Предлагаемое изобретение относится к сварке кольцевых швов труб встык.
Известно внут реннее формирующее устройство для сварки кольцевых швов трубопроводов, состоящее из шести формующих элементов, половина которых через один связана с приводом перемещения их рычагов к центру пружинами. Однако в этом устройстве трудно достичь плотного поджатия подкладного кольца к свариваемым кромкам из-за возможной эллипсности труб. Эксплуатировать устройство в полевых условиях сложно.
Предложенный центратор отличается от известного тем, что он снабжен пружинным механизмом вместо пневматического привода, число формующих элементов подкладного кольца увеличено до 12. С целью облегчения удаления центратора из сварной трубы концы рычагов щарнирно укреплены на подпружиненных втулках, одна из которых жестко укреплена на корпусе, а другая установлена на нем с возможностью продольного перемещения и снабжена чекой, в рабочем положении упирающейся в выполненный на корпусе выступ и взаимодействующей с курком, спускаемым посредством натяжного тросика.
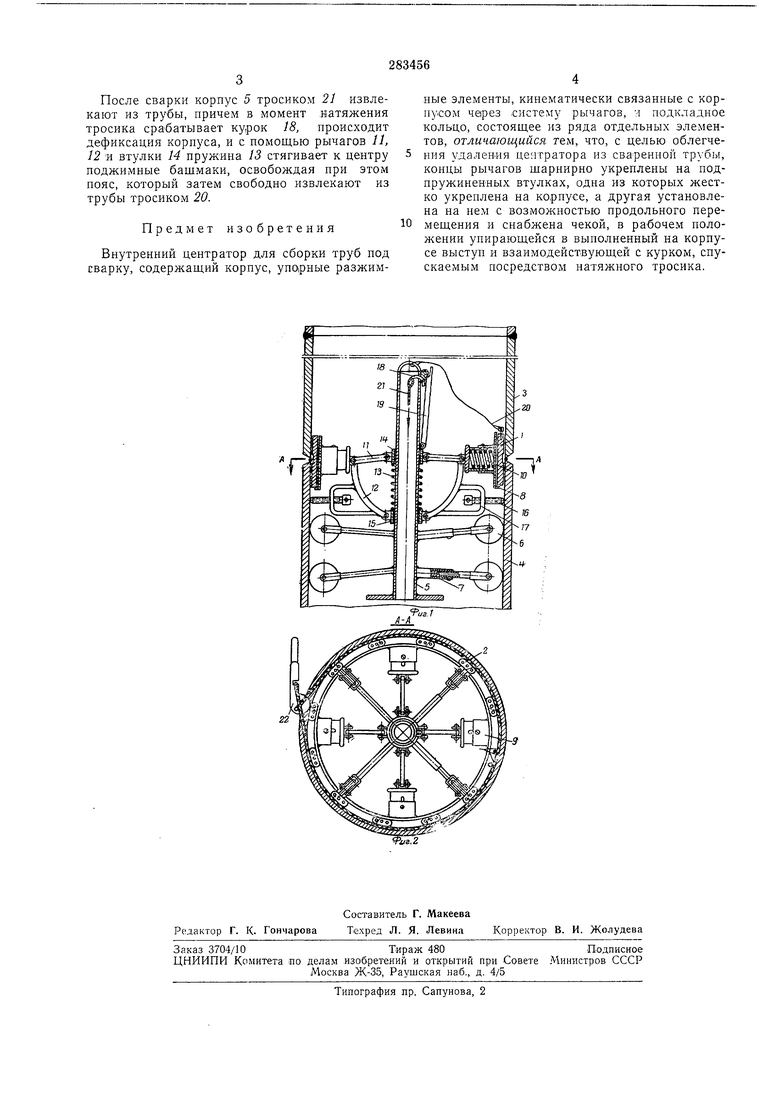
Устройство содержит подкладное кольца(пояс) 1, составленное из 12 формующих элементов, соединенных между собой с помощьюпластин (накладок) 2 по плоскостям, параллельным осям труб 3 ti 4, корпус 5, колеса 6 с пружинящим механизмом 7, поджимные башмаки 8 с подпружинивающими механизмами 9 и пружинами 10, которые обеспечивают плотное и надежное поджатие пояса под стыком свариваемых труб с допустимой эллипсностью и смещением кромок. Кроме того, устройство имеет рычаги 11 и 12, дефиксирующую пружину 13, подвижную 14 и неподвижную /5 втулки, стопорные винты 16, ребра жесткосги.
5 17, курок 18, чеку 19, тросики 20 и 21 и стягивающий хомут 22, с помощью которого осуществляют сжатие поджимных башмаков к подкладного пояса к центру трубы.
Перед сваркой труб корпус 5 в разжатом состоянии (пружина 13 сжата) вводят в трубу 4,. при этом башмаки 5 с поясом 1 при помощи; стягивающего хомута 22 сведены к центру устройства (пружины 10 сжаты). В таком состоянии корпус 5 свободно устанавливают в
5 трубе 4 и фиксируют с помощью винтов 16. Затем трубу 4 с корпусом 5 состыковывают с трубой 3, снимают стягивающий хомут 22 и поджимные башмаки 5 и с помощью пружин 10 плотно прижимают под сварным швом.
| название | год | авторы | номер документа |
|---|---|---|---|
| Внутренний центратор | 1982 |
|
SU1073057A1 |
| Внутренний центратор для сварки кольцевых швов | 1983 |
|
SU1119814A1 |
| УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВАНИЯ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2354520C2 |
| ФОРМИРУЮЩЕЕ УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ СВАРКИ С ПРИНУДИТЕЛЬНЫМ ФОРМИРОВАНИЕМ КОЛЬЦЕВЫХ ШВОВ | 1990 |
|
SU1815890A1 |
| Устройство для формирования кольцевых сварных швов | 1989 |
|
SU1779521A1 |
| Внутренний центратор | 1968 |
|
SU273036A1 |
| Внутренний центратор для сборки и сварки кольцевых швов с формированием обратной стороны шва | 2021 |
|
RU2761926C1 |
| Внутренний центратор | 1982 |
|
SU1076243A1 |
| Установка для сварки сильфонов | 1976 |
|
SU770709A1 |
| УСТАНОВКА ДЛЯ СВАРКИ СИЛЬФОНОВ | 2001 |
|
RU2196670C1 |
