольцевой зазор между коллектором и экраном в печь, в результате чего осуществляется термозащита мембраны от действия высокотемпературной среды печи.
Слой порошка, перемещаясь на ленте, попадает на срезающие кромки поперечного 2 и боковых 3 ножей, которые формируют поверхность слоя порошка.
Порошок, просыпавшийся под ленту, увлекается лентой к проему. При этом часть его ссыпается в бункер, а порошок, прилипший к нижней плоскости ленты и зависший на торцовых кромках ленты, перемещается к форсункам 20 и 22, сдувается последними и также ссыпается в бункер 10. Порошок, накопленный в бункере, выгружают шнеком 11 и снова подают на загрузку в печь. Сформированный слой порошка вместе с лентой подают в обогреваемый муфель 5. Отожженный на ленте порошок продвигают через холодильник 6 к разгрузочному устройству 7 и выгружают из печи.
Предложенное устройство позволяет зафиксировать положение форсунки относительно торцов ленты и обеспечить стабильность и надежность обдувки при поперечных периодических смещениях ленты, а также при уменьшей1ш ее ширины за счет вытяжки в n|)r0ttedce длительной эксплуатации, тем самым достигается исключение заноса порошка на подину муфеля, 1фодление срока службы печи и увеличение ее производительнос ти.
119774
, Расчет экономического эффекта от внедрения предлагаемой конструкции ведется на основании сведенных в таблицу сравнительных показателей 5 известной и предлагаемой печей, полученных гфи эксплуатации опытнопромышленных муфельных печей производительностью 8,4 т в сутки при отжиге порошков класса крупности М.
| название | год | авторы | номер документа |
|---|---|---|---|
| Печь для отжига металлического порошка | 1982 |
|
SU1136885A1 |
| Печь для восстановительного отжига металлического порошка | 1978 |
|
SU668769A1 |
| Способ термообработки порошка железа и устройство для его осуществления | 1984 |
|
SU1222413A1 |
| Способ работы муфельной печи непрерывного действия для спекания изделий из порошков | 1988 |
|
SU1786128A1 |
| Устройство для восстановительного отжига металлических порошков | 1983 |
|
SU1115851A1 |
| Устройство для уплотнения муфельных конвейерных печей с нейтральной или восстановительной атмосферой | 1990 |
|
SU1786347A1 |
| ПЕЧЬ ДЛЯ КОМБИНИРОВАННОГО ОТЖИГА ПОРОШКА-СЫРЦА | 1998 |
|
RU2138748C1 |
| Проходная печь с контролируемой атмосферой | 1984 |
|
SU1257392A1 |
| СПОСОБ СПЕКАНИЯ ИЗДЕЛИЙ ИЗ МЕТАЛЛИЧЕСКИХ ПОРОШКОВ В ПРОХОДНОЙ ПЕЧИ И ПРОХОДНАЯ ПЕЧЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
RU2024356C1 |
| Муфельная печь непрерывного действия для спекания изделий из порошка | 1988 |
|
SU1687373A1 |
1. ПЕЧЬ ДЛЯ ВОССТАНОВИТЕЛЬНОГО ОТЖИГА МЕТАЛЛИЧЕСКОГО ПОРОШКА, содержащая загрузочное устройство с поперечным проемом и бункером под ни муфель, холодильник, конвейерную лен ту, поперечный нож, установленный .в загрузочном устройстве над конвейе ной лентой, боковые ножи, а. также ра грузочное устройство, о т л и ч а щ а я с я тем, что, с целью увеличения производительности и срока службы печи, печь снабжена обдувочными узлами, расположенными на торцовых . стенках бункера поперечного проема, содержащими монтажную камеру, прикрепленную к торцовой стенке, гибкую мембрану с центральным отверстием, закрепленную между монтажной камерой и камерой избыточного давления, коллектор Т-образной формы, укрепленный в центральном отверстии мембраны и размещенный с возможностью продольного перемещения в центральном отверстии экрана, форсунки с соплами, прикрепленными к коллектору и расположенными над и под конвейерной лентой, причем коллектор снабжен шарнирной подвеской с дефлекторными роликами, касающимися торцов ленты, а в торцовых стенках бункера поперечного проема выполнены окна, расположенные за боковыми ножами. 2. Печь по п.1, отличающая с я тем, что, в коллекторе между мембраной и экраном выполнены радиальные отверстия. /L /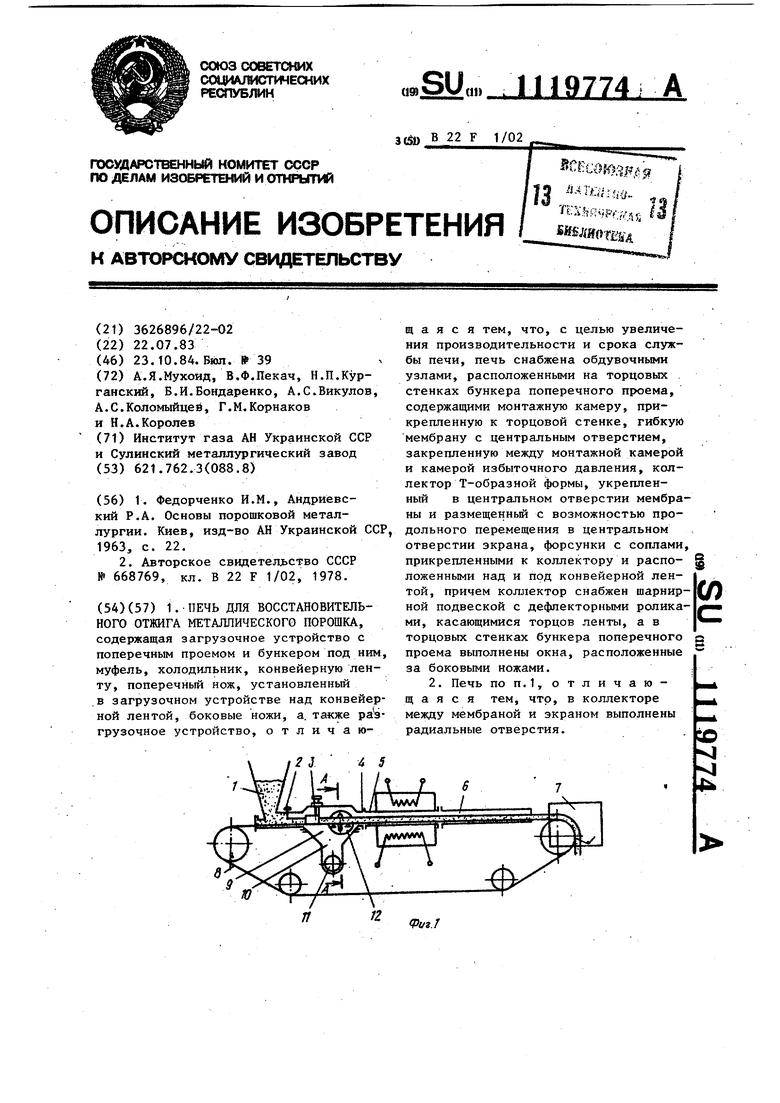
Время работы печи меязду очередными чистками муфеля, сут.
Потери времени на чистку, сут
Материальные затраты на 1 чистку, руб.
Срок службы муфеля сут.
Стоимость муфеля, РУб.
24
30
100
380
380
900
120
7000
7000
22
21
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Федорченко И.М., Андриевский Р.А | |||
| Основы порошковой металлургии | |||
| Киев, изд-во АН Украинской С 1963, с | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Печь для восстановительного отжига металлического порошка | 1978 |
|
SU668769A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
